

2.2 Исходной заготовкой является листовой прокат.
2.2.1 Расчёт припусков и операционных (промежуточных) размеров производится в направлении от обработанной поверхности, т. е. от размеров готовой детали, указанных на чертеже, к размерам исходной заготовки.
2.2.2 Составляем технологический процесс изготовления детали.
По таблице определяем количество необходимых технологических операций и переходов для получения внутренних цилиндрических и торцевых поверхностей, в зависимости от предъявляемых требований к качеству поверхности. (см. табл. 5)
2.2.3 По таблице 8 определяем припуск на обработку наружных торцевых поверхностей ΔΣ .
По таблице 10 определяем припуск на сторону листовых заготовок при газовой резке b.
2.2.5 По таблице 11 определим припуск на обработку внутренних цилиндрических поверхностей 2а.
Рассчитываем толщину листа с учетом припуска на механическую обработку и припуска на газовую резку.
Исходя из толщины листа и марки стали по сортаменту на сталь
листовую горячекатанную ( см. таблицу 13 ) определим параметры листа и его массу mлиста .
2.2.7 Рассчитаем площади: заготовки и листа. В зависимости от производственной программы определим количество листов.
2.2.8 Вычисляем массу всего необходимого материала по формуле:
Мим=mлиста×N
2.2.9 Находим коэффициент использования материала:
Ким=Мдет×n/Мим
2.2.10 Находим коэффициент входа годного:
Квг=Мзаг×n/Мим;
где Мзаг=Vзаг× ρ.
2.2.11 Находим коэффициент весовой точности :
Квт=Мдет/Мзаг
2.2.12 Выполняем чертёж заготовки. В графе материал указать условное обозначение по ГОСТ, в технических требованиях полученные коэффициенты.
3.
Сравните полученные заготовки (отливку,
поковку, штамповку, заготовку из проката)
по коэффициенту весовой точности и
сделайте выбор наиболее рационального
способа получения заготовки. Приведите
аргументы подтверждающие эффективность
данного способа изготовления детали.
![]()
4. Опишите методы:
- контроля качества заготовок;
- исправления брака;
- контроля механических и физико-химических свойств материала заготовки.
Приложение
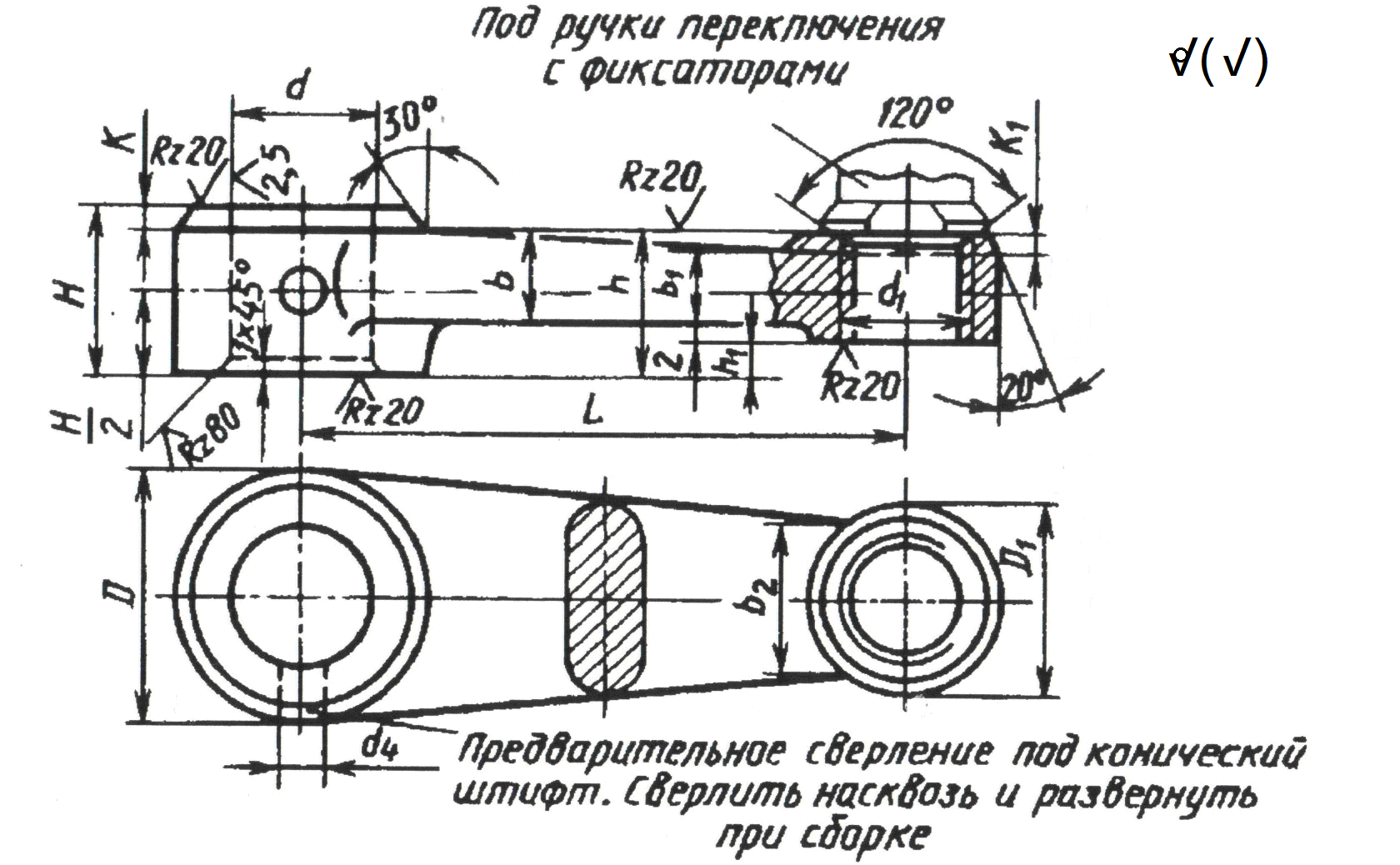
Рис. 1 Рукоятка переключения
Материал сталь 45 ГОСТ 1050-88
Неуказанные предельные отклонения Н14,h14,IT14/2
Типоразмеры для детали рукоятка переключения рис. 1
Таблица 1
Размеры в мм
Вариант |
L |
D |
D1 |
d h7 |
d1 -7H |
d4 |
H |
h |
h1 |
K |
K1 |
b |
b1 |
b2 |
Штифт по ГОСТ 3129-70 |
Масса, кг |
Кол, Шт./год |
1 |
80 |
32 |
26 |
18 |
М18×1,5 |
6 |
22 |
20 |
5 |
3 |
3 |
12 |
10 |
22 |
6×30 |
0,265 |
10000 |
2 |
100 |
25 |
4 |
14 |
0,360 |
||||||||||||
3 |
125 |
40 |
32 |
22 |
М22×1,5 |
6 |
28 |
24 |
6 |
4 |
4 |
16 |
12 |
26 |
6×40 |
0,615 |
3800 |
4 |
160 |
32 |
5 |
18 |
0,900 |
||||||||||||
5 |
200 |
50 |
40 |
28 |
М27×1,5 |
8 |
36 |
28 |
6 |
6 |
5 |
22 |
15 |
30 |
8×50 |
1,50 |
5200 |
6 |
250 |
40 |
7 |
24 |
2,15 |
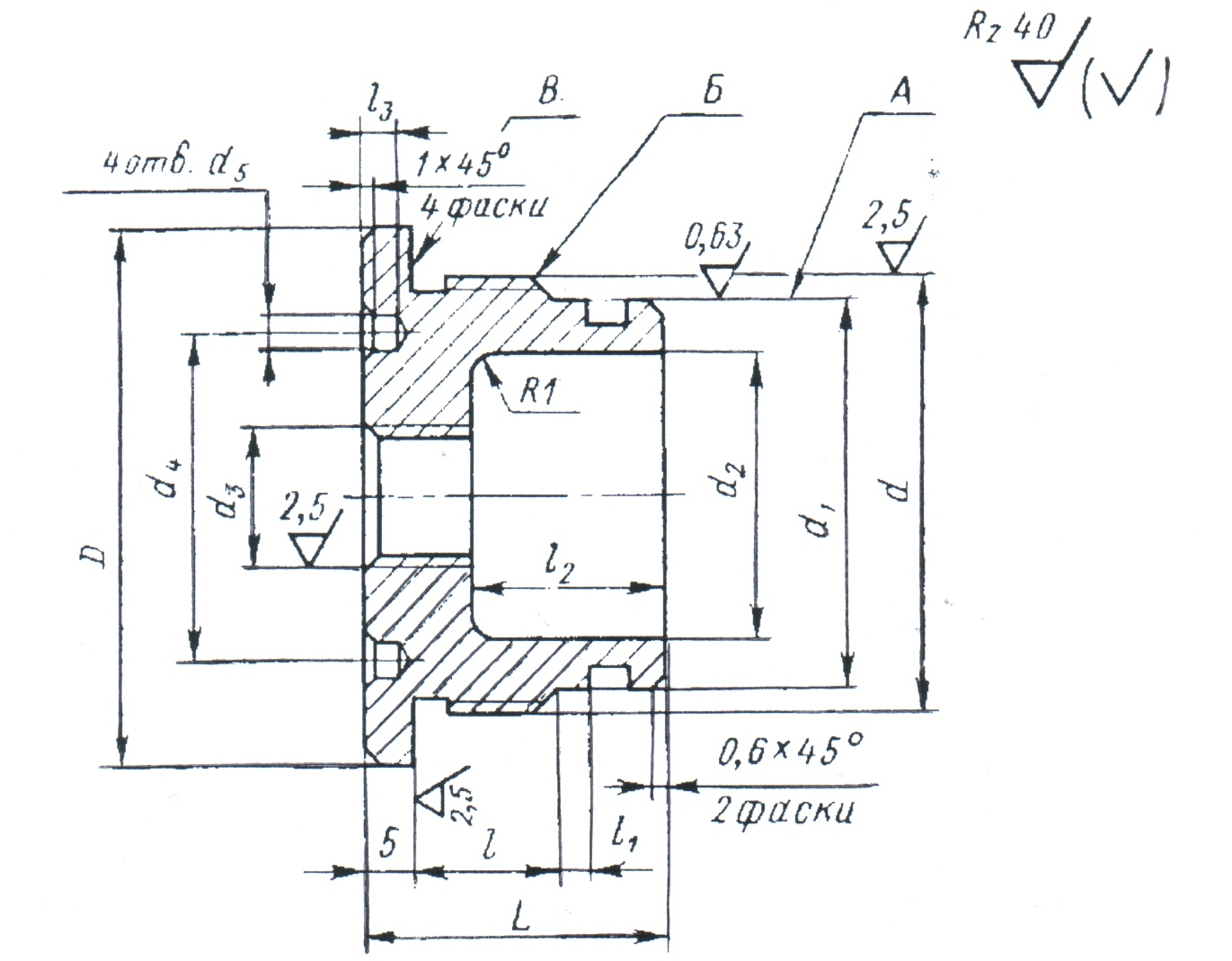
Рис. 2 Крышка гидроцилиндра
Материал сталь 40Х ГОСТ 4543-71.Твердость 25-30 HRC
Неуказанные предельные отклонения Н14,h14,IT14/2
Канавка и посадочные места под резиновые уплотнительные кольца – по ГОСТ 16093-81
Предельные значения: радиального биения поверхности Б относительно поверхности А – по 5 степени точности, торцевого биения поверхности В относительно оси поверхности А – по 7 степени точности ГОСТ 24643-81
Типоразмеры для детали крышка гидроцилиндра рис. 2
Таблица 2
Размеры в мм
Вариант
|
D |
L |
d-6g |
d1 h6 |
d2 |
d3 -6H |
d4 ±0,1 |
d5 H12 |
l |
l1 |
l2 |
l3 |
Масса, кг |
Кол. Шт |
7 |
56 |
30 |
М45×1,5 |
40 |
30 |
М14×1,5 |
34 |
4 |
14 |
5 |
18 |
5 |
0,26 |
1000 |
8 |
67 |
35 |
М56×1,5 |
50 |
36 |
М14×1,5 |
38 |
4 |
14 |
4 |
23 |
5 |
0,44 |
7000 |
9 |
80 |
31 |
М68×1,5 |
63 |
50 |
М14×1,5 |
48 |
5 |
14 |
4,5 |
19 |
6 |
0,58 |
2500 |
10 |
105 |
33 |
М85×1,5 |
80 |
67 |
М16×1,5 |
64 |
6 |
15 |
4,5 |
19 |
7 |
0,97 |
4000 |
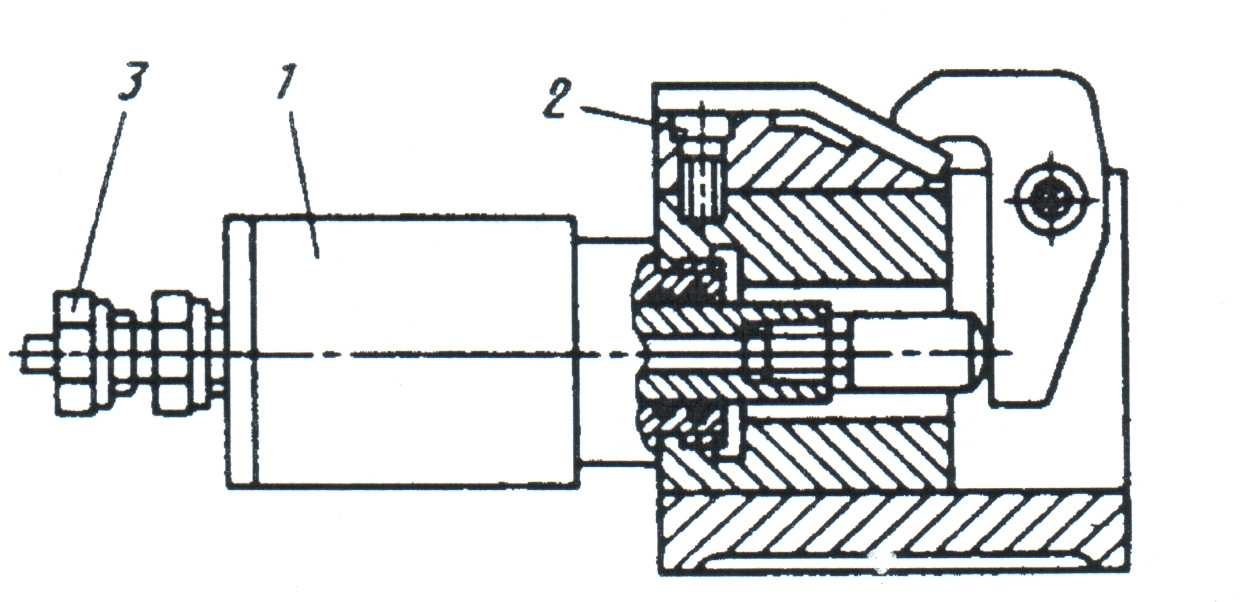
Рис. Пример применения гидроцилиндра