

1 Оборот шпинделя (в1) → t мм осевого перемещения шпинделя (п8).
УКЦ:
![]()
ФН:
![]()
Все виды подач можно также осуществлять вручную посредством рукояток, устанавливаемых на квадраты, выполненные на концах тяговых валов.
Координатно-расточный станок модели 2Д450АМФ2. На станке производят практическим все виды сверлильных и расточных работ. При работе по программе предусмотрены следующие режимы: автоматический, полуавтоматический и ввод информации вручную.
Техническая характеристика. Наибольший диаметр сверления – 30 мм; наибольший диаметр расточки – 200 мм. Наибольшее продольное перемещение стола – 1000 мм; поперечное – 630 мм. Точность установки координат вручную - 0,006 мм; по программе – 0.01 мм. Пределы частот вращения шпинделя – 32-2000 мин-1; пределы рабочих подач шпинделя 2=250 мм/мин.
Кинематическая структура станка (рис. 3.20) состоит из следующих групп: скорости резания (круговой частоты вращение шпинделя) Фv (В1), вертикальной подачи шпинделя Фs1(П2), продольной подачи стола Фs2(П3), поперечной подачи стола Фs3(П4).
Группа скорости резания Фv (В1). Внутренняя связь:
гильза 4 → шпиндель 1 (В1).
Внешняя связь:
М1 → 166/182 → 33/70 → двойной блок 3
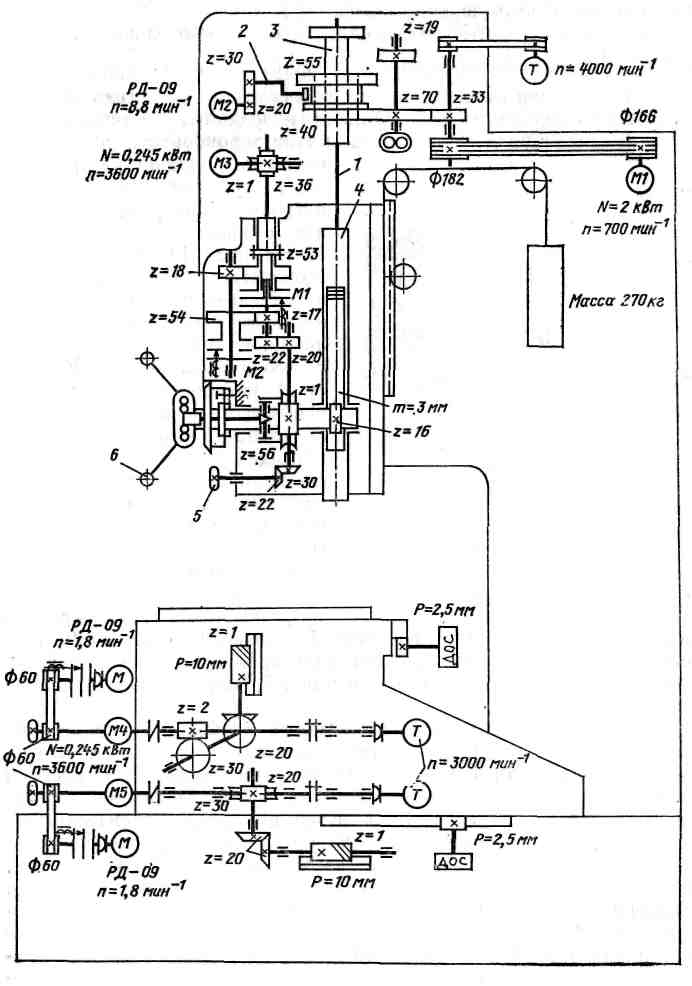 зубчатых
колес (70/40 или 19/55) → шпиндель (В1).
зубчатых
колес (70/40 или 19/55) → шпиндель (В1).
Группа настраивается на скорость – изменением круговой частоты регулируемого электродвигателя М1 постоянного тока и двойным блоком зубчатых колес (70/40 или 19/55). Двойной блок используется для расширения бес-
Рис.3.20. Кинематическая схема координатно-расточного
станка модели 2Д45АМФ2
ступенчатого диапазона регулирования круговой частоты шпинделя. Переключение ступеней двойного блока 3 по программе осуществляется эксцентриком 2, получающем вращение от электродвигателя М2 через передачу 20/30. Входной вал двойного блока обеспечивает также вращение шестеренного насоса для подачи смазочно-охлаждающей жидкости в зону резания.
В схеме управления электродвигателя М1 в качестве датчика обратной связи используется тахогенератор Т, получающий вращательное движение через ременную передачу от входного вала привода круговой частоты.
Группа вертикальной подачи шпинделя Фs1(П2). Внутренняя связь:
направляющие вертикальной стойки → гильза 4 шпинделя (П2).
Внешняя связь имеет две параллельные ветви: одну для рабочих подач, а другую – для ускоренных, включаемых муфтами соответственно М1 и М2.
Внешняя связь рабочих подач имеет вид
М3 → 1/36 → муфта М1 → 22/20 → 1/56 → ТВ (зубчато-реечная
передача колесо 16-рейка гильзы 4) → гильза (П2).
Движение рабочих подач настраивается на скорость – изменением круговой частоты электродвигателя М3 постоянного тока; на направление – реверсированием электродвигателя.
УКЦ рабочих вертикальных подач шпинделя имеет вид
sв = nМ3 ∙ 1/36 ∙ 22/20 ∙ 1/56 ∙ π m z мм/мин.
Внешняя связь ускоренных подач имеет вид
М3 → 1/36 → муфта М2 → 53/18 → 54/17 → 22/20 → 1/56 → →ТВ(зубчато-реечная передача колесо 16-рейка гильзы 4) → гильза (П2).
УКЦ ускоренных вертикальных подач имеет вид
sв.уск. = nМ3 ∙ 1/36 ∙ 53/18 ∙ 54/17 ∙ 22/20 ∙ 1/56 ∙ π m z мм/мин.
Медленное ручное перемещение шпинделя осуществляют вращением маховика 5, а ускоренное – рукояткой 6.
Группы Фs2(П3) и Фs3(П4) соответственно продольной и поперечной подач стола, используемые при фрезеровании и позиционировании при установке координат, выполнены одинаково. Это упрощает систему управления и обслуживания станка. Поэтому рассмотрим только одну из этих групп.
Группа продольной подачи стола. Фs2(П3). Внутренняя связь:
направляющие станины → продольный стол (П3).
Внешняя связь, кинематическая цепь, связывающая управляемый электродвигатель постоянного тока М5 с продольным столом, являющемся звеном соединения связей
М5 → 2/30 → 20/20 → ТВ (червячно-реечная передача с однозаходным червяком ,шаг 10 мм) → продольный стол (П3).
Группа настраивается на скорость (рабочую и ускоренную подачи) и направление - изменением круговой частоты электродвигателя и его реверсированием; на путь и исходное положение – по программе.
Ротор электродвигателя соединен посредством ременной передачи с реактивным электродвигателем РД – 09. Эта связь для повышения точности позиционирования включается по программе посредством электромагнитной муфты в периоды разгона и торможения движения стола.
УКЦ продольных подач и ускоренных перемещений имеет вид
sпрод.= nМ5 ∙2/30 ∙ 20/20 ∙ (tТВ= 10).
Контроль пути перемещения стола осуществляется датчиком обратной связи (ДОС), преобразующим перемещение в импульсный сигнал. Этот сигнал подается в блок сравнения системы управления для коррекции сигнала управления движением.
 Оснастка
станка включает цент-роискатель,
например, с индикатором, установочный
центр, патроны, поворотный делительный
стол.
Оснастка
станка включает цент-роискатель,
например, с индикатором, установочный
центр, патроны, поворотный делительный
стол.
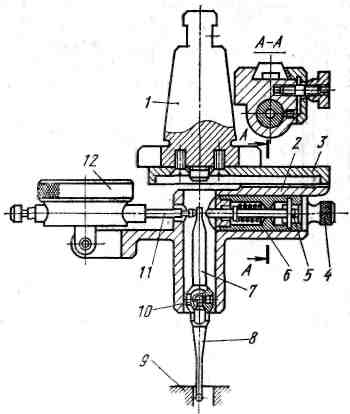
На рис. 3.21 показан центроискатель с индикатором, используемый для совмещения центра отверстия или цилиндрического буртика детали с осью шпинделя станка. К коническому хвостовику 1 центроискателя, устанавливаемого в шпиндель, прикреплена линейка 3, в направляющих которой перемещается корпус 2, несущий индикатор 12, щуп 8 с рычагом 7 и шток 5 с пружиной 6. При совмещении центра отверстия щуп 8 прижимают к цилиндрической поверхности 9 силой пружины индикатора через измерительный наконечник 11 и рычаг,
Рис. 3.21. Центроискатель качающийся на оси 10. При выверке на- ружных поверхностей щуп прижимают к поверхности силой пружины 6 через шток 5 и рычаг 7, для чего поворачивают головку 4 на 900.