

2 Процесс изготовления основных деталей дрели
2.1 Изготовление патрона
При изготовлении патрона (рисунок 2), сначала отливается заготовка (литье в песчаные формы), затем происходит токарная обработка (обтачивание и растачивание). Регулировочное кольцо обрабатывается фрезерованием (торцевое) на фрезеровочном станке.
Литейная форма для получения отливок в песчаных формах, представленная на рисунке 9 , обычно состоит из верхней и нижней полуформ, которые изготавливаются в опоках 5 и 4, приспособлениях для удержания формовочной смеси 3. Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 2, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки). Литейную форму заливают расплавленным металлом через литниковую систему – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы 1. Основными элементами литниковой системы являются: литниковая чаша 9, которая служит для приема расплавленного металла и подачи его в форму; стояк 8 – вертикальный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 7, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 6, через который расплавленный металл подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 10. Для вывода газов предназначены и вентиляционные каналы 11.
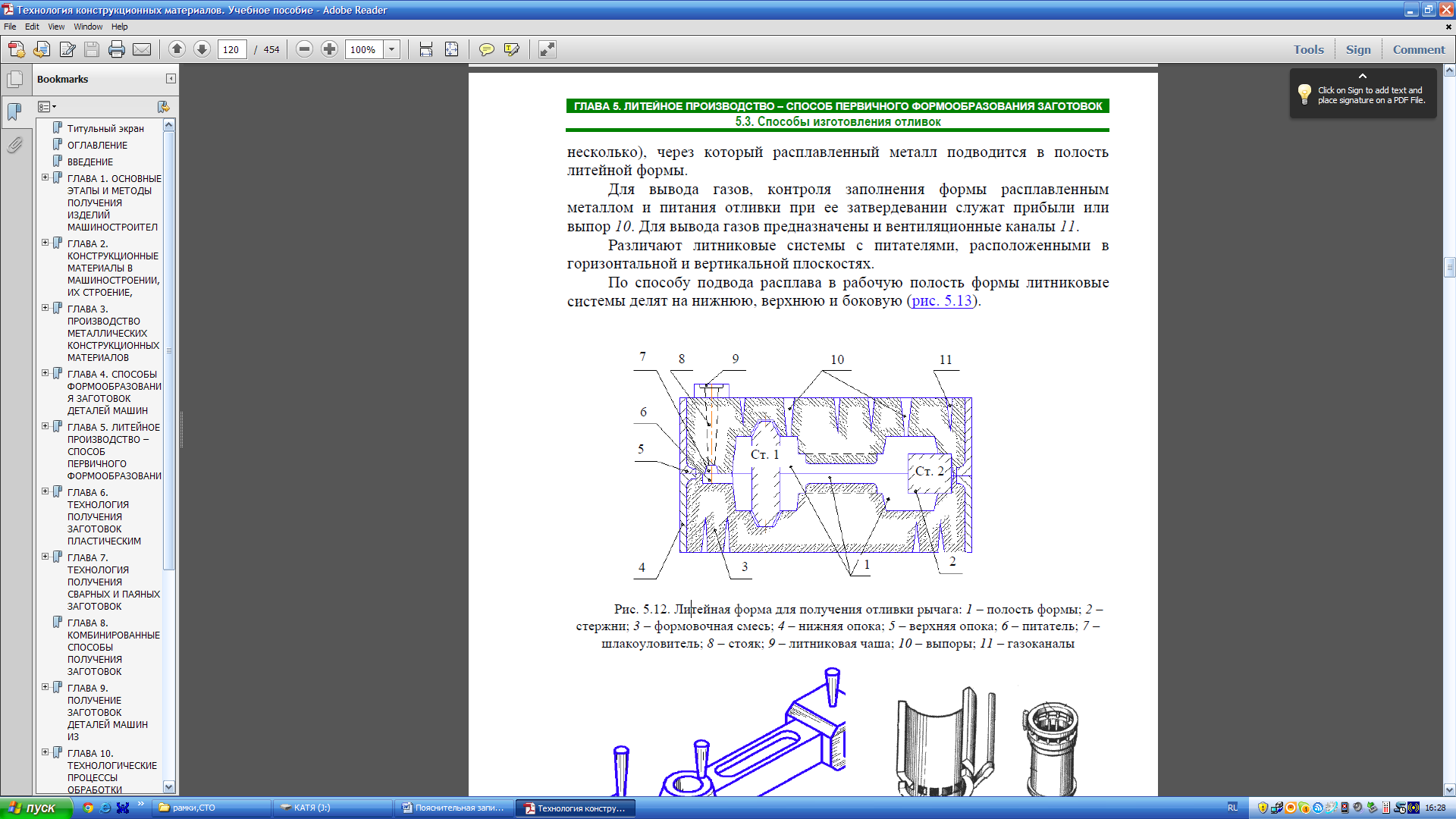
1 – полость формы; 2 –стержни; 3 – формовочная смесь; 4 – нижняя опока; 5 – верхняя опока; 6 – питатель; 7 −шлакоуловитель; 8 − стояк; 9 – литниковая чаша; 10 – выпоры; 11 – газоканалы
Рисунок 9 – Литейная форма для получения отливки
Токарная обработка представлена на рисунке 10.
Точение – лезвийная обработка резанием поверхностей вращения и торцевых поверхностей: главное движение (вращательное) придается заготовке; движение подачи (поступательное) придается режущему инструменту в направлении вдоль, перпендикулярно или под углом к оси вращения заготовки. Точением, или обтачиванием, называют обработку наружных поверхностей, обработку внутренних поверхностей называют растачиванием.
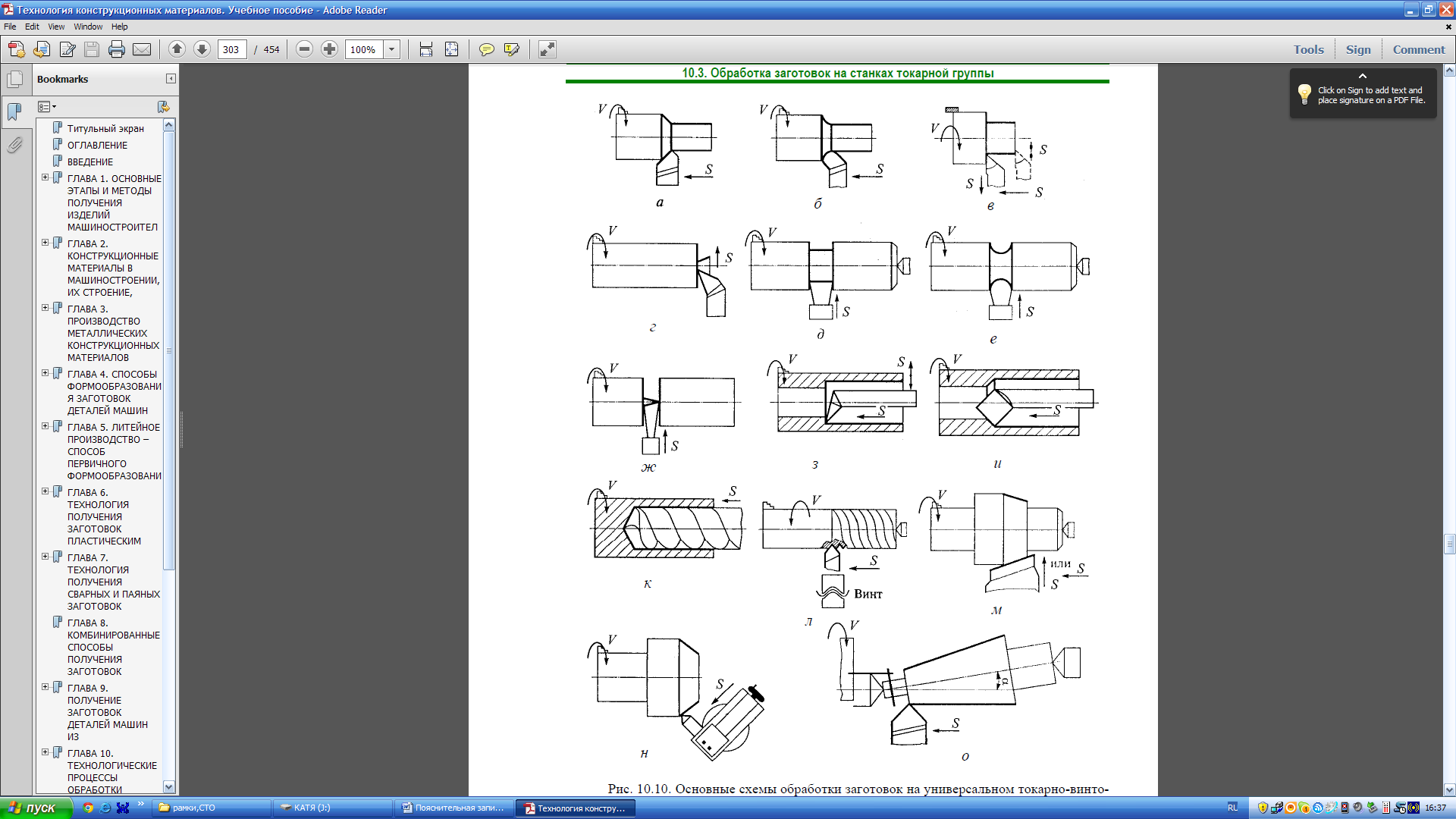
а–в – обтачивание наружных цилиндрических поверхностей; г – подрезание торцов; д, е – протачивание прямых и фасонных канавок соответственно; ж – отрезание; з, и – растачивание гладких и ступенчатых отверстий соответственно; к – сверление; л – нарезание резьбы; м – точение конусов с поперечной подачей; н, о – точение коротких и длинных конических поверхностей соответственно; α – угол поворота оси заготовки
Рисунок 10 – Основные схемы обработки заготовок на универсальном токарно-винто-
резном станке
Фрезерование (рисунок 11) – лезвийная обработка резанием линейчатых поверхностей многозубым инструментом – фрезой; главное движение, вращательное, придается инструменту, движение подачи, прямолинейное, придается заготовке в направлении любой из координатных осей. Поверхность называется линейчатой, если ее можно описать движением прямой (образующей) по некоторой линии (направляющей). Она представляет собой совокупность прямых, зависящих от одного параметра. Фреза – цилиндрический многозубый инструмент с зубьями на торце и/или образующей.
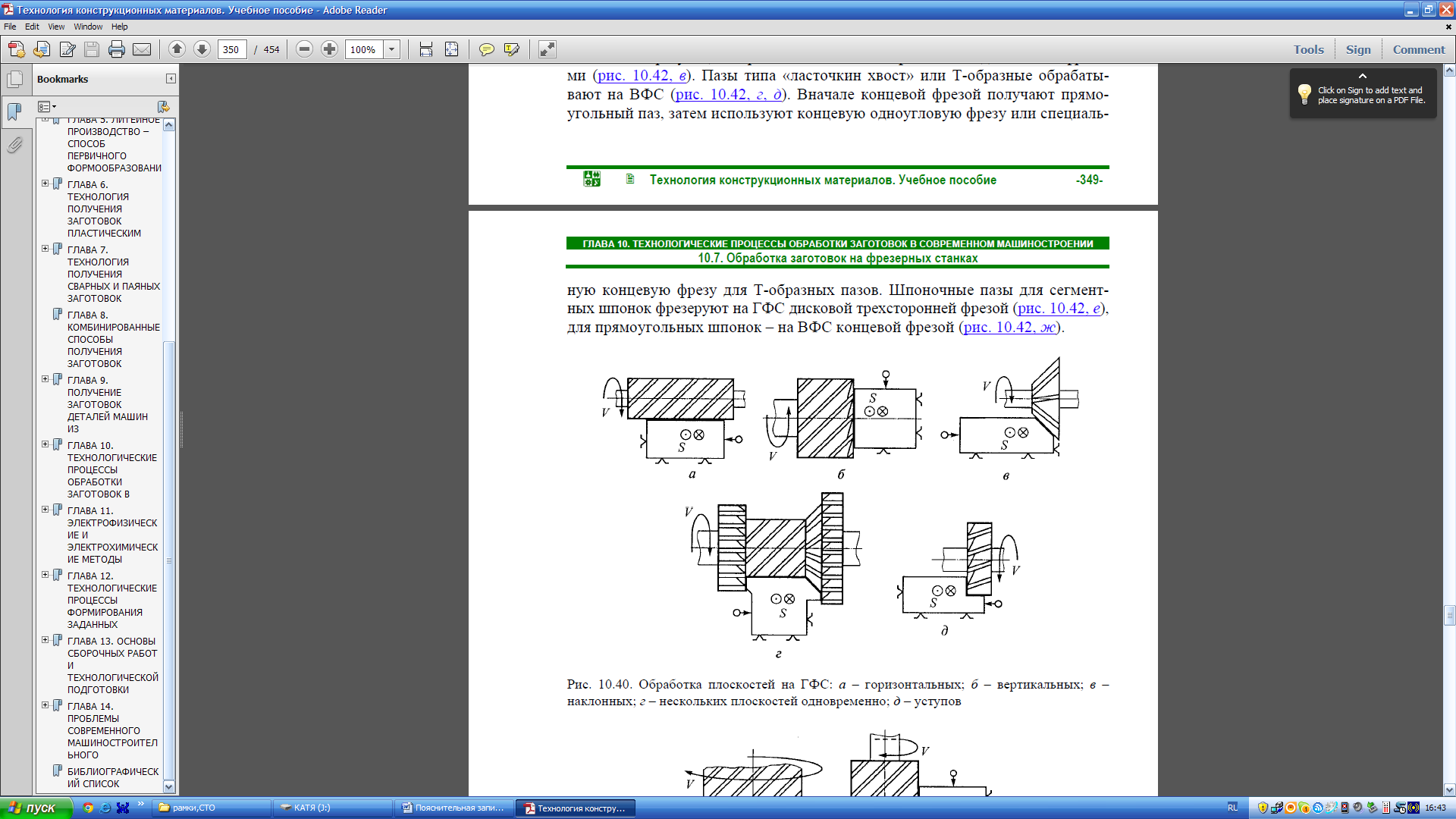
а – горизонтальных; б – вертикальных; в –наклонных; г – нескольких плоскостей одновременно; д – уступов
Рисунок 11 – Фрезеровка плоскостей