

МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВОЛЖСКИЙ ПОЛИТЕХНЧЕСКИЙ ИНСТИТУТ (филиал)
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ
КАФЕДРА “ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ”
ПРАКТИКУМ ПО ОПРЕДЕЛЕНИЮ КЛАССА ТОЧНОСТИ ОТЛИВОК
Методические указания к выполнению ОргСРС по дисциплинам «Технологические процессы в машиностроении» и «Технология конструкционных материалов»
РПК “Политехник”
Волгоград
2009
УДК 620.19
ПРАКТИКУМ ПО ОПРЕДЕЛНИЮ КЛАССА ТОЧНОСТИ ОТЛИВОК:
Методические указания к выполнению ОргСРС по дисциплинам «Технологические процессы в машиностроении», «Технология конструкционных материалов» / Сост. Т.С. Тарасова, Е.Ф. Уткин; Волгоград, гос. техн. ун.-т – Волгоград, 2009, 28 с
Излагается краткая теория о причинах, влияющих на точность отливок.
Показана оценка точности выпускаемых отливок на основе использования методов статистического анализа. Рассматривается пример определения класса точности отливки, приводится справочный материал и варианты заданий.
Предназначены в помощь студентам, обучающимся по направлению 551800
«Технологические машины и оборудование» и 552900 «Технология, оборудование и автоматизация машиностроительных производств» при выполнении ОргСРС.
Ил.: 5 Табл.: 7 Библиограф.: 4 назв.
Рецензент: О.А. Тишин
Печатается по решению редакционно-издательского совета Волгоградского государственного технического университета
©Волгоградский
Государственный
Технический
Университет, 2009
1. Цель работы
Изучение проблемы качества отливок определяемой классом точности, обеспечиваемым данным технологическим процессом. Ознакомление с методикой проведения статистического анализа операции. Установление закона распределения размеров отливок и расположения поля рассеяния размеров.
2. Теоретическая часть
Разрабатывая технологию изготовления отливки необходимо решить главную задачу: изготовить изделие в заданном количестве и требуемого качества при минимальных затратах труда, материалов, энергии и минимального воздействия на окружающую среду.
Среди требований, предъявляемых к качеству продукции, особое внимание уделяется размерной точности отливок. Это объясняется следующими причинами:
Потерями металла от низкой размерной и весовой точности отливок и увеличенных припусков на механическую обработку.
Использованием технологической оснастки, рассчитанной на жесткий допуск размеров, обрабатываемых отливок, устанавливаемой на современном автоматическом металлообрабатывающем оборудовании (станки с ЧПУ).
Непосредственной зависимостью надежности, долговечности и работоспособности машин и механизмов, от точности изготовления, как самого изделия, так и отдельных его частей, следовательно, и литых деталей.
Стоимостью отливок определяемой их качеством, в том числе и точностью.
Исходя из вышеизложенного, необходимо знать, какой класс точности отливок обеспечивается данным технологическим процессом.
Класс точности отливки оговаривается в чертеже или в технических условиях, однако необходимо периодически экспериментально оценивать реальный класс точности выпускаемых отливок по мере износа литейной оснастки и изменений в технологическом процессе. Такая оценка проводится с использованием методов статистического анализа, так как изготовление сопровождается явлениями случайного характера.
Распределение случайных величии в зависимости от условий могут подчиняться вполне определенным законам. Наибольшее практическое значение в технологии машиностроения имеет закон нормального распределения или закон Гаусса, для которого плотность вероятности или дифференциальная функция распределения:

где x – переменная случайная величина;
![]() - среднее квадратическое отклонение
величины x от mх;
- среднее квадратическое отклонение
величины x от mх;
![]() - математическое ожидание величины x
(центр группирования);
- математическое ожидание величины x
(центр группирования);
В практических задачах положение центра
группирования характеризует среднее
арифметическое значение случайной
величины
![]() :
:
![]()
где
![]() - частота определенных значений
- частота определенных значений
![]() ;
;
![]() -
число отдельных значений
;
-
число отдельных значений
;
n - общее число значений ;
Среднее квадратическое отклонение для практических распределений:
 .
.
Таким образом, для того чтобы охарактеризовать распределение случайной величины, надо иметь как минимум две числовые характеристики. Одна из них ( или ) определяет положение центра группирования, другая разброс значений случайной величины около центра группирования.
Характеристиками распределения считают поле рассеяния случайной величины:
![]()
и координаты середины поля рассеяния:
![]()
В симметричных распределениях центр
группирования
оказывается
совмещенным с![]() .
.
Дифференциальная функция закона нормального распределения графически изображается холмообразной кривой, симметричной относительно центра группирования, представляемого величинами или ( ) (рис 1). Координата центра группирования определяет положение кривой относительно начала отсчета, а параметр - ее форму и размах.
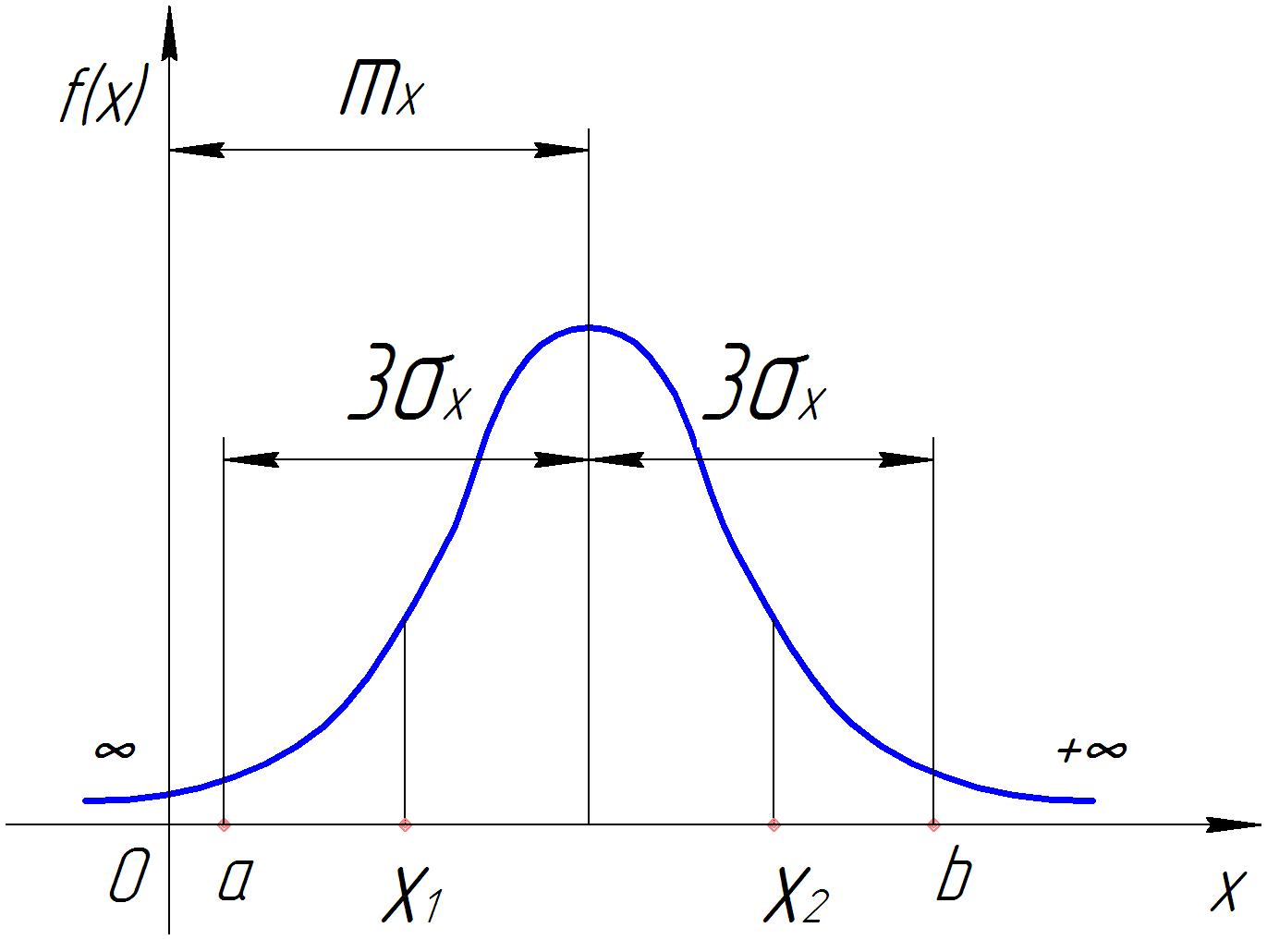
Рис 1. Дифференциальный закон нормального распределения случайной величины.
Функцию или интегральный закон нормального распределения в общем виде можно записать так:

Если изменение случайной величины x
следует закону нормального распределения,
она может принимать любые значения в
пределах
![]() .
.
Поэтому:
Вероятность
![]() =1
представляет собой площадь под
дифференциальной кривой закона
нормального распределения. Очевидно,
что вероятность значений x
в любом другом интервале
=1
представляет собой площадь под
дифференциальной кривой закона
нормального распределения. Очевидно,
что вероятность значений x
в любом другом интервале
![]() меньше
единицы:
меньше
единицы:
Для облегчения вычисления эту формулу,
с помощью нормирующего множителя
![]() , можно привести к виду:
, можно привести к виду:
Интеграл
 называют нормированной функцией Лапласа
и его значение для различных
приводятся в таблицах, именуемых
«Значения функции Лапласа». При
использовании таблиц решение задачи
по определению вероятности того, что
случайная величина x
находится в пределах
,
сводится к нахождению разности между
двумя значениям
называют нормированной функцией Лапласа
и его значение для различных
приводятся в таблицах, именуемых
«Значения функции Лапласа». При
использовании таблиц решение задачи
по определению вероятности того, что
случайная величина x
находится в пределах
,
сводится к нахождению разности между
двумя значениям
![]() функции Лапласа:
функции Лапласа:

Считают, что практическая зона рассеяния
случайной величины x,
подчиняющейся закону нормального
распределения, лежит в пределах
![]() и составляет
и составляет
![]() .
При
.
При
![]() и
и
![]() значения
значения
![]() и
и
![]()
Следовательно:
![]() .
.
Согласно таблицам, содержащим значения
функции Лапласа,
![]() .
Это означает, что вероятность нахождения
случайной величины вне указанного
интервала q=1 - P
= 1 - 0.9973 = 0.0027, то есть очень мала.
.
Это означает, что вероятность нахождения
случайной величины вне указанного
интервала q=1 - P
= 1 - 0.9973 = 0.0027, то есть очень мала.
Ограничение величины рассеяния 6
объясняется объективными экономическими
причинами, обусловленными уровнем
развития науки и техники. В ряде случаев
используют и более широкие пределы,
например
![]() .
.
Распределение случайной величины по нормальному закону является следствием действия многих факторов, носящих случайных характер, имеющих примерно одинаковую степень активности и независящих или слабо зависящих один от другого. Такой комплекс условий не всегда оказывается полным. Его нарушение, даже в какой- то степени, приводят к отклонению закона распределения от нормального.
Одной из форм таких отклонений может
быть несимметричность кривой рассеяния
(рис. 2), характеризуемая коэффициентом
асимметрии
![]() ,
учитывающим смещение центра группирования
относительно
координаты
середины поля рассеяния
,
учитывающим смещение центра группирования
относительно
координаты
середины поля рассеяния
![]() :
:
![]()
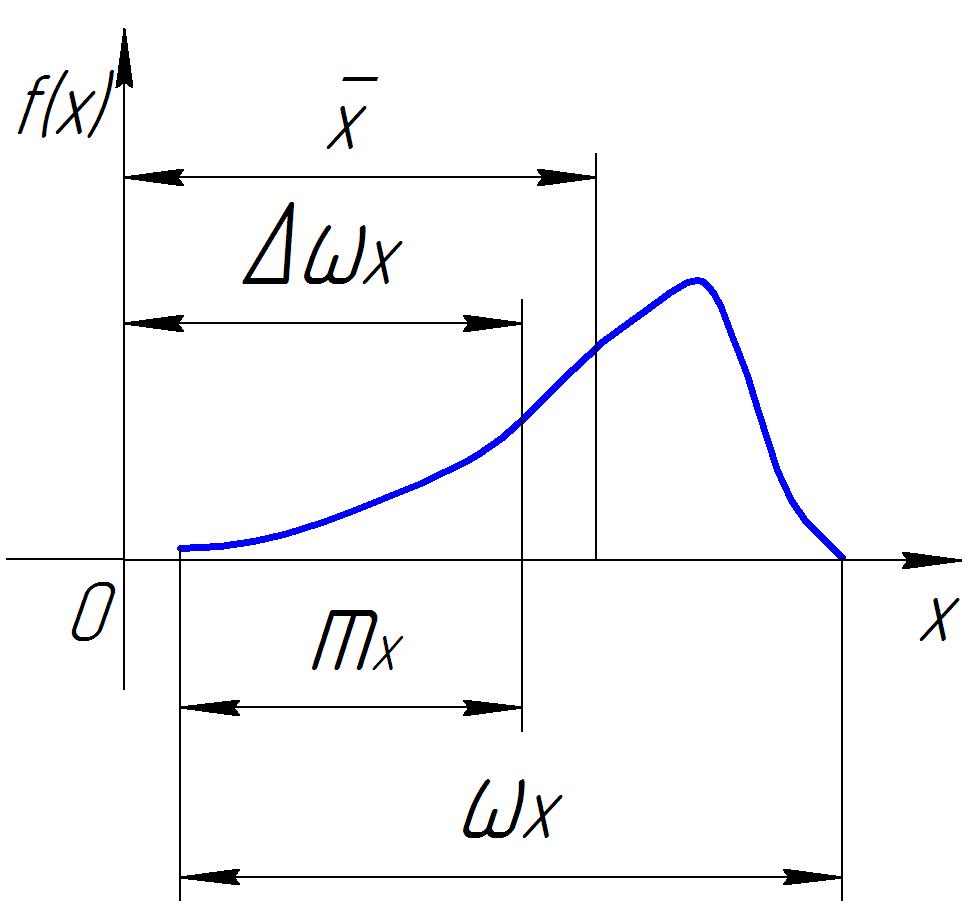
Рис. 2 Несимметричное распределение случайной величины
Условия решения задачи могут иметь различную специфику. В соответствии с этим распределения случайных величин могут быть подчинены другим законам.
Распределение по закону равной вероятности встречаются, когда наряду со случайными факторами, вызывающими рассеяние, действует доминирующий систематический фактор, непрерывно и равномерно изменяющий во времени положение центра группирования . Графически такое распределение случайной величины отображается прямоугольником (рис. 3):
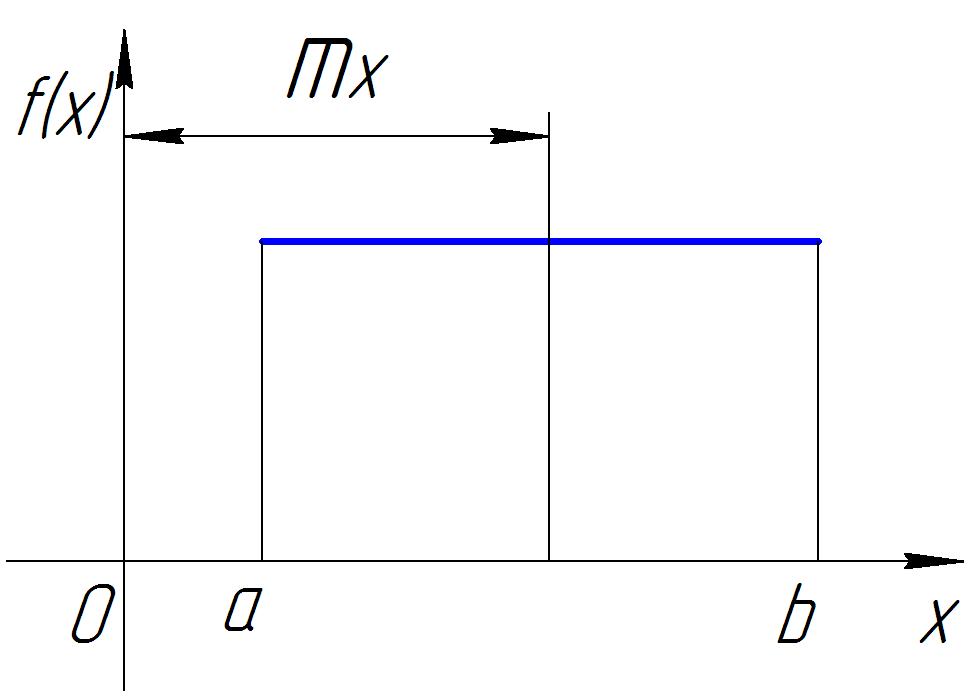
Рис. 3. Распределение случайной величины по закону равной вероятности.
При изменении случайной величины x в интервале от a до b
![]()
Дифференциальный закон распределения или плотность вероятности
Математическое ожидание, дисперсия и среднее квадратическое отклонение соответственно равны:
.

Распределение по закону Симпсона происходит при сложении двух случайных величин, подчиненных закону равной вероятности при одинаковых параметрах рассеяния. Кривая рассеяния имеет вид равностороннего треугольника (рис 4.), из-за чего закон Симпсона часто называют законом треугольника.
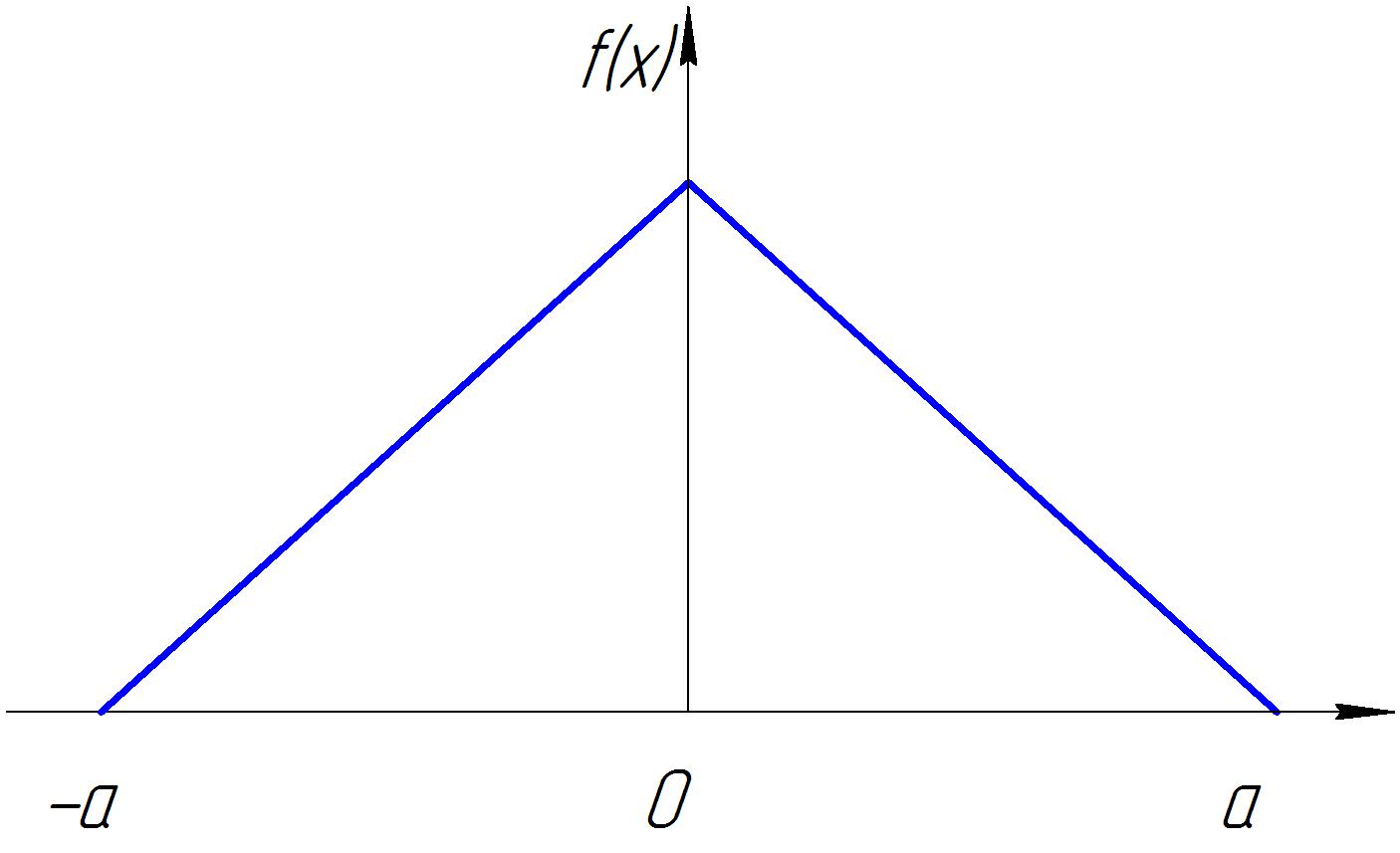
Рис. 4. Распределение случайной величины по закону Симпсона
При выборе в качестве начала отчета случайно величины, ее математическое ожидание, характеристики распределения имеют следующий вид:

Если распределения по закону Симпсона
и равной вероятности рассматривать как
отклонения от закона нормального
распределения, то можно отразить и
количественную сторону этих отклонений
с помощью коэффициента
![]() ,
именуемого средним квадратическим
отклонением:
,
именуемого средним квадратическим
отклонением:
![]()
Подставив в эту формулу величины и , соответствующие трем законам распределения случайной величины, получим для каждого из них свое значение коэффициента (табл. 1):
Таблица 1.
Закон распределения |
|
|
|
Нормальный (Гаусса) |
|
6 |
|
Симпсона |
|
2а |
|
Равной вероятности |
|
b-a |
|