

2.5.8. Предохранительные устройства
Предназначены для защиты механизмов станка от аварий при перегрузках. В качестве предохраняющего звена нередко используется срезной штифт, рассчитанный на передачу определенного крутящего момента. Более удобными в эксплуатации являются предохранительные муфты: кулачковые, шариковые, фрикционные.
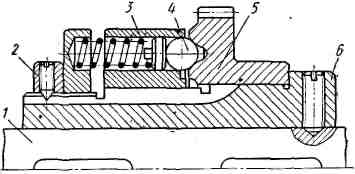
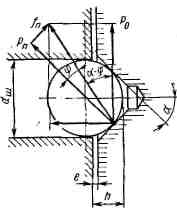
На рис. 2.33 показана конструкция шариковой предохранительной муфты. При вращении колеса 5 шарики 4, прижатые к его рабочей поверхности пружинами, вращают втулку 3 и вал 1. При перегрузке вал 1 и втулка 6 останавливаются, а колесо 5 продолжает вращаться, выжимая шарика 4 в отверстия втулки 3. Муфта регулируется гайкой 2. Суммарная сила сжатия пружин
Рпр = Р0 [tg (α – φ) - fп],
 где
α
– угол наклона касательной в точке
контакта шарика с рабочей поверхностью
в градусах;
φ
– угол трения между шариками и
поверхностями контакта в градусах; fп
- приведенный коэффициент трения между
шариками и стенками отверстия при осевом
перемещении шариков.
где
α
– угол наклона касательной в точке
контакта шарика с рабочей поверхностью
в градусах;
φ
– угол трения между шариками и
поверхностями контакта в градусах; fп
- приведенный коэффициент трения между
шариками и стенками отверстия при осевом
перемещении шариков.
Рис. 2.33. Шариковая предохранительная муфта
Величина окружной силы P0, передаваемой муфтой, зависит от расположения шариков относительно потая. При перегрузке шарики смещаются и угол α начнет увеличиваться. В результате этого окружная сила , которую в состоянии передать муфта, резко уменьшится, что приводит к ее быстрому срабатыванию.
Число шариков, необходимых для передачи заданной окружной силы Po
![]() .
.
Муфты работают удовлетворительно, если величина нормального давления в зоне контакта pn ≤ 3000 Мн/м2. Величина Pn, действующая на один шарик, берется в зависимости от диаметра шарика
dш в мм 11 12 14 16 20 24 28 32
Pn в Н 160 180 200 220 280 340 400 500
3. Изучение кинематической структуры металлорежущих станков
3.1. Группа токарных станков
Токарные станки предназначены для обработки наружных, внутренних, цилиндрических, конических, фасонных, торцовых поверхностей и нарезания резьбы. В мировом станкостроении в общем годовом выпуске станков доля станков токарной группы составляет около 40 %.
Основными параметрами токарного станка являются наибольший диаметр обрабатываемой заготовки над станиной и наибольшее расстояние между центрами (или наибольшая длина обрабатываемой заготовки). Выпускаются станки с наибольшим диаметром обрабатываемой заготовки до 6 м при длине заготовки до 24 м.
Н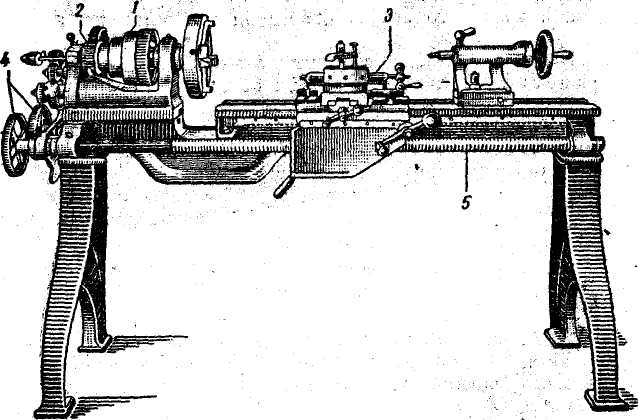 а
рис. 3.1 показан токарный станки со
ступенчатым шкивом и перебором,
выпускавшийся во второй половине 19-го
и начале 20-го века. На этих
а
рис. 3.1 показан токарный станки со
ступенчатым шкивом и перебором,
выпускавшийся во второй половине 19-го
и начале 20-го века. На этих
Рис. 3.1. ТокарныЙ станок середины 19-го века
станках заготовке сообщалось до 6-ти значений чисел оборотов при помощи ступенчатого шкива 1 и перебора 2. Движение суппорту 3 передавалось от шпинделя через сменные зубчатые колеса (двухколесная гитара зубчатых колес) 4 и ходовой валик или винт 5.Привод станка осуществлялся от групповой трансмиссии цеха, приводной вал которой вращался от паровой машины, а позже от электродвигателя. В начале 20-го века станки со ступенчатыми шкивами оснащались отдельными электродвигателями, поворотными резцедержателями, коробками подач, ходовыми винтами и ходовыми валиками. Станины, тумбы и другие базовые детали начали изготавливать из чугунного литья.
После изобретения и успешного применения быстрорежущей стали, а затем и твердых сплавов токарные станки начали приобретать современный вид. Их начали оснащать массивными станинами, многоступенчатыми шестеренными коробками скоростей и подач, более мощными электродвигателями.
Выпускаются станки токарной группы общего и специального назначения. К станкам общего назначения относятся токарно-винторезные, токарно-револьверные и карусельные станки. К специализированным станкам относятся одношпиндельные и многошпиндельные автоматы и полуавтоматы, гидрокопировальные и многорезцовые полуавтоматы, а также высокоавтоматизированные многоинструментальные станки с ЧПУ.