

1 Об. Заготовки (в1) → об. Фрезы (в2),
а при нарезании червячного колеса при тангенциальном врезании
1 Об. Заготовки → об. Фрезы (в2).
Знаки ″+″ или ″–″ берут в зависимости от сочетания направлений винтовых линий на нарезаемом колесе и фрезе.
Пример бездифференциального станка – шлицефрезерный станок модели 5350, на котором можно нарезать шлицевые валы и зубчатые колеса с прямыми и винтовыми шлицами и зубьями.
Ч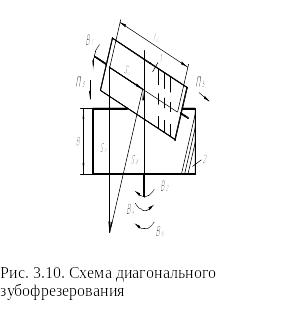 ервячные
фрезы весьма сложный и дорогостоящий
инструмент. Стоимость таких фрез
составляет до 50% стоимости зуборезной
операции. При зубофрезеровании фрезы
изнашиваются на небольшом участке, так
как контакт инструмента с заготовкой
небольшой по сравнению с длиной фрезы.
Обычно из нескольких десятков зубьев
фрезы изнашиваются 3 – 5 зубьев. Поэтому
для более полного использования червячных
фрез необходимо осуществлять ее
периодическую осевую передвижку. Такое
перемещение способствует выравниванию
износа и увеличивает период размерной
стойкости фрез, а, следовательно, и срок
их службы. Для этого в кинематическую
структуру зубофрезерных станков введена
вспомогательная группа осевой передвижки
фрезы в конце цикла обработки очередного
колеса, что позволяет периодически
включать в резание очередные зубья
фрезы. Эта группа имеет отдельный
электродвигатель. Величина передвижки
в конце каждого цикла регулируется
временем работы электродвигателя,
устанавливаемым посредством реле
времени в схеме системы управления
циклом зубофрезерования, а общий путь
передви- Рис.3.61. Схема
диагонального
жки задается электроупорами.
Еще больший зубофрезерования
эффект достигается при
зубофрезеровании с диагональной подачей,
обеспечивающей непрерывное осевое
перемещение фрезы во время обработки.
В этом случае к рассмотренной выше схеме
нарезания цилиндрических колес двумя
формообразующими группами Фv
и
Фs1
добавляется третья – Фs2,
являющаяся аналогом группы тангенциального
врезания при зубофрезеровании червячных
колес. В итоге за цикл обработки фреза
будет перемещаться по диагонали, и все
ее зубья последовательно пройдут зону
обработки. При зубофрезеровании
цилиндрических колес с диагональной
подачей (риc.
3.61) используют по сравнению со стандартными
более длинные червячные фрезы.
ервячные
фрезы весьма сложный и дорогостоящий
инструмент. Стоимость таких фрез
составляет до 50% стоимости зуборезной
операции. При зубофрезеровании фрезы
изнашиваются на небольшом участке, так
как контакт инструмента с заготовкой
небольшой по сравнению с длиной фрезы.
Обычно из нескольких десятков зубьев
фрезы изнашиваются 3 – 5 зубьев. Поэтому
для более полного использования червячных
фрез необходимо осуществлять ее
периодическую осевую передвижку. Такое
перемещение способствует выравниванию
износа и увеличивает период размерной
стойкости фрез, а, следовательно, и срок
их службы. Для этого в кинематическую
структуру зубофрезерных станков введена
вспомогательная группа осевой передвижки
фрезы в конце цикла обработки очередного
колеса, что позволяет периодически
включать в резание очередные зубья
фрезы. Эта группа имеет отдельный
электродвигатель. Величина передвижки
в конце каждого цикла регулируется
временем работы электродвигателя,
устанавливаемым посредством реле
времени в схеме системы управления
циклом зубофрезерования, а общий путь
передви- Рис.3.61. Схема
диагонального
жки задается электроупорами.
Еще больший зубофрезерования
эффект достигается при
зубофрезеровании с диагональной подачей,
обеспечивающей непрерывное осевое
перемещение фрезы во время обработки.
В этом случае к рассмотренной выше схеме
нарезания цилиндрических колес двумя
формообразующими группами Фv
и
Фs1
добавляется третья – Фs2,
являющаяся аналогом группы тангенциального
врезания при зубофрезеровании червячных
колес. В итоге за цикл обработки фреза
будет перемещаться по диагонали, и все
ее зубья последовательно пройдут зону
обработки. При зубофрезеровании
цилиндрических колес с диагональной
подачей (риc.
3.61) используют по сравнению со стандартными
более длинные червячные фрезы.
При этом методе обработки вертикальную подачу выбирают по режимам резания также, как при обработке по традиционной схеме, а осевую подачу определяют на основе следующей пропорции.
Когда фреза 1 пройдет путь вдоль своей оси, равный lр, а по вертикали – B, заготовка 2 сделает lр/so = B/sв оборотов. Откуда,
so = sв lр /B,
где sв - вертикальная подача, мм/об; sо - осевая подача, мм/об; lр - рабочая длина фрезы,величину которой можно принимать на два витка меньшей общей длины фрезы; B – высота зубчатого колеса.
При зубофрезеровании колес с винтовым зубом с диагональной подачей фрезы делительный стол совершает суммарное вращение В2 ± В4 ± В6, так как является исполнительным звеном трех кинематических групп, работающих одновременно. Для физического сложения трех движений на одном исполнительном звене необходимы два дифференциала для последовательного сложения движений. В рассматриваемой кинематической структуре есть только один дифференциал. Поэтому воспользуемся математическим сложением движений В4 и В6. Это позволяет следующим образом модифицировать группы формообразования: Фv (В1В2), Фs1 (П3В4 ± В6), Фs2 (П5). При этом кинематическая структура и расчетные цепи сложных групп Фv и Фs1, соединенных планетарным дифференциалом, остаются такими же, как и при обработке колес с винтовым зубом. Однако в РП для гитары iдиф, расположенной в группе Фs1, необходимо внести поправку, учитывающую математическое сложение движений.
При вертикальном перемещении фрезы на величину sв для получения винтового зуба делительный стол в движении (В4) должен повернуться на sв/Т оборота, а при осевом (тангенциальном) перемещении фрезы на sо этот стол в движении (В6) дополнительно повернется на ± sо∙ k/z ∙Tфр,
где T – шаг винтовой линии зуба нарезаемого колеса; Tфр = πmnk/cos γ – ход фрезы; k – число заходов фрезы; z – число нарезаемых зубьев.
Следовательно, РП для расчетной цепи дифференциала можно представить в виде:
sв мм перемещ. фрезы (П3) → sв/T ± sо∙k/z ∙Tфр об. дел. стола (В4±В6).
По данным РП составим УКЦ:
sв/T ± sо∙ k/z ∙Tфр = sв/tТВ ∙ i08 ∙iдиф ∙ i∑z ∙ iобк.
Откуда,
iдиф = (sв/T ± sо ∙ k/z ∙ Tфр) tТВ/ i08 i∑z iобк.
Заменив в полученном выражении T, Tфр, sо, iобк их значениями и объеденив постоянные коэффициенты в константы, получим ФН:
![]()
Из полученной ФН следует, что цепь дифференциала при зубофрезеровании колес с винтовым зубом при касательном врезании выполняет две функции: обеспечивает образование винтового зуба (первая составляющая ФН) и компенсирует осевое (тангенциальное) перемещение фрезы (вторая составляющая ФН).
В ряде ранее выпускавшихся универсальных зубофрезерных станков, например, 5К32, оснащенных дополнительным суппортом для осевой (тангенциальной) подачи фрезы, во внутренней связи цепи обката используется передача с винтовыми зубьями, ведомое колесо которой сообщает вращение фрезе. Поэтому при осевом перемещении колеса с винтовым зубом в приводе фрезы образуется скрытый дифференциал. При осевой подаче фрезы so ведомое колесо вместе с фрезой получает дополнительный поворот, равный sosinβ/π mnzk, где β, zk, mn - угол подъема винтовой линии зуба, число зубьев и модуль нормальный ведомого колеса. Поэтому для обеспечения полученного выше передаточного отношения цепи обката заготовке по цепи дифференциала необходимо сообщить дополнительно sosinβ∙k/π mnzkz оборота, или, заменяя параметры ведомого колеса константой – сккso/z. Следовательно, дополнительные РП для iдиф будут иметь вид
so мм премещения фрезы → сккso/z дополнительного оборота заготовки.
Составив УКЦ по данным РП, получим дополнительную составляющую ФН для цепи дифференциала в рассматриваемом случае.
В последующих моделях скрытый дифференциал отсутствует, так как передача с винтовыми зубьями заменена шлицевым соединением ведомое колесо – оправка.
Группа Фs (П5) – простая. Ее внутренняя связь:
дополнительный (тангенциальный) суппорт – направляющие.
Внешняя связь – кинематическая цепь, соединяющая электродвигатель М с суппорот, являющимся звеном соединения связей.
Группа настраивается на скорость гитарой iтанг, на путь и исходную точку – упорами системы управления.
Для гитары iтанг расчетная цепь:
делительный стол с заготовкой - 3 – is – 7 - iдиф – 13 – iтанг – 12 – 11 - tТВ.
РП:
1 об. дел. стола → sо перемещения фрезы.
УКЦ:
sо = 1 ∙i09 ∙ is ∙ iдиф ∙ 1/ iтанг ∙ tТВ .
ФН:
iтанг = c8 ∙ is ∙ iдиф ,
где с8 = i09 ∙ tТВ – константа конкретной модели станка, а ФН для is и iдиф получены выше.
Рассмотренная универсальная (обобщеная) кинематическая структура зубофрезерного станка реализована в ряде базовых моделей станков, например, 5К32, 53А50 и др., имеющих типовую компоновку (рис. 3.62). В стойка 3 с пультом управления, в которой находятся гитары обката и дифференциала. По вертикальным призматическим направляющим стойки перемещается каретка 4 с поворотным фрезерным суппортом 6. Его установка на требуемый угол осу-ществляется вращением валика 5. С правой стороны на V-образных направляющих основания установлен стол 9 с задней стойкой 8, по направляющим которой перемещается контр- поддержка 7, управляемая ру- кояткой 10. На корпусе стола размещены рукоятки 11 руч- ного насоса смазки и рукоятки 12, 13 для перемещения стола и установки его упоров. На основании в коробке 14 поме- щены бесконтактные конеч- ные выключатели. Станок ос- нащен путевой системой управления. Настройка цикла работы осуществляется пере- ставными упорами и соответ- ствующими переключателями пульта управления.
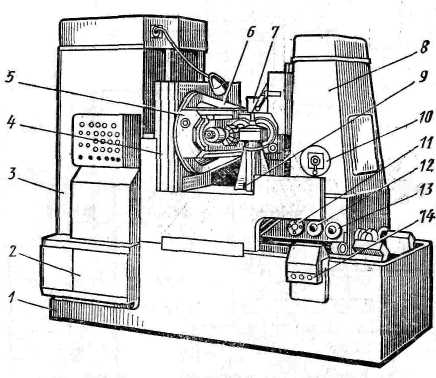 Рис.
3.62. Универсальный зубофрезерный
Рис.
3.62. Универсальный зубофрезерный
полуавтомат