1.2. Замечательные изобретения и пионерные научные решения
В средние века, а также на заре промышленной революции создателями станков было сделано несколько замечательных изобретений. Имя авторов некоторых таких изобретений осталось неизвестным. Ряд изобретений, например лучковый привод, остались в истории станкостроения, а привод с использованием мускульной силы валов можно встретить и в настоящее время в развивающихся странах в качестве движителя вертикального перемещения ковшовых транспортеров для подъема воды из колодцев. Отдельные изобретения того времени, например гитара сменных зубчатых колес, будут использоваться до тех пор, пока будут выпускаться станки с механическими связями.
В конце XIX и первой половине XX вв. исследователями было предложено несколько эпохальных научных решений, получивших всемирное признание. В настоящее время и в отдаленной перспективе эти решения сохранят свою актуальность как при изучении станков, так и при их проектировании и эксплуатации.
1.2.1 Замечательные изобретения средневековья
Первый автомат – лук для стрельбы стрелами, использовавшийся для охоты и войны, стал основой для изобретения лучкового привода станков. На рис.1.1 приведен токарный станок раннего средневековья с таким приводом. На колонне цеха крепится огромный лук. От его дуги спускался канат, который обматывал шпиндель и соединялся с педалью. Ремесленник, нажимая на педаль, оттягивал дугу лука, и канат, наматываясь на шпиндель, приводил его во вращение. Одновременно он подводил резец к заготовке и обтачивал ее. Когда педаль отпускалась, дуга лука распрямлялась и, возвращая канат в исходное положение, раскручивала шпиндель в обратном направлении. В этот момент резец отводился от детали, так как резать тыльной стороной невозможно. Станок совершал холостой ход. Затем ремесленник опять нажимал на педаль и процесс резания повторялся. Такой привод можно было использовать только при художественной обработке дерева.

Рис. 1.1. Токарный станок XIII в.: французская миниатюра
Изобретение прообраза современного зубчатого колеса позволило привод вращения шпинделя осуществлять посредством зубчатой передачи. При этом непрерывное вращение ведущего зубчатого колеса обеспечивало непрерывное вращение шпинделя. Использование крупногабаритных зубчатых колес создало условия для изготовления тяжелых станков с использованием конной тяги. В частности, названный выше “анбар сверлишный” был оснащен таким приводом.
Таким образом, изобретение прообраза современной зубчатой передачи уже в раннем средневековье частично избавило человека от тяжелого физического труда – приложения мускульной силы для вращения шпинделя станка. Однако вторая составляющая привода станка – привод подачи инструмента еще несколько веков не был механизирован, а подача осуществлялась с использованием мускульной силы. Токарь перемещал резец вручную, опирая его как рычаг, на опору, параллельную оси заготовки.
Задача механической подачи резца была решена в период технической революции с изобретением суппорта – держателя инструмента. “Это механическое приспособление заменяет не какое либо особенное орудие, а саму человеческую руку”: так оценил изобретение суппорта К. Маркс в “Капитале”. Историки развития естествознания и техники считают, что суппорт в середине 17-го века был предложен несколькими изобретателями независимо друг от друга. Известны по литературным и патентным источникам того периода суппорты Даламбера, А. Нартова, Г. Мондсли и др.
П оявление
механического суппорта инициировало
решение задачи нарезания винтов с
различными шагами резьбы. Для ее решения
Г. Мондсли предложил в 1798 г. винторезный
станок со сменными ходовыми винтами, а
через два года с парой сменных зубчатых
колес (рис.1.2).
оявление
механического суппорта инициировало
решение задачи нарезания винтов с
различными шагами резьбы. Для ее решения
Г. Мондсли предложил в 1798 г. винторезный
станок со сменными ходовыми винтами, а
через два года с парой сменных зубчатых
колес (рис.1.2).
По Г. Модсли, если А и В числа зубьев соответственно ведущего 1 и ведомого 2 колес, то можно записать
![]()
![]()
где icм - известное по расчету передаточное отношение кинематической цепи.
Решая полученную систему уравне- Рис. 1.2. Гитара сменных ний, получим
зубчатых колес
![]()
По полученным значениям А и В подбираются зубчатые колеса из имеющегося набора.
В современном станкостроении рассмотренный зубчатый механизм называется двухколесной гитарой сменных зубчатых колес. Эта гитара используется в основном в редко перестраиваемых кинематических цепях выпускаемых в настоящее время станков с механическими связями.
На пороге 19-го века был сделан ряд изобретений, совершивших революционный переворот в технологии производства зубчатых колес, шлицевых валов, звездочек и подобных им деталей. Практически одновременно независимо друг от друга фирмы “Феллоу” (США) и “Пфаутер” (Германия) приступили к производству соответственно зубодолбежных и зубофрезерных станков для обработки цилиндрических зубчаток при их профилировании обкатом.
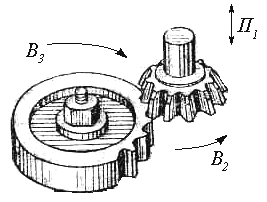
Автор первого направления, Феллоу Гир-Шепер, в качестве режущего инструмента, названного зуборезным долбяком, предложил использовать коническое зубчатое колесо, заточенное по большему основанию. В современном представлении зуборезный долбяк в различных сечениях является, по существу, корригированным зубчатым колесом с определенным смещением исходного контура. На рис.1.3 движением П1 долбяка воспроизводится линия зуба (образующая), а согласованными движениями В2 и В3, воспроизводящими при формообразовании необходимое последовательное положение долбяка и нарезаемого колеса, соответствующее зацеплению зубчатой передачи, – профиль его зубьев (направляющая). Функцию зубчатой передачи на рис.1.4 выполняет кинематическая связь
В2 ↔ 3 ↔ В3,
включающая ряд последовательно расположенных передач и гитару сменных зубчатых колес 3 между долбяком 1 и заготовкой колеса 2.
|
|
Рис. 1.3. Схема взаимодействия долбяка и заготовки при зубодолблении |
Рис. 1.4. Станочное зацепление долбяк ─ заготовка |

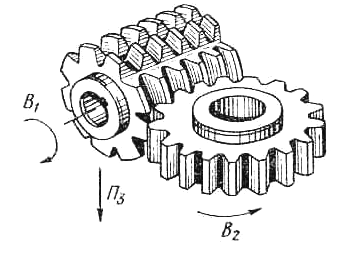
Автор второго направления предложил новый тип режущего инструмента – червячную фрезу. Для этого вдоль оси червяка, изготовленного из инструментальной стали, было выполнено несколько равномерно расположенных продольных канавок. Затем зубья, полученные на винтовой поверхности червяка, были заточены по профилю (передняя поверхность) и прозатылованы по линии зуба (задняя поверхность). Таким образом, впервые была изготовлена червячная фреза. На рис.1.5 профиль зубьев (образующая) колеса воспроизводится согласованными движениями В1 и В2, воспроизводящими необходимое последовательное положение зубьев червячной фрезы и зубьев нарезаемого колеса, соответствующее зацеплению червяк – червячное колесо, а движениями В1 и П3 – линия зуба (направляющая). В станочном зацеплении (рис.1.6) последовательное положение зубьев фрезы 1 и колеса 2 выполняет кинематическая связь
В1 ↔ 3 ↔ В2,
включающая гитару сменных зубчатых колес 3.
|
|
Рис. 1.5. Схема взаимодействия червячной фрезы и заготовки |
Рис. 1.6. Станочное зацепление червячная фреза ─ заготовка |