

1 Дв. Ход долбяка → sкр/π m z об. Долбяка.
Возможно также представление РП в виде
1 Дв. Ход долбяка → sкр мм перемещения по дуге,
где для обеих форм представления sкр – круговая подача в мм/дв. ход.
УКЦ по второй форме записи РП:
sкр = 1∙ i03 ∙ (in = 1 или 2) ∙ is ∙ π m z.
ФН:
is = c3∙sкр/m z,
где i03 – произведение передаточных отношений постоянных передач расчетной цепи; in – передаточное отношение при переключении блока 10↔12; с – константа, при in=1 c3 = 200, при in =2 c3 = 100.
В кинематической структуре станка предусмотрены также две вспомогательные группы Вс(П4) и Вс(П5). Ненастраиваемая группа Вс(П4) используется при наладке станка для установочных перемещений стола с заготовкой в радиальном направлении. Ее внутренняя связь – поступательная пара:
радиальные направляющие станины – стол.
Внешняя связь:
рукоятка → 25/24 → 23/22 → тяговый вал t2.
Группа Вс(П5) осуществляет радиальный отвод долбяка от заготовки при холостом ходе долбяка. Эта группа аналогична такой же группе, рассмотренной при описании зубодолбежного станка для обработки зубчатых колес (см. рис.2. 13).
Для обработки косозубых реек группу Фv необходимо переналадить по схеме, приведенной в разделе 2 при описании кинематической структуры зубодолбежного станка. Такая переналадка заключается в замене прямолинейных направляющих шпинделя долбяка на винтовые.
3.6.4. Станки для зуботочения цилиндрических зубчатых колес
При рассмотрении зацепления двух цилиндрических колес с винтовыми зубьями, работающими с перекрещивающимися осями, наблюдается скольжение боковой поверхности зубьев одного колеса относительно другого. Это усло-
вие и было использовано для зуботочения цилиндрических колес. Одно из двух сцепляющихся винтовых колес заменили обкатным резцом, инструментом типа зуборезного долбяка, а другое – заготовкой. В данном случае инструмент можно представить как многозаходную червячную фрезу. Зуботочением можно нарезать как косозубые, так и прямозубые цилиндрические колеса. Причем прямозубые колеса необходимо нарезать обязательно косозубым инструментом, так как только в этом случае угол скрещивания осей не будет равен нулю.
На рис. 3. 65 приведены три схемы нарезания цилиндрических зубчатых колес зуботочением при следующих условиях перекрещивания осей нарезаемого колеса и инструмента:
- нарезаемое зубчатое колесо прямозубое, инструмент – обкатной косозубый резец (рис. 3.65, а);
- нарезаемое зубчатое колесо косозубое, инструмент – обкатной прямозубый резец (рис. 3.65, б);
- нарезаемое зубчатое колесо косозубое, инструмент – обкатной косозубый резец (рис.3.65, в).
Р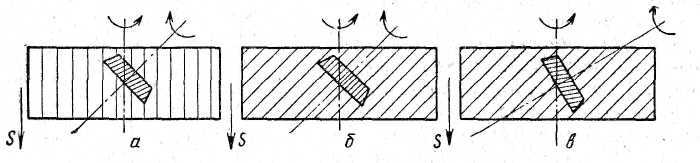 ис.
3. 65. Возможные схемы зуботочения
цилиндрических колес
ис.
3. 65. Возможные схемы зуботочения
цилиндрических колес
При зуботочении скорость резания определяется относительным скольжением боковых поверхностей зубьев и зависит от угла скрещивания осей инструмента и нарезаемой заготовки. Наивыгоднейший угол скрещивания осей 90о.
Производительность зуботочения выше производительности зубофрезерования червячными фрезами и зубодолбления зуборезными долбяками в 3–5 раз. В машиностроении используются станки для зуботочения цилиндрических колес моделей ЕЗ-13, ЕЗ-24, ЕЗ-165 и др., различающиеся между собой, в основном, предельными размерами нарезаемых зубчатых колес. В [2.8] подробно по методике, принятой в данном УМК, подробно рассмотрена кинематическая схема станка модели ЕЗ-13 для зуботочения цилиндрических колес диаметром до 320 мм и модулем до 5 мм.