

4.5Операции по притирке клапанов механизма газораспределения и контролю качества притирки
Клапаны. Износ направляющих втулок для клапанов происходит из-за недостатка смазки. Втулка выхлопного клапана находится в худших условиях. При достижении предельного износа втулки клапанов заменяют новыми. Посадочные места клапанных гнезд, имеющие прожоги, раковины, коррозионные разъедания, обрабатывают шарошками, приводимыми в движение дрелью, или сверлильным станком. Неплотность между тарелкой клапана и седлом устраняют притиркой. Клапаны притирают корундовым наждачным порошком (грубая притирка) и пастой ГОИ (Государственного оптического института), основу которой составляет окись хрома (тонкая притирка). Порошки разводят на керосине или минеральном масле и равномерно наносят на притираемую поверхность.
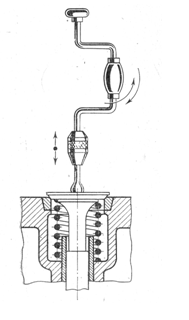
Рис. 2.3 - Схема по притирке клапанов
Притираемый клапан поворачивают с некоторым давлением то в одну, то в другую сторону, периодически приподнимая его над седлом. Подъем клапана осуществляет пружина. Чтобы предохранить направляющие втулки клапанов от попадания абразивной пасты, на стержень клапана плотно надевают фетровое или войлочное кольцо. Клапаны притирают до появления на поверхностях ровной матовой полоски шириной 2—5 мм. Плотность притирки определяют разными способами. Первый способ — керосиновая проба. Крышку с притертым клапаном устанавливают клапаном вниз и наливают под него керосин через отверстия со стороны коллекторов. Предварительно поверхность седла обмазывают мелом. Если через 2—4 мин керосин не просачивается, притирку считают удовлетворительной. При втором способе на притертую поверхность клапана наносят несколько штрихов мягким карандашом. Затем клапан прижимают к седлу и поворачивают попеременно в одну и в другую сторону. Если притирка проведена доброкачественно, то штрихи будут стерты. Третий способ — проверка на краску. Краску (смесь сажи и машинного масла) тонким слоем наносят на притертую поверхность седла. Клапан поворачивают в разные стороны, прижимая к седлу, потом осматривают. Если краска покрыла ровным слоем середину конической части тарелки клапана в виде непрерывного кольца, то качество притирки считают удовлетворительным. При глубоких раковинах на сопрягаемых поверхностях седла и клапана фаску клапана протачивают и шлифуют, а седло фрезеруют.
4.6Операции по определению угла опережения подачи топлива в цилиндр дизеля
Независимо от размеров, быстроходности и мощности двигателей регулирование их ТНВД проводят в следующем порядке. Устанавливают нулевую подачу, т. е. орган насоса, регулирующий производительность, при нахождении рукоятки управления в положении «Стоп» должен обеспечить прекращение подачи топлива. Нулевая подача всех ТНВД двигателя является единственным средством, которое позволяет остановить дизель без применения аварийных средств. Устанавливают рекомендуемый инструкцией по эксплуатации угол опережения подачи топлива. ТНВД двигателя регулируют на одинаковые цикловые подачи с точностью, указанной в инструкции.Нулевую подачу насосов проверяют при положении пусковой рукоятки «Стоп». Регулировочная тяга разворачивает плунжеры за поводки в положение, при котором, если прокачать все насосы вручную, из нагнетательных штуцеров не должно выходить топливо. В случае, когда насосы не выключились, с помощью регулировочного болта передвигают тягу топливных насосов. Предварительную проверку начала подачи топлива производят следующим образом. При положении ролика толкателя ТНВД на концентрической части кулачной шайбы совмещают посредством регулировочного болта риски на направляющей втулке и на стакане. Устанавливают поршень в ВМТ и измеряют расстояние, на которое разошлись риски стакана и втулки: для переднего и заднего хода оно должно составить 1,7—2,1 мм. Практически указанный ход плунжера при положении поршня в ВМТ соответствует началу его движения до 20—23° до ВМТ. Для надежности запуска рекомендуется на задний ход устанавливать ход плунжера на 0,3—0,4 мм больше, чем на передний ход. Поэтому установка ходов плунжера на передний и задний ход достигается только перестановкой кулачной шайбы в зубчатом зацеплении, о котором упоминалось выше. Обычно не ограничиваются проверкой хода плунжера (или угла опережения) указанным выше способом. Более точное значение угла опережения определяют моментоскопом — стеклянной трубкой, подаваемой на выходной штуцер насоса. Проворачивая двигатель, наблюдают за уровнем топлива в трубке. Момент начала движения уровня топлива в трубке соответствует началу подачи насосом. По шкале маховика находят угол. Следует иметь в виду возможность более точного регулирования угла опережения, чем на 4° ПКВ, за счет поворота кулачковой шайбы на один зуб. Установка под корпус насоса прокладок позволит более точно (например, до 1° ПКВ) отрегулировать по моментоскопу угол опережения подачи топлива. Окончательное регулирование ТНВД двигателя производится по давлению сгорания и температуре выпускных газов.
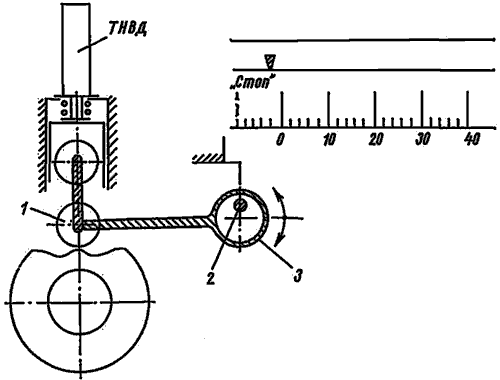
Рис. 2.4 - Схема механизма изменения угла опережения подачи топлива.
Снятые индикаторные диаграммы могут показать недостаточное давление в цилиндре при повышенной температуре выпускных газов. Тогда следует увеличить угол опережения подачи топлива. Эта операция легко выполняется на ходу перемещением ролика 1 привода плунжера. Для этого следует повернуть по часовой стрелке эксцентриковый вал 2,наблюдая за шкалой, нанесенной на бугеле 3. Между делениями 0 и 45° перемещение вала на 7° увеличивает давление в цилиндре на 0,1 МПа. После отметки 45° повышение давления на 0,1 МПа требует поворота более чем на 7°, так как вал приближается к своему крайнему положению.