

1. Выбор и обоснование метода постройки судна
Краткие сведения о судне
Пассажирское судно спроектировано на класс «О» Речного Регистра РФ.
Главные размерения:
Длина габаритная…………………………………………64,65м
Ширина габаритная……………………………………….9,24м
Высота борта на миделе………………….………………..2,85м
Шпация………………………………………….…………0,550м
Осадка по КВЛ…………………………………...…………1,05м
Система набора корпуса – поперечная.
Толщина обшивки корпуса 6-7мм.
Марка листов, идущих на изготовление корпуса – ВСт3сп4 по ГОСТ 55521-93. Профильный прокат применен марки ВСт3сп2 по ГОСТ 5521-93.
Метод постройки судна. Принцип формирования корпуса
Для формирования корпуса на построечном месте применен блочно-секционный способ.
Постройка корпуса предусматривается поточно-позиционным методом.
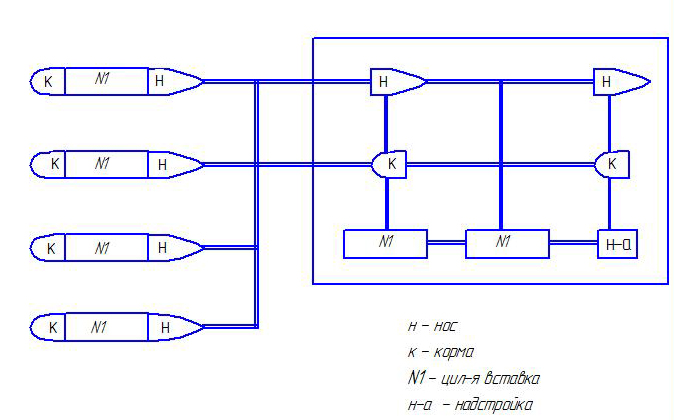
Разбивка корпуса на секции и блоки
Разбивка корпуса судна на секции и блоки выполнена на чертеже № 45.873 -086-02 с учетом конструктивных, технологических и производственных факторов.
Корпус судна формируется на стапеле из 2-х блоков и секций. Первый блок – носовой между 0 и 18 шп., второй блок – кормовой между 65 и 80 шп. Район судна, собираемый из секций состоит из: плоских секций, секций днища, палубы, переборок.
Данная разбивка на блоки и секции позволяет унифицировать секции в цилиндрической части корпуса, максимально экономить производственную площадь отапливаемого цеха за счет носовой и кормовой частей судна, блоки которых имеют меньший цикл изготовления, чем блок в средней части корпуса.
Блоки корпуса собираются из плоскостных и объемных секций в индивидуальных стапель-кондукторах и транспортируются к месту формирования корпуса на стапельных тележках.
![]()
1.4 Организация постройки судна
Судно при выходе из цеха должно иметь техническую готовность не менее 90 %.
Плоскостные секции изготавливаются на механизированной поточной линии, состоящей из пяти позиций, лекальные секции – в индивидуальных постелях.
Расчет трудоемкости, цикла и такта постройки судна.
Приближенная масса корпуса судна, т
Gк=dLBH=0,12*63,45*9,24*2,85=200,5 т,
где L,B,H --главные размерения расчетного судна, м;
d=0,12--коэффициент удельной массы корпуса судна.
Полный годовой объем металла, необходимого для выполнения годовой программы
судостроения:
Gм=nGк(1+Кот)=15*200,5(1+0.05)=3157,9 т,
где n=3 ед -- годовой выпуск судов;
Кот=0.05--коэффициент, учитывающий отходы металла при обработке.
Трудоемкость годовой программы корпусных работ, н-ч.
Тк=Gм ak К1К2=3157,9*75*1,0*1,2=284211 н-ч,
где ak= 75 н-ч/т-- удельная трудоемкость корпусных работ;
К1=1 -- коэффициент, учитывающий преобладающую
толщину обшивки судна;
К2=1,2 -- коэффициент, учитывающий годовую программу выпуска.
Общая годовая трудоемкость программы судостроения, н-ч
Т=Тк/Кк=284211 /0,38=747923 н-ч,
где Кк=0,38 -- коэффициент удельного значения корпусных работ в общей
трудоёмкости постройки судна.
Трудоемкость работ в блоках, н-ч:
Тб=0,25Т=0,25*284211 =71052,7 н-ч.
Число блочных мест
Nб=Тб/(Фс.б.д*.m*Kз*Кп.н.)= 71052,7 /(4140*3*0,7*1,3)=6,29
Принимаем Nб=6
m=Tб/n*Ф*Кз*Кп.н.= 71052,7 /15*1820*0,7*1,3=2,86
Принимаем m=3 чел.
где Фс.б.д.=4140ч.-- действительный годовой фонд времени
позиции для сборки и сварки блока;
Кз=0.8 -- коэффициент загрузки оборудования;
Кп.н.=1.25 -- коэффициент переработки норм времени.
Трудоёмкость работ на стапеле составляет 25% от общей трудоемкости постройки
судна
Тст=0,05Т=0,05*284211 =14210,6 н-ч.
Число стапельных мест
Nст.м=Тст/(Фвр*.m*Кз*Кпн)= 14210,6 /(2070*3*0,7*1,3)=2,5
Принимаем Nст=3
Где Фвр.=2070 ч.-- годовой фонд времени рабочего места при 1 сменной работе.
В соответствие с действующими регламентами,увеличиваем до 4-х мест.
Производственные циклы:
Цб=Тб/n*Nб*t*c*m*Кз*Кп.н.= 71052,7 /15*7*1,8*3*8,2*0,7*1,3=16,8 смен
Цст=Тст/n*Nст*t*c*m*Кз*Кп.н.= 14210,6 /15*4*1*3*8,2*0,7*1,3=10,8 смен
Схематичное расположение стапелей и блочных мест