

9.3.2 Розрахунок сателітів:
Розрахунок осі сателіта:
 ;
;
а) Розрахунок осі на зріз:
 ;
;

б) Розрахунок осі на зминання:
 ;
;
9.4 Розрахунок підшипників сателітів
9.4.1 Розрахунок на статичну вантажопідйомність:
Ft – окружна сила;
Xo = 0,5 – коефіцієнт радіального статичного навантаження.
9.4.2. Розрахунок на динамічну напруженість:



FR – радіальне навантаження;
V = 1 – коефіцієнт обертання;
КБ = 1,2 – коефіцієнт безвідмовності;
КТ = 1,05 – температурний коефіцієнт.
10 Розрахунок болтів кріплення картера до корпусу
10.1 Розрахунок болтів кріплення картера:
;
10.2 Розрахунок болтів на зріз:
 ;
;
10.3 Розрахунок болтів на зминання:
;

10.4 Розрахунок болтів на вигин:
10.5 Розрахунок шліців колеса.


11 Розробка технологічного маршруту обробки торсіону.
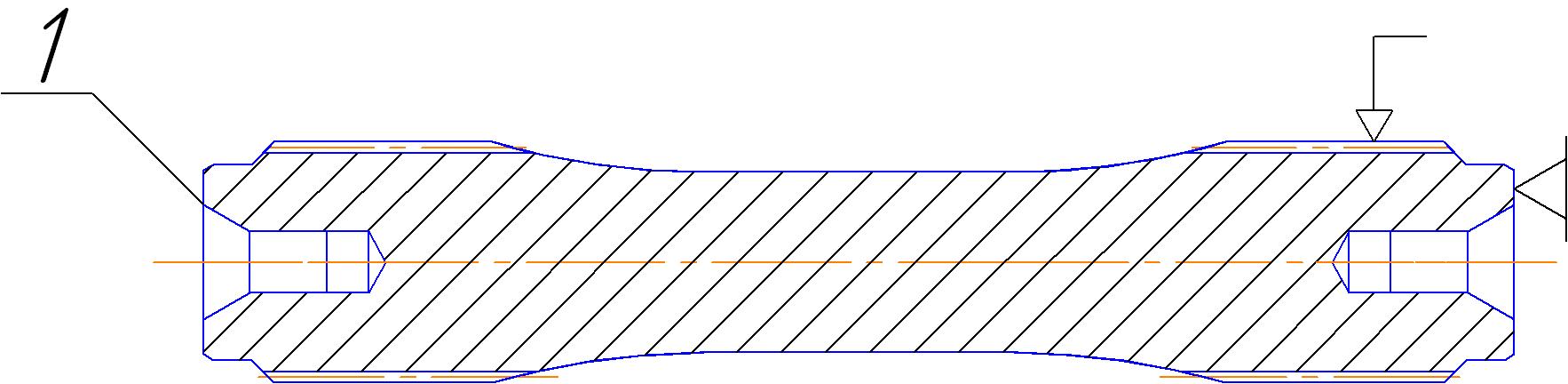
11.1 Пружним елементом проектуємої підвіски є торсіон рисунок 11.1 - сталевий стрижень певної довжини, що працює на скручування. Один з його кінців жорстко закріплений на корпусі, а інший кінець з'єднується з балансиром. Торсіон працює на скручування сприймаючи момент від балансира при наїзді на нерівності. Поздовжня та бокова сили на торсіон практично не діють, оскільки сприймаються його опорами.
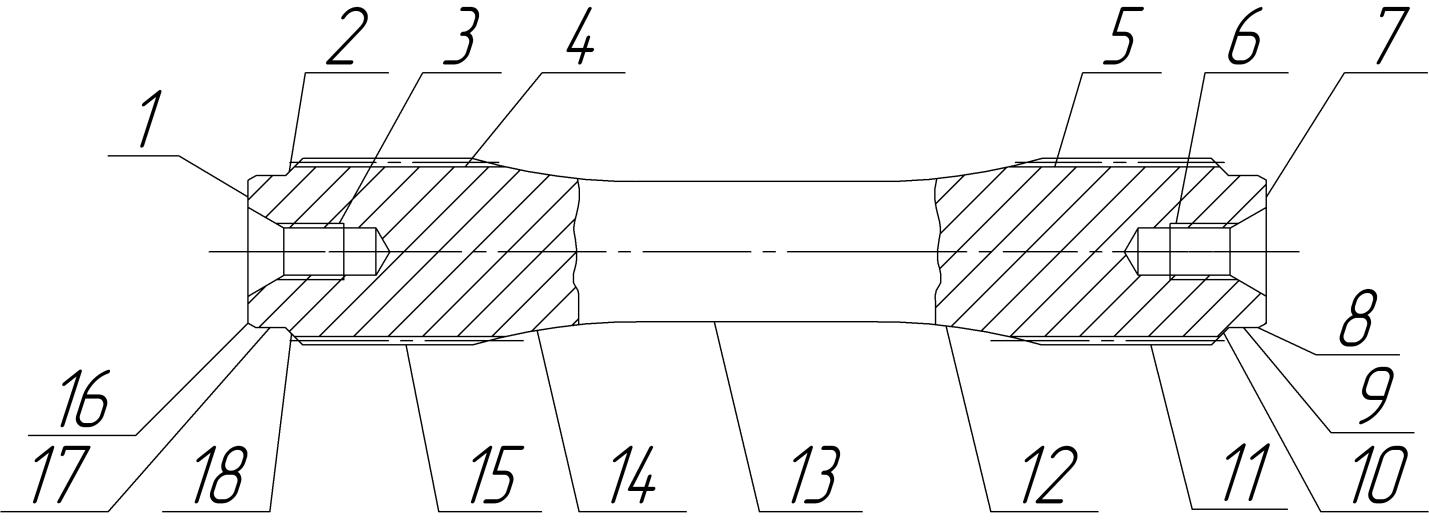
Рисунок 11.1 - Вал торсіонний
Даний вид пружного елемента має масу переваг в порівнянні з іншими типами пружних елементів, до числа яких можна віднести: відносно малу вагу, простоту конструкції, довговічність, зручність компонування (в даному випадку використовується схема підвіски - торсіон в трубі, яка дозволяє зменшити довжину торсіонного валу, а також виконати підвіску співвісної). Але крім переваг тосіони мають і недоліки, одним з головних недоліків вважається складність виготовлення та обробки. Сучасна технологія повинна забезпечити високі межі пружності і міцності цих деталей, їх стійкість до утворення тріщин. З цією метою застосовують поверхневе зміцнення стрижнів торсіонних валів (накатку роликами, термообробку), усунення можливих концентраторів поверхневої напруги (шліфування і полірування), пластичну осадку і т.д. Подібні операції використовують, звичайно, і при виготовленні витих пружин, а також листових ресор. Але вартість торсіонів при цьому часто виявляється більшою.
11.2 Технологічний маршрут обробки торсіона
000 Заготівельна.
005 Фрезерно-центрувальна.
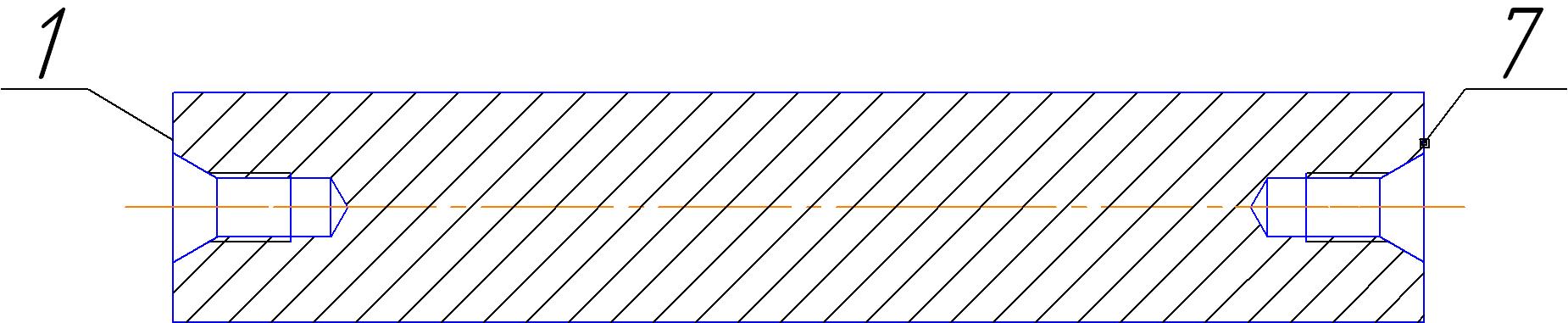
Фрезерувати торці: 1 і 7.
010 Токарна (чорнова).
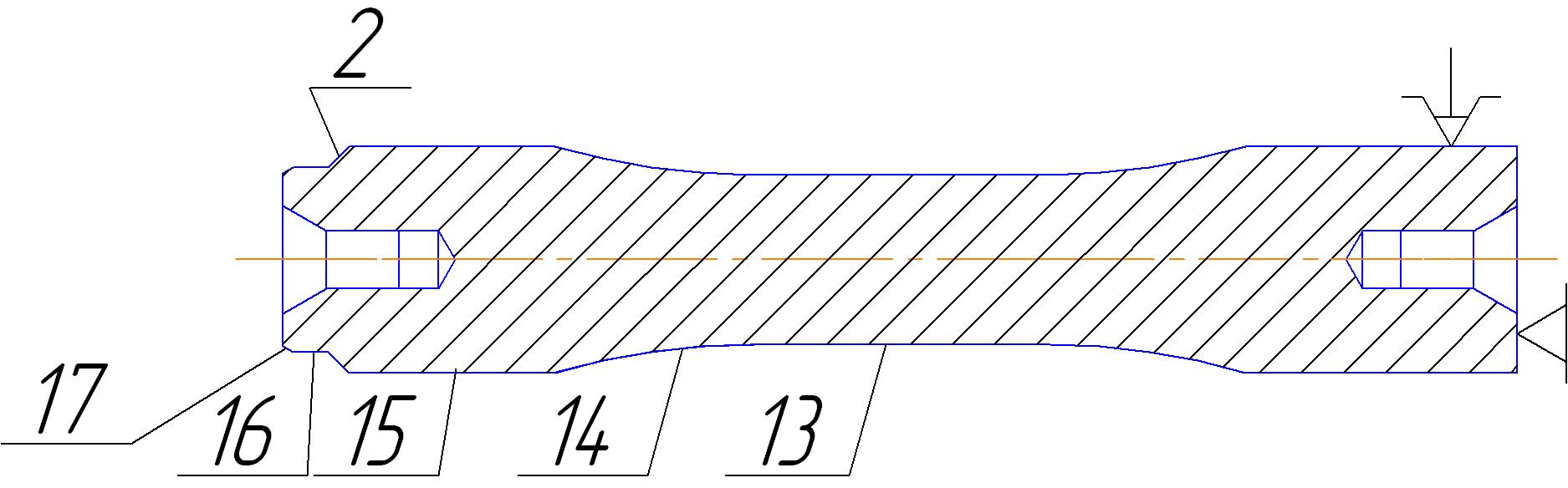
Точити поверхні: 2,13,14,15,16,17.
015 Токарна (чорнова).
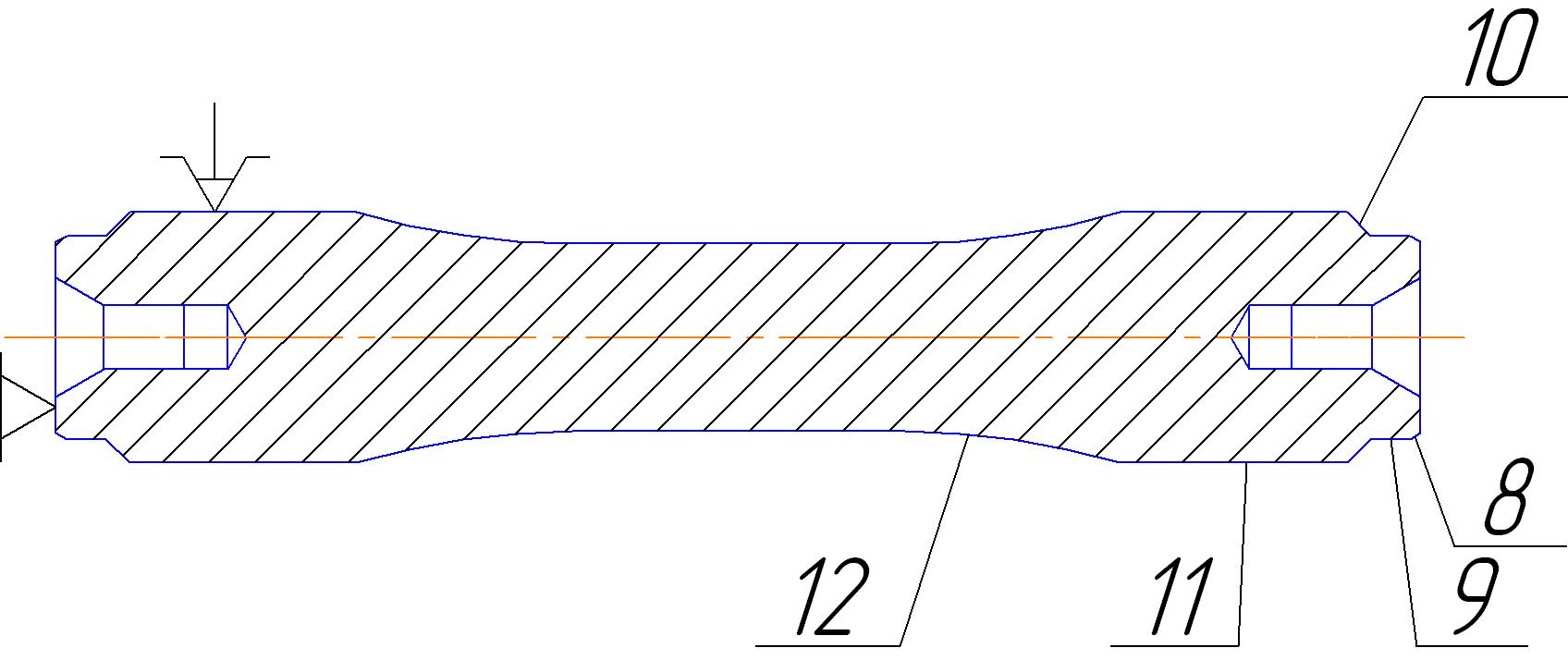
Точити поверхні: 8,9,10,11,12.
020 Токарна (чистова).
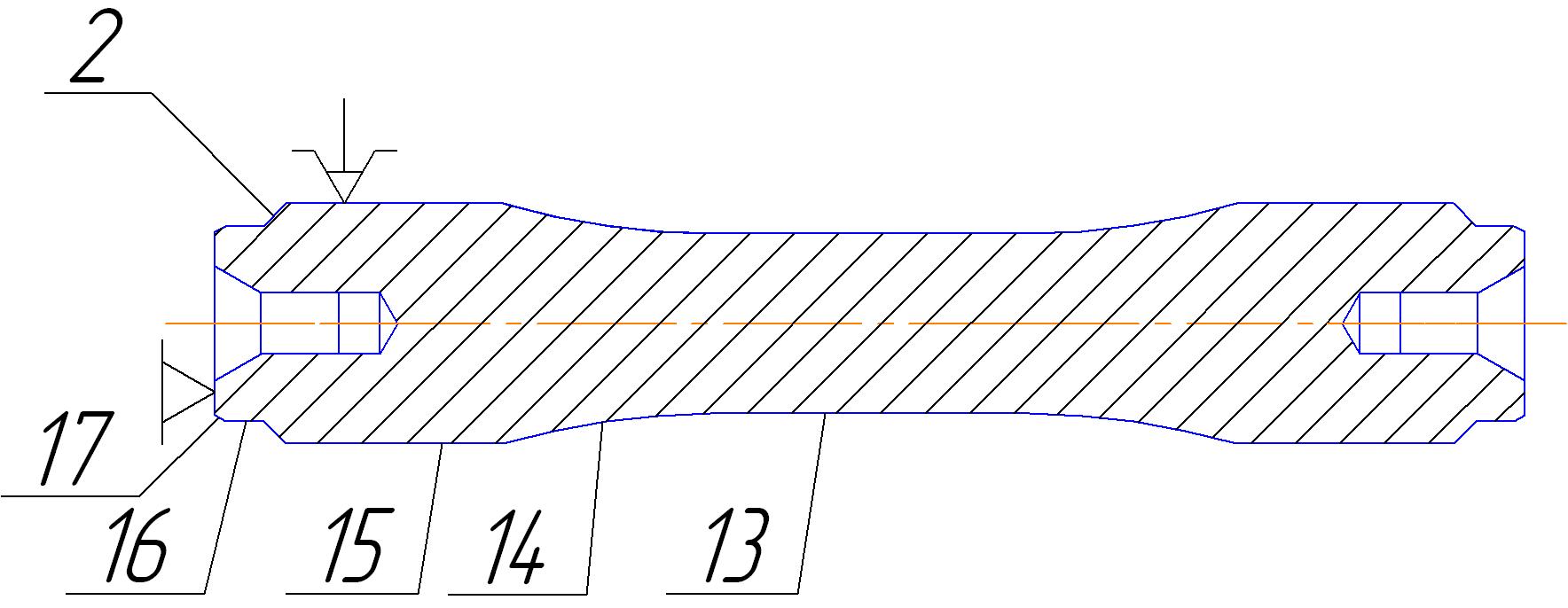
Точити поверхні: 2,13,14,15,16,17.
025 Токарна (чистова).
Точити поверхні: 8,9,10,11,12
030 Контроль проміжний.
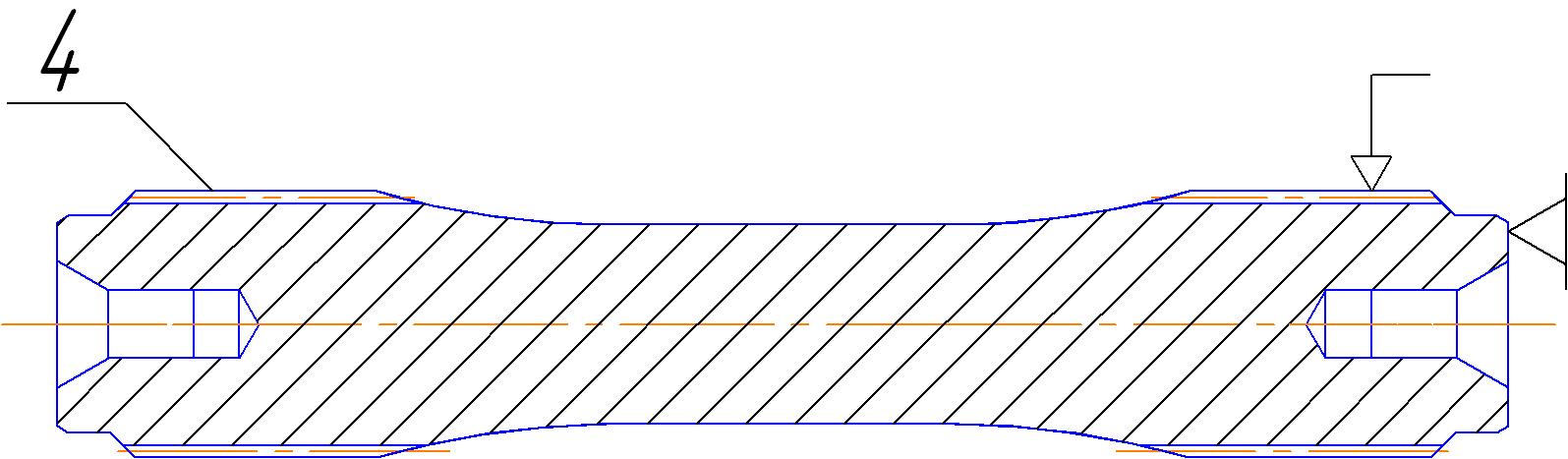
035 Шліцефрезерна.
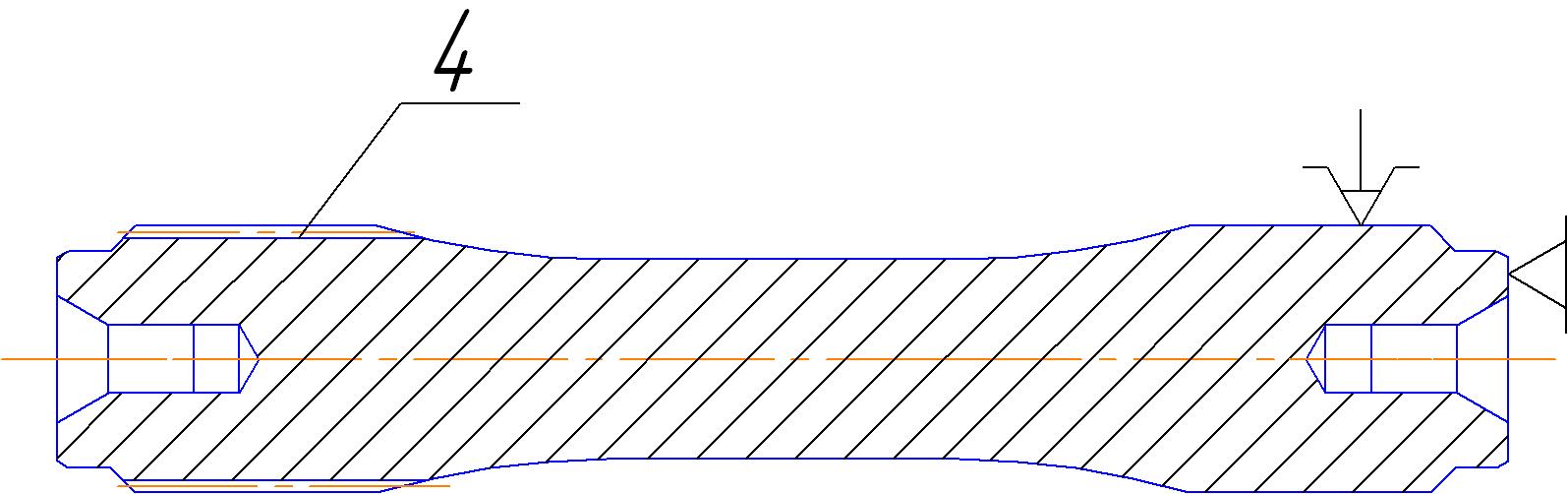
Фрезерувати поверхню: 4.
040 Шліцефрезерна.

Фрезерувати поверхню: 5.
045 Термообробка.
050 Круглошліфувальна.
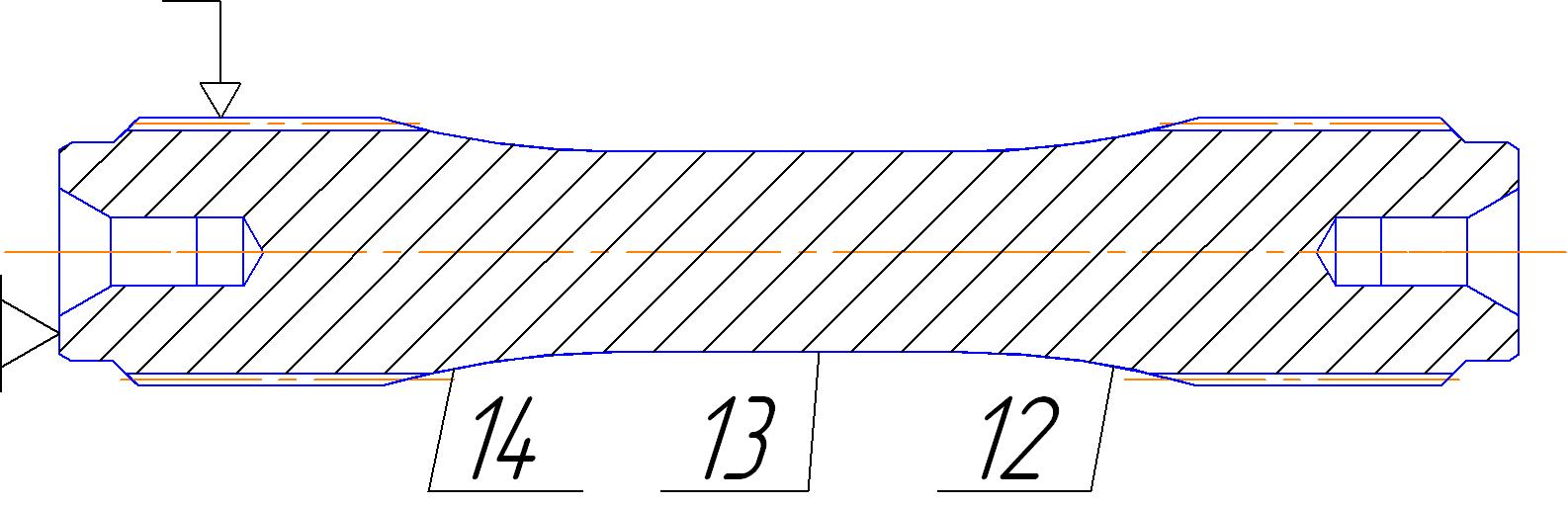
Шліфувати поверхні: 12,13,14.
055 Шліфувальна.
Шліфувати поверхню:4.
060 Шліфувальна.
Шліфувати поверхню: 5.
065 Накатування роликами для зміцнення.
Накатувати поверхні: 12,13,14.
070 Полірувальна.
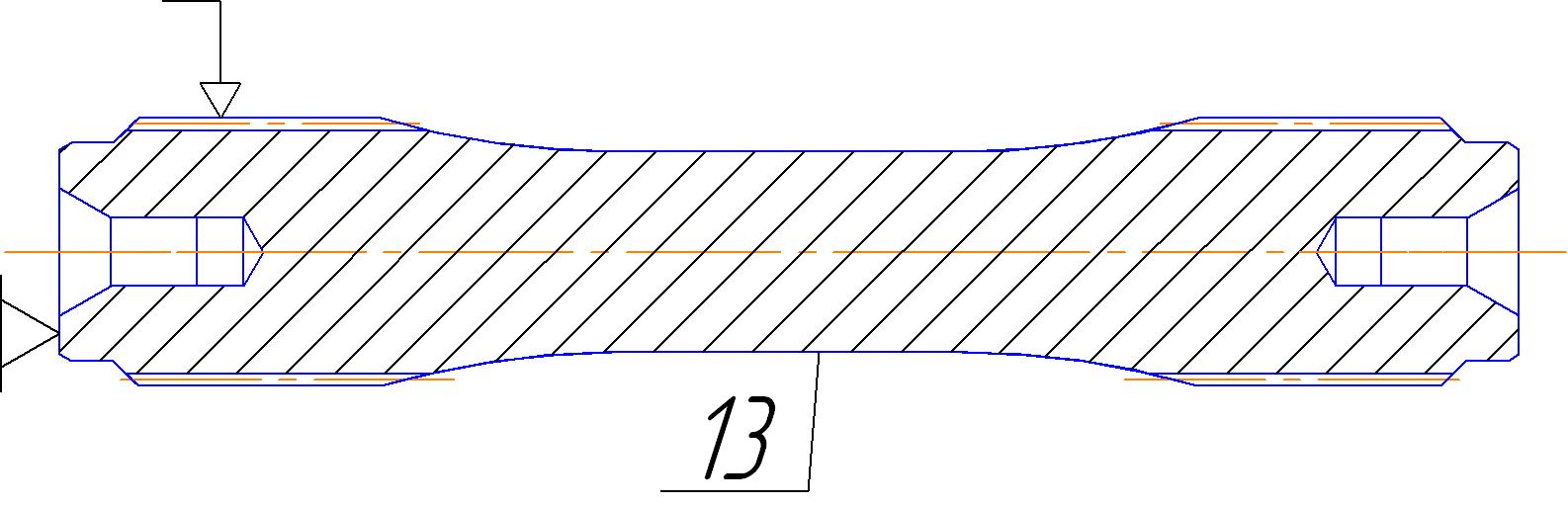
Полірувати поверхні: 13.
075 Заневолювання торсіона.
080 Клейміння.
Клеймити торець: 1.
085 Контроль магнітно-дефектоскопічний.
090 Контроль остаточний.
100 Обмотка ізоляційною стрічкою.
Наведена послідовність обробки є орієнтовною. Вона різна на різних заводах в залежності від програми (серійності) випуску, конструктивних особливостей деталі та інших факторів.