

Карта смазки апа-5д
Агрегаты, системы и механизмы |
Наименование смазочных материалов |
Количество точек смазки |
Способ смазки |
Периодичность смазки |
|
основного сорта |
дублирующего сорта |
||||
1. Раздаточная коробка |
Масло ТМ-3-18 (ТСп-15к) (при температуре до минус 30°С) |
Масло ТМ-3-8 (ТАп-15в) (при температуре до минус 25°С) Масло ТМ-3-9 (ТСп-10) при температуре до минус 45°С) |
1 |
Заливка |
Через 2000 ч |
2. Петли окузовки, капота генератора, люков рамы, откидных площадок |
Масло ТМ-3-9 (ТСп-10) (при температуре до минус 45°С) |
Масло ТМ-5-12рк (при температуре до минус 50°С) |
64 |
Капельный |
Через 10 – 14 календарных дней |
3. Шарниры тяг электромагнитного регулятора |
Литол-24 |
Солидол Ж |
6 |
Нанесение |
Через 120 ч |
4. Шлицевые соединения карданных валов |
Литол-24 |
Солидол Ж, Лита |
2 |
Заполнение |
800 ч |
5. Резьба фиксатора педали управления подачей топлива |
Литол-24 |
Солидол Ж, Лита |
2 |
Нанесение |
2000 ч |
6. Подшипники генератора
ПР-600 |
Литол-24 |
Лита |
1 |
Заполнение |
Через 5000 ч или при капитальном ремонте |
7. Подшипники генератора ГТ-40ПЧ6 |
ВНИИ НП-281 |
— |
4 |
Шприцевание |
400 ч |
 2
2
– слить зимнее топливо и масло и заправить летними сортами;
– проверить работу паровоздушной пробки радиатора (расширительного бачка) системы охлаждения;
– очистить подогреватель от продуктов неполного сгорания топлива.
ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ ОСНОВНЫХ РАБOT ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ АВИАЦИОННЫХ ПОДВИЖНЫХ АГРЕГАТОВ
ОБСЛУЖИВАНИЕ БЛОКА ГЕНЕРАТОРОВ БСГ-112-40
Обслуживание блока генераторов заключается в продувке его через патрубок подшипникового щита чистым сухим воздухом, измерении сопротивления изоляции обмоток блока генераторов G1 и G2, проверке затяжки болтов крепления подшипниковых щитов и состояния выводных концов генератора G2, замене смазки в подшипниковых узлах.
ИЗМЕРЕНИЕ СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ ОБМОТОК БЛОКА ГЕНЕРАТОРОВ G1 И G2
При измерении сопротивления изоляции обмоток якоря генератора G1 (рис. 1) одна клемма мегаомметра соединяется с корпусом блока генераторов, а другая – с любым из гнезд 2, 3, 6 разъема X1 или X2 или с любым из гнезд разъема Х3. При этом выводные концы 1С1 (1С2, 1СЗ), 2С1 (2С2, 2СЗ) генератора G2 должны быть соединены с корпусом блока генераторов.
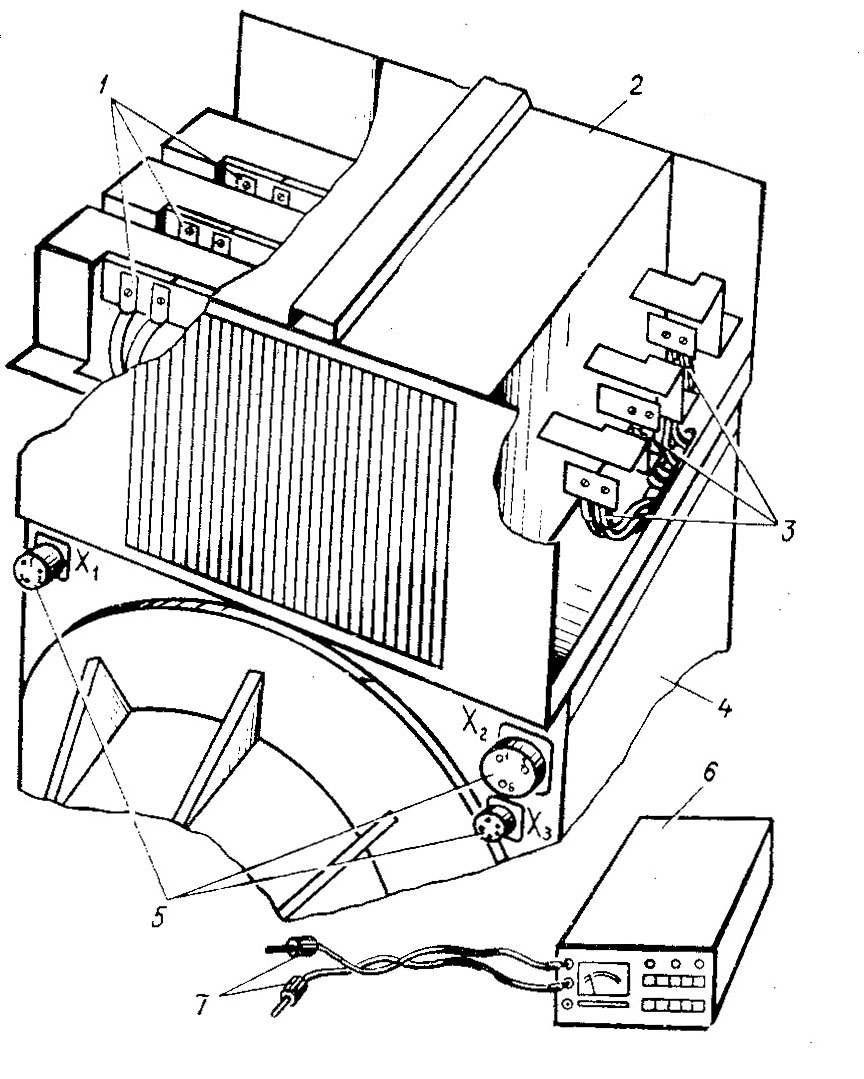
Рис. 1. Проверка сопротивления изоляции обмоток блока генераторов синхронных БГС-112-40:
1 – выводные концы обмотки (1С1, 1С2, 1СЗ) генератора G2; 2 – блок выпрямительный; 3 – выводные концы (2С1, 2С2, 2СЗ) генератора G2; 4 – корпус блока генераторов; 5 – разъемы XI, Х2, Х3 генератора G1; 6 – мегаомметр Ф 4101; 7 – соединительные клеммы
При измерении сопротивления изоляции обмоток якоря генератора G2 одна клемма мегаомметра соединяется с корпусом блока генераторов, а другая – соединяется поочередно с выводными концами 1С1 (или 1С2, 1СЗ) и 2С1 (или 2С2, 2СЗ) генератора.
Измерение сопротивления изоляции между электрически разобщенными обмотками якоря генератора G2 производится в такой последовательности: од на клемма мегаомметра соединяется с одним из вы водных концов 1С1, 1С2, 1СЗ, а другая клемма мегаомметра соединяется с одним из выводных концов 2С1, 2С2, 2СЗ.
Сопротивление изоляции обмоток блока генераторов по отношению к корпусу и между собой во время эксплуатации не должно быть ниже 0,5 МОм, а для новых АПА или вышедших из ремонта должно быть:
– в практически холодном состоянии – не менее 20 МОм;
– при рабочих температурах – не менее 5 МОм;
– при повышенной влажности – не менее 1 МОм.
Измерение сопротивления изоляции производить мегаомметром напряжением 500 В.
ЗАМЕНА СМАЗКИ В ПОДШИПНИКАХ
Замена смазки в подшипниковых узлах без разборки блока генераторов производится через 1500 – 1600 ч работы, но не реже одного раза в 3 года.
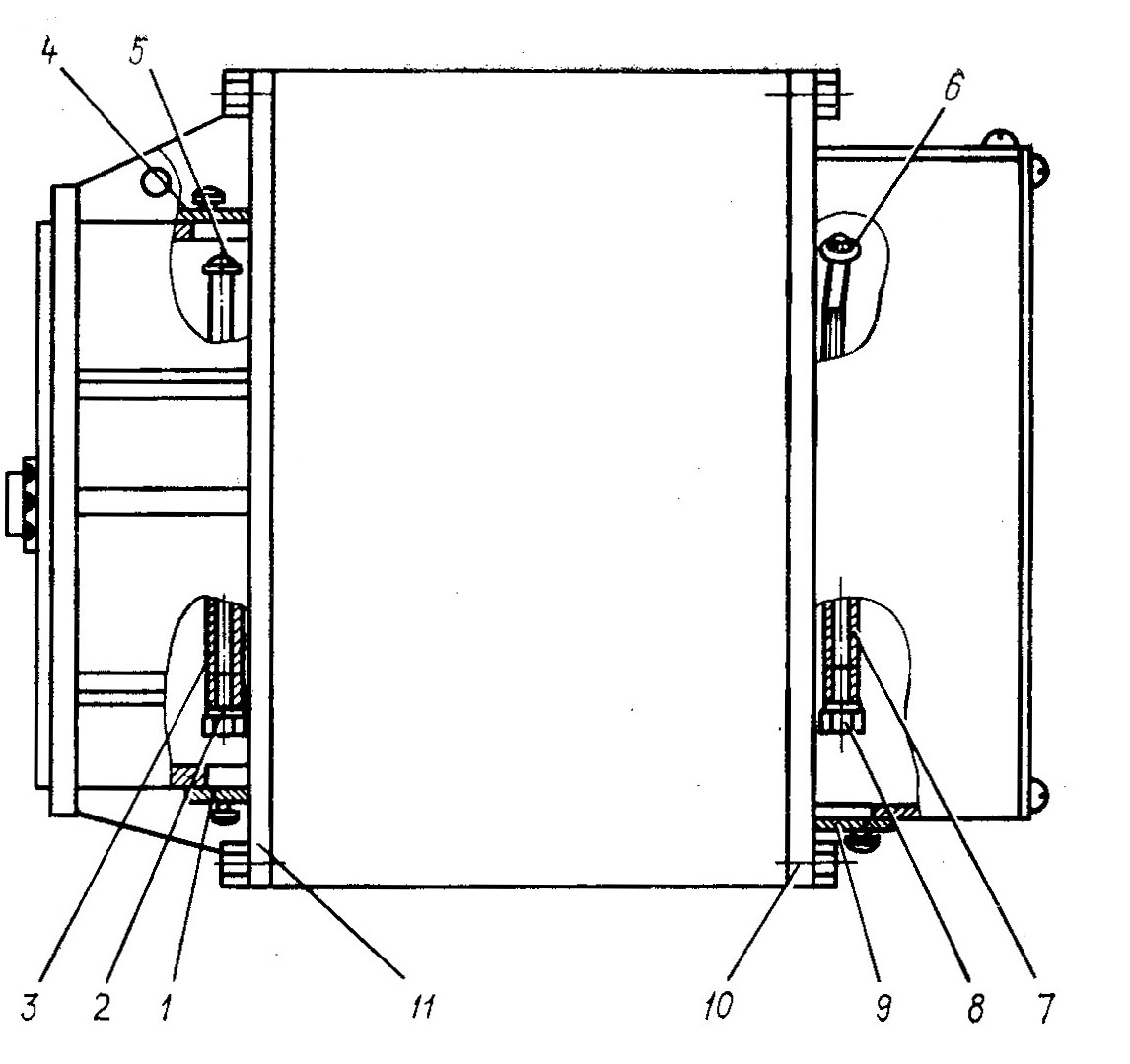
Рис. 2. Точки смазки генератора БСГ-М.2-40:
1, 4 и 9 – заглушки; 2 и 8 – болты; 3 и 7 – патрубки; 5, 6 – пресс-масленки; 10, 11 – подшипниковые щиты
Для замены старой смазки (рис. 2) необходимо в передней и задней частях блока генераторов снизу на подшипниковых щитах снять заглушки, вывернуть болт из патрубка, поставить ванночку для сбора старой смазки и с помощью шприца через пресс-масленку нагнетать смазку ЦИАТИМ-221 до тех пор, пока из патрубка не пойдет чистая смазка. Для удаления излишков смазки из подшипниковых узлов не обходимо прокрутить ротор блока генераторов в течение 1 мин.
ПРОВЕРКА СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ БЛОКОВ РВГ-2М И УКЗ-2М
Техническое обслуживание блоков заключается в проверке сопротивления изоляции электрических цепей относительно корпусов блоков и состояния внешних разъемов. Разъемы очищаются с внешней стороны от пыли и грязи, а резьбовые, токоведущие и изоляционные части разъемов промываются этиловым спиртом. После промывки резьбовые и трущиеся части корпусов смазываются смазкой ЦИАТИМ-201.
Проверку сопротивления изоляции электрических цепей блока РВГ-2М осуществлять с помощью технологической вставки (рис. 3), подключаемой к контрольному разъему блока Х3, и мегаомметра на 100 В, к которому подсоединяются свободные концы вставки.
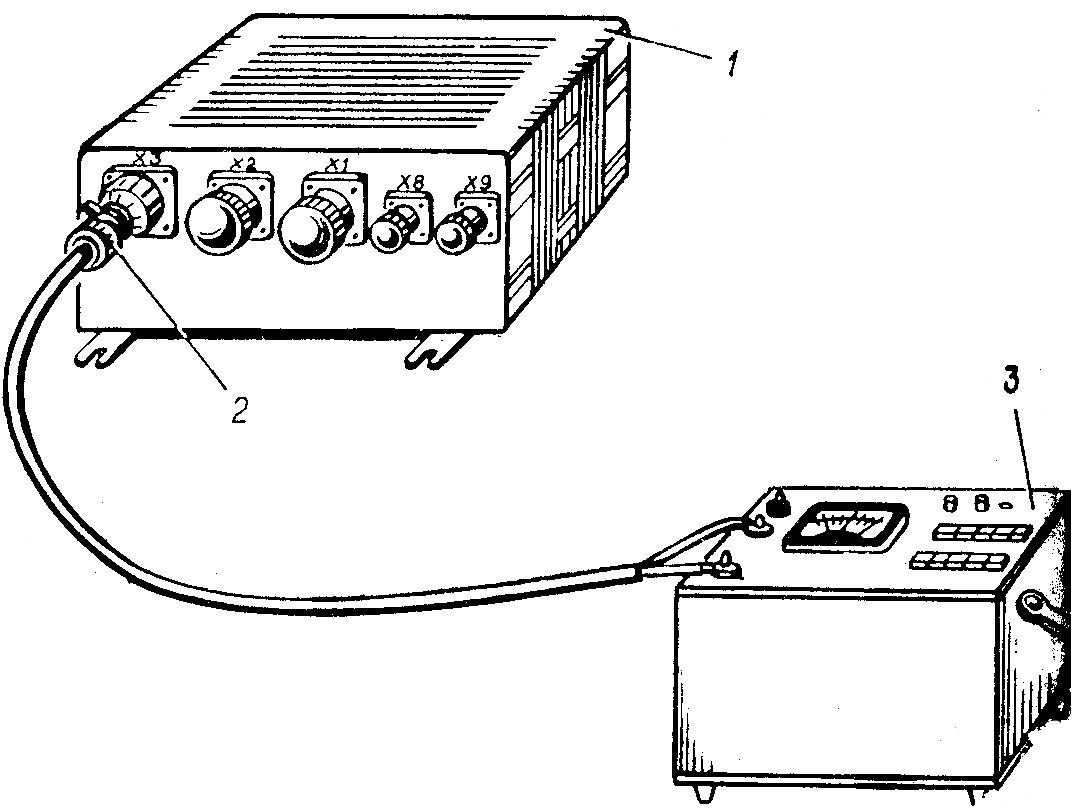
Рис. 3. Проверка сопротивления изоляции электрических цепей блока РВГ-2М:
1 – блок РВГ-2М; 2 – технологическая вставка 5ДИ. 193.023; 3 – мегаомметр Ф 4101
Для проверки сопротивления изоляции электрических цепей на разъемах X1 – Х6 блока УКЗ – 2М (рис. 4) применяется мегаомметр на 100 В, к которому подсоединяются свободные концы технологи ческой вставки (под обозначением 5ДИ. 193.023), а розетка вставки поочередно подсоединяется к paзъемам X1 – Х6. Сопротивление изоляции электрических цепей на разъеме Х7 проверяется с применением мегаомметра на 500 В и технологической вставки (под обозначением 5ДИ. 193.024).
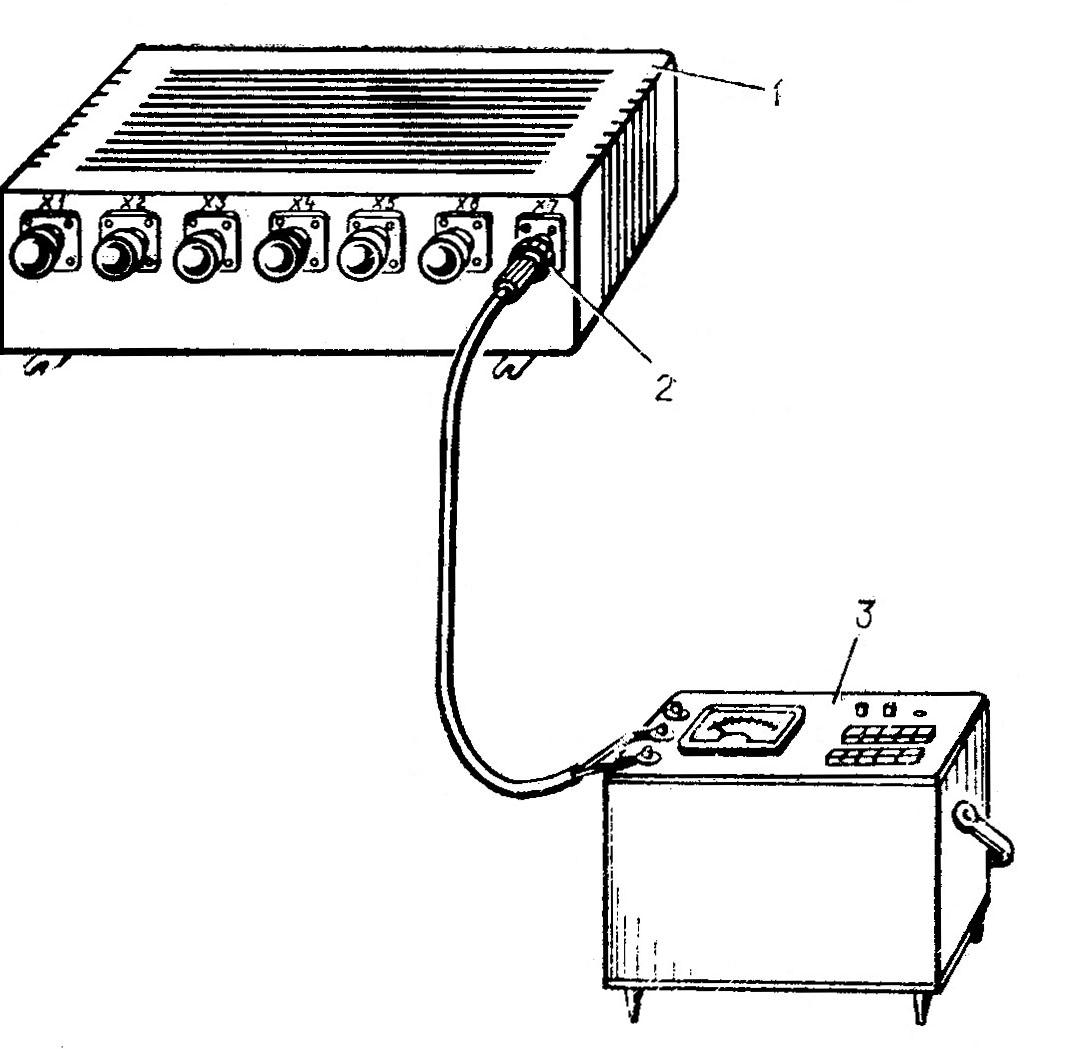
Рис. 4. Проверка сопротивления изоляции электрических цепей блока УКЗ-2М:
1 – блок УКЗ-2М; 2 – технологическая вставка 5ДИ.193.024; 3 – мегаомметр Ф 4101
Величины сопротивления изоляции электрических цепей блоков РВГ-2М и УКЗ-2М не должны превышать значений, указанных в п. 5.1.
ОБСЛУЖИВАНИЕ ГЕНЕРАТОРА ПР-600х2
При обнаружении нагрева подшипников до температуры выше 95°С произвести разборку генератора и осмотреть их. В случае обнаружения трещин, чрезмерного износа или других повреждений шариков и обойм заменить подшипники.
Дефектный подшипник снять с вала в холодном состоянии. Запасной подшипник промыть бензином, разбавленным веретенным или трансформаторным маслом (6 – 8% к весу бензина), и посадить на вал с предварительным нагревом в масле до 80 – 90°С.
Категорически запрещается нагревать подшипники непосредственно пламенем. Подшипник на вал посадить с помощью трубы диаметром, равным внутренней обойме подшипника. Смазку подшипников производить в соответствии с картой смазки на электроагрегат. Контактные зажимы очищаются от пыли и грязи, осматриваются и при необходимости подтягиваются для сохранения надежного контакте клемм с выводами.
Для осмотра щеточно-коллекторных узлов необходимо снять защитные ленты, очистить от щеточной пыли, проверить состояние щеток и свободу перемещения их в обоймах щеткодержателей.
Щетки, износившиеся до 30 мм или поврежденные, заменить запасными той же марки и притереть их. Притирка щеток производится стеклянной шкур кой зернистостью не ниже 180. Шкурку по длине коллектора наложить на коллектор внахлест в один слой против вращения якоря. Нахлест делать на 5 – 10 мм. Шкурку необходимо прижать щетками. Нормальное давление пружин щеткодержателей 2±0,2 кгс. Притирку щеток производить при вращении генератора от двигателя в течение 10 – 15 с.
Щетки считаются притертыми, если 75 – 80% поверхности щеток прилегают к коллектору.
После притирки шкурку аккуратно снять. Нагар на коллекторе удаляется ветошью, смоченной в бензине Б-70, после чего коллектор протереть сухой ветошью. Прочистку дорожек между коллекторными пластинами производить заостренной деревянной палочкой. Шлифовку коллектора выполнять стеклянной шкуркой зернистостью 120 – 220, смазанной вазелином и заложенной в специальную деревянную колодку. Затем деревянная колодка со шлифовальной шкуркой через люк щеткодержателя прижимается вращающемуся коллектору. Шлифовку про изводить до гладкой и чистой поверхности коллектора.
Продувку генератора производить сухим сжатым воздухом с давлением 2 – 4 кгс/см2, поместив шланг в вентиляционный люк генератора со стороны привода.