

Характеристики процесу абсорбції як об’єкта автоматизації.
Абсорбція - це вибіркове поглинання компонентів із газових або парогазових сумішей рідинними поглиначами (абсорбентами).
У хімічній промисловості, особливо в процесах синтезу органічних і неорганічних речовин, широко використовують абсорбцію (наприклад, у процесі виробництва аміаку відбувається очищення конвертованого газу від діоксиду вуглецю розчином моноетаноламіну (МЕА) або карсолом). Реакція є оберненою. При низькій температурі та підвищеному парціальному тиску діоксиду вуглецю в абсорбері реакція йде з поглинанням СО2. І, навпаки, при зниженні тиску та підвищенні температури з насиченого розчину абсорбенту інтенсивно виділяється СО2.
Необхідною умовою є виконання процесу абсорбції при мінімумі надлишку зрошення розчином. Підвищивши ступінь карбонізації абсорбенту, можна зменшити витрати теплоти на регенерацію та циркуляцію розчину в системі.
Конвертований газ очищується за двопоточною схемою з регенерацією абсорбенту в регенераторах-рекуператорах. Конвертований газ під тиском 2,7 МПа і температурою не вище 50 °С подається в абсорбер, куди надходить також на зрошення абсорбент з температурою 35...42 °С.
Вміст СО2 у конвертованому газі після нижньої та верхньої секцій абсорбера контролюється. Якщо його вміст перевищує допустиму межу, то спрацьовує сигналізація.
Витрата абсорбенту, що надходить на зрошення абсорбера, підлягає автоматичному регулюванню. Регулюється також рівень розчину в абсорбері. Насичений розчин абсорбенту виходить з нижньої частини колони з вмістом СО2 90... 105 кг/м3 при температурі 57...65 °С.
Установка абсорбції конвертованого газу у виробництві аміаку.
Конвертований газ, який надходить із конвертора оксиду вуглецю, охолоджується в повітряному холодильнику. Температура газу після холодильника стабілізується зміною кута повороту лопатей вентилятора.
Показником ефективності процесу абсорбції є концентрація Qа вилучуваного компонента в абсорбційному газі (абгазі), а мета керування - досягти мінімального значення цієї концентрації.
Кількість компонента, який надходить у колону, визначається витратою газової суміші Fг та початковою концентрацією в ній вилучуваного компонента Qг. Концентрація Qа залежить від витрати газової суміші, концентрацій Qг і Qс де Qс - концентрація моноетаноламіну або карсолу в розчині абсорбенту, відношення витрат Fc І Fг, температури та тиску в колоні.
Зміна витрати газової суміші може бути сильним збуренням, тому по можливості доцільно було б витрати газу стабілізувати. Використовувати її для регулювання недоцільно, оскільки при цьому продуктивність абсорбера може зменшитися.
Концентрації Qг і Qс визначаються режимами інших технологічних процесів, тому з їх зміною в об'єкт вносяться збурюючі впливи.
Відношення Fc І Fг можна підтримувати постійно його стабілізацією, причому змінювати необхідно витрати абсорбенту Fс.
Температура в абсорбері залежить від багатьох факторів: температури, теплоємності та витрат газової та рідинної фаз, інтенсивності масообміну між фазами, а також втрат теплоти. Такі збурення призводять до порушення теплового балансу і відповідно до зміни температури в абсорбері. Щоб забезпечити сталість температури в абсорбері, доцільно було б регулювати її (наприклад, за допомогою холодильника, розміщеного в абсорбері). Якщо кількість теплоти, яка виділяється при поглинанні, невелика, то температура стабілізується зміною витрати або температури абсорбенту
Вимоги до системи автоматизації абсорбера конвертованого газу у виробництві аміаку.
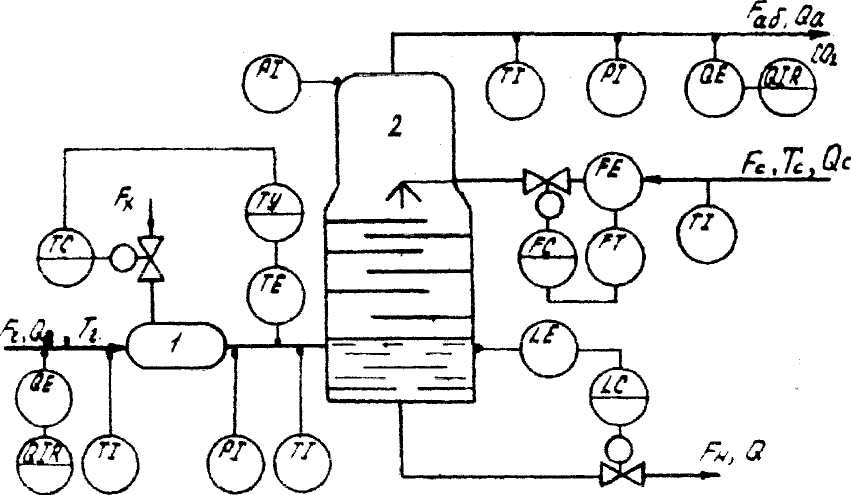
Схема автоматизації абсорбера конвертованого газу у виробництві аміаку
Функціональну схему автоматизації абсорбера показано на рис. 7.16, де позначено: 1 - теплообмінник конвертованого газу; 2 – абсорбер.
Рис 7.16 Схема автоматизації абсорбера конвертованого газу у виробництві аміаку