

2.1.2. Образование поверхностей
Процесс образования поверхностей резанием состоит в том, что за счет согласованных относительных движений заготовки и инструмента непрерывно образуются обе производящие линии при одновременном относительном их перемещении. Каждая производящая линия образуется одним из указанных выше четырех методов, поэтому образование поверхностей характеризуется сочетанием двух из четырех методов образования производящих линий. Следовательно, сочетая каждый из четырех методов возникновения образующей с каждым из тех же методов возникновения направляющей, получим 16 теоретически возможных классов образования поверхностей.
В практике формообразующей обработки осуществимы лишь 13 из 16 теоретически возможных геометрических класса образования поверхности. Выше было показано, что для получения воспроизводящей линии копированием не требуется движение формообразования. Поэтому неосуществимы следующие классы воспроизведение поверхностей: обкат + копирование, след + копирование, касание + копирование.
Направляющая производящая линия при воспроизведении поверхности может быть воспроизведена копированием только в том случае, когда образующая производящая линия также воспроизводится копированием, т.е. данный класс воспроизведения поверхности соответствует двойному копированию. На рис. 2.3 приведены примеры, иллюстрирующие наиболее распространенные осуществимые классы образования поверхностей.
Так при шлифовании дисковым однониточным кругом с прямолинейным профилем цилиндрического прямозубого колеса (рис.2.3, в) образующая (линия зуба по длине) воспроизводится вращением В1 шлифовального круга и его поступательным перемещением П2 вдоль образующей, а направляющая (эвольвента) – методом обката двумя согласованными движениями: вращением В3 заготовки и ее поступательным перемещением П4. Класс образования поверхности: касание + обкат.
|
Методы воспроизведения образующей |
||||
касание |
след |
обкат |
копирование |
||
Методы воспроизведения направляющих |
касание |
а |
д |
|
|
след |
б |
|
|
|
|
обкат |
|
|
|
|
|
копирование |
Неосуществим |
Неосуществим |
Неосуществим |
|
|
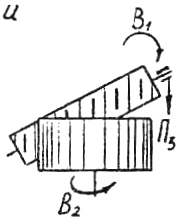
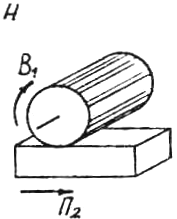

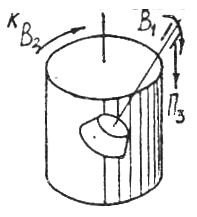
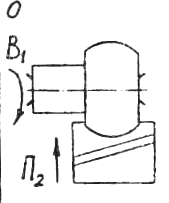
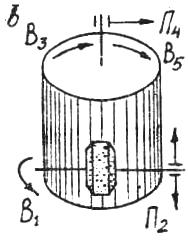

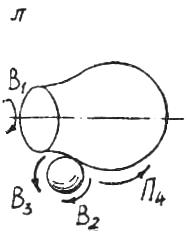

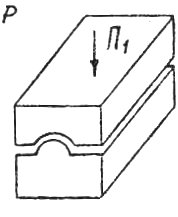
Рис. 2.3. Классы геометрического образование поверхностей
На рис. 2.3, е-ж показаны классы образования поверхностей, когда образующая линия воспроизводится методом следа.
При точении цилиндрической детали (рис. 2.3, е) образующая - окружность – воспроизводится вращением В1 заготовки, а направляющая – прямая линия, параллельная оси заготовки, - движением П2 резца вдоль оси заготовки. Класс образовании поверхности: след + след (двойной след).
При точении цилиндрической поверхности детали чашечным вращающимся резцом (рис. 2.3, ж) образующая, как и в предыдущем примере, воспроизводится вращением В1 заготовки, а направляющая – качением (обкатом) чашечного резца вдоль заготовки, осуществляемым его вращением В2 и поступательным перемещением П3. Класс образования поверхности: след + обкат.
На рис. 2.3, и-л приведены примеры классов образования поверхностей, когда образующая линия воспроизводится обкатом.
Так при нарезании цилиндрического прямозубого колеса червячной фрезой (рис.2.3, и) образующая – линия, состоящая из упорядоченно расположенных дуг эвольвенты и окружности, - воспроизводится обкатом, из двух согласованных движений: вращения В1 фрезы и вращения В2 заготовки, а направляющая – прямая линия, параллельная оси заготовки, - вращением В1 фрезы и ее поступательным перемещением П3. Класс образования поверхности: обкат + касание.
При зуботочении цилиндрического зубчатого колеса (рис. 2.3, к) обкаточным резцом (инструмент типа долбяка) образующая – линия, состоящая из упорядоченно расположенных дуг эвольвенты и окружности, - воспроизводится, как в предыдущем примере, согласованными движениями: вращением В1 инструмента и вращением В2 заготовки, а направляющая – прямая линия – движением П3 инструмента вдоль оси заготовки. Класс образования поверхности обкат + след.
При обкатывании фасонной детали шариком (рис.2.3, л) образующая – окружность – воспроизводится качением шарика по этой окружности движением В1 заготовки и В2 шарика, а направляющая – кривая линия – качением шарика движениями В3 вращения шарика и П4 его перемещения вдоль кривой, эквидистантной к направляющей. Класс образования поверхности: обкат + обкат (двойной обкат).
Последняя группа примеров (рис. 2.3, н-р) иллюстрирует классы образования поверхностей, когда образующая линия воспроизводится копированием как зеркальное отображение характеристического образа инструмента. Этой группе образования поверхностей воспроизведение образующей движение не требуется.
При фрезеровании плоскости цилиндрической фрезой (рис. 2.3, н) направляющая – прямая линия – воспроизводится методом касания вращением фрезы В1 и поступательным перемещением П2 заготовки. Класс образования поверхности: копирование + касание.
При точении фасонным резцом (рис.2.3, о) направляющая – окружность – воспроизводится вращением В1 заготовки. Класс образования поверхности: копирование + след. В данном примере движение П2 не является формообразующем.
При обкатывании полноконтактным роликом фасонной поверхности (рис. 2.3, п) направляющая – окружность – воспроизводится методом обката (согласованными вращениями В1 заготовки и В2 ролика. Класс образования поверхности: копирование + обкат.
При объемной штамповке (рис.2.3, р) направляющая, так же как и образующая воспроизводится копированием. Следовательно, для образования поверхности движений формообразования не требуется. Класс образования поверхности: копирование + копирование (двойное копирование). Отметим, что в данном примере движение П1 закрывания штампа не является формообразующим, оно только подготавливает формообразование. Аналогом этого движения при обработке резанием является движение врезания.
.Так как в металлорежущих станках образование поверхностей осуществляется резанием, то все формообразующие движения станка одновременно являются движениями резания. Причем если в станке имеется одно движение формообразования, то оно является движением скорости резания (обозначается Фυ). Если в станке есть два движения формообразования, то одно из них, имеющее большую скорость, является движением скорости резания Фυ, а второе, имеющее меньшую скорость, является движением подачи (обозначается Фs). Из трех движений формообразования в станке одно будет движением скорости резания Фυ, имеющим наибольшую скорость, а два других ─ движениями подачи Фs1 и Фs2.
В монографии [2.7] автором данного УМК изложена концепция формообразования поверхностей на основе интуитивной теории множеств, по существу являющаяся продолжением изложенных здесь теоретических основ формообразования.