

2.5.6. Механизмы обгона
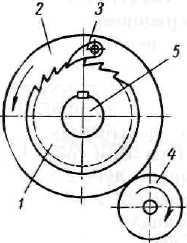
В ряде случаев вращение одному валу по двум кинематическим цепям может быть передано через механизм обгона. На рис. 2.30, а представлен механизм обгона, состоящий из храпового колеса 1, закрепленного на валу 5, и собачки 3, связанной с диском 2. Этот диск свободно вращается на валу 5 и может приводиться в движение от зубчатого колеса 4. При сообщении вращения диску 2 по стрелке, собачка 3 поведет храповое колесо с валом 5. Если последнему сообщить большую скорость вращения в том же направлении от другого источника движения, то он будет обгонять диск 2; собачка 3 в этом случае препятствовать обгону не будет. После выключения быстрого вращения вала 5 собачка 3 зацепит храповое колесо и поведет его снова. Таким образом, храповой механизм обгона позволяет, не выключая привода медленного вращения, включить ускоренное вращение вала 5.
На рис. 2.30, б ,в, г представлены роликовые муфты свободного хода, используемые в качестве механизмов обгона. По принципу действия эти муфты делятся на три группы.
Муфты первой группы передают как медленное (рабочее), так и ускоренное вращательное движение в одном направлении (2.30, б). При вращении обоймы 1 по стрелке А ролики 4 заклиниваются в вырезах ступицы 2, закрепленной на ведомом валу 3 и сообщают крутящий момент этому валу. При быстром вращении ведомого вала 3 по стрелке В от другого источника движения он обгоняет обойму 1, вращающуюся медленнее. В результате этого ролики 4, прижимаясь к толкателям 5, не мешают ускоренному вращению вала 3.

а б

в г
Рис. 2.30. Механизмы обгона
Муфты второй группы передают медленное (рабочее) движение в одном направлении, а ускоренное в двух направлениях (рис. 2.30, в). При медленном (рабочем) вращении обоймы 1 по стрелке А ролики 5 заклиниваются и передают крутящий момент через ступицу 3 ведомому валу 4. При ускоренном вращении поводков 2 от другого источника движения они непосредственно или через ролики 5 сообщают ускоренное вращение через ступицу 3 ведомому валу 4.
Муфты третьей группы передают и медленное (рабочее) движение, и ускоренное движение в обоих направлениях (рис. 2.30, г). При медленном вращении обоймы 1 по стрелке А или В заклинивается пара соответствующих роликов 5 и медленное вращательное движение передается через ступицу 3 ведомому валу 4. При ускоренном вращении поводков 2 в любую сторону они через соответствующие ролики передают вращательное движение ступице 3 и, следовательно, ведомому валу 4 по стрелке С или D.
2.5.7. Механизмы периодического движения
 Для
осуществления периодических (дискретных)
движений рабочих органов в течение
коротких промежутков времени используют
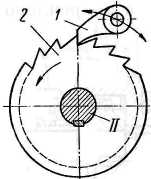
храповые механизмы. На рис. 2.31, а
показана схема такого механизма с
наружным зацеплением. Собачка 1, получая
качательное движение, захватывает зубья
храпового колеса 2 и поворачивает его
вокруг оси вала II
в одном направлении. Возвращаясь в
исходное положение, собачка проскальзывает
по зубьям колеса, и последнее остается
неподвижным.
Для
осуществления периодических (дискретных)
движений рабочих органов в течение
коротких промежутков времени используют
храповые механизмы. На рис. 2.31, а
показана схема такого механизма с
наружным зацеплением. Собачка 1, получая
качательное движение, захватывает зубья
храпового колеса 2 и поворачивает его
вокруг оси вала II
в одном направлении. Возвращаясь в
исходное положение, собачка проскальзывает
по зубьям колеса, и последнее остается
неподвижным.
а б
Рис. 2.31. Механизм для осуществления прерывистых движений
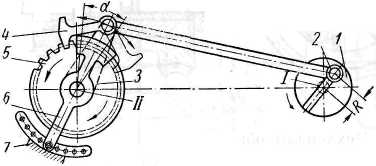
Качательное движение в храповых механизмах, как правило, осуществляются посредством кривошипно-качательного механизма (рис. 2.31, б). На ведущем валу I насажен диск 1 с кривошипным пальцем 2. При вращении диска шатун механизма качает рычаг 3 с установленной на нем собачкой 4 вокруг оси вала II. Величину угла качания рычага 3 устанавливают перемещением пальца 2 на расстояние R. Угол поворота храпового колеса 5 регулируют с помощью щитка 6, перекрывающего на пути качания собачки несколько зубьев храпового колеса. Щиток в положении, при котором будет перекрыто необходимое число зубьев, фиксируется посредством штифта 7.
Если за один оборот вала I храповое колесо повернется на угол, соответствующий za , то передаточное отношение механизма
![]()
где z – число зубьев храпового колеса.
Переставляя собачку 4 в противоположное положение (на рис. 2.31, б показано тонкой линией), можно реверсировать вращение храпового колеса.
Рассмотренный механизм используется, например, в приводе поперечных подач поперечно-строгальных станков.
 Для
периодического поворота через длительные
отрезки времени применяют мальтийские
механизмы (рис.2. 32). Такой механизм
состоит из кривошипа 1 с пальцем 2 на
конце и диска 3, имеющего радиальные
пазы. Кривошип вращается непрерывно. В
определенный момент времени палец 2
входит в паз и, повернувшись на угол 2β
вместе
с диском 3 выходит из него. Диск 3
останавливается до попадания пальца 2
в следующий паз.
Для
периодического поворота через длительные
отрезки времени применяют мальтийские
механизмы (рис.2. 32). Такой механизм
состоит из кривошипа 1 с пальцем 2 на
конце и диска 3, имеющего радиальные
пазы. Кривошип вращается непрерывно. В
определенный момент времени палец 2
входит в паз и, повернувшись на угол 2β
вместе
с диском 3 выходит из него. Диск 3
останавливается до попадания пальца 2
в следующий паз.
Условия
безударной работы требуют, чтобы скорость
пальца при заходе его в паз совпадала
с направлением последнего. Это возможно,
если выдерживается условие: угол
![]() .
.
Рис. 2.32. Мальтийский механизм Угол поворота диска
![]()
где z – число радиальных пазов диска 3.
Угол рабочего поворота кривошипа
2β = π -2α.
Подставляя в это равенство значение 2α, получим
![]()
Если
n
–
круговая частота кривошипа, T
– время поворота диска на угол 2α,
а кривошипа – на угол 2β,
то поворот вала кривошипа на угол 2π
совершается за
![]() мин,
а поворот на угол 2β
– за
мин,
а поворот на угол 2β
– за
![]() мин. Отсюда круговая частота кривошипа
мин. Отсюда круговая частота кривошипа
![]() .
.
Подставляя значение β, окончательно получим
![]() .
.
Мальтийские механизмы используются, например, во внешней связи вспомогательной группы поворота шпиндельного барабана прутковых многошпиндельных токарных автоматов и во внешней связи группы поворота револьверной головки токарно-револьверных автоматов.
Вместо кривошипа 1 можно использовать диск с двумя и более пальцами 2. В этом случае за один оборот ведущего звена диск 3 сделает столько периодических поворотов, сколько пальцев будет участвовать в работе.