

Резистивний метод.
При термовакуумному напилюванні тонких провідних плівок найбільш доцільно користуватися методом безпосереднього виміру опору плівки, що конденсується, причому у випадку резистивних плівок цей метод в наш час є єдиним.
Датчиком опору, як правило, є контрольний зразок, що представляє собою вузький відрізок підкладки прямокутної форми з металевими контактними площадками на кінцях. Звичайно відстань між контактами такого зразка в кілька разів перевищує ширину смужки a. Опір резистивної плівки виміряється в Омах на квадрат поверхні (ρ□). Перед установкою контрольного зразка на підкладкотримач оператор вимірює число його квадратів l/a і визначає задану величину опору по формулі:
![]() ,
,
де ρ□ - опір квадрата поверхні резистивної плівки, при якому забезпечується необхідна величина опору тонкоплівкових резисторів майбутньої пасивної плати.
У процесі вакуумного напилювання оператор за допомогою омметра безупинно контролює зміну опору контрольного зразка в міру росту плівки й включає привід заслінки при досягненні розрахункового значення R.
Резистивний метод використовується також для непрямого контролю товщини металевих плівок. При цьому використовується такий же контрольний зразок, як і у випадку нанесення резистивних плівок. Товщина плівки h при цьому обчислюється за формулою:
![]() .
.
R = 360 кОм – сопротивление образца
а = 26 мм – ширина образца
l = 44 мм – длина образца
Толщина пленки:
h = (ρол*l)/(R*a) = (17*10-9*44)/(3,6*26*103) = 8*10-12 м.
1.2.4 Радіочастотний метод контролю товщини плівок.
Напилювання проводилось за визначений період часу. За цей час змінилась резонансна частота кварцового резонатора датчика, який був розміщений безпосередньо біля підкладки рис. 1.9.

Рис. 1.9 Кварцовий резонатор – датчик та підкладка на підкладко тримачі, після осадження плівки.
Залежність частоти і товщини, від часу, розрахованої за даними частотоміру та приладу
час, с |
частота за показанням приладу, Гц |
товщина за показанням приладу, нм |
15 |
1001220 |
0 |
30 |
1001230 |
3,54567428 |
45 |
1001200 |
7,091348555 |
60 |
1001130 |
31,9110685 |
75 |
1001100 |
42,54809133 |
90 |
1001070 |
53,18511416 |
105 |
1000810 |
145,3726454 |
120 |
1000740 |
170,1923653 |
135 |
1000740 |
170,1923653 |
150 |
1000740 |
170,1923653 |
165 |
1000740 |
170,1923653 |
180 |
1000740 |
170,1923653 |
195 |
1000730 |
173,7380396 |
210 |
1000740 |
170,1923653 |
225 |
1000730 |
173,7380396 |
240 |
1000730 |
173,7380396 |
255 |
1000730 |
173,7380396 |
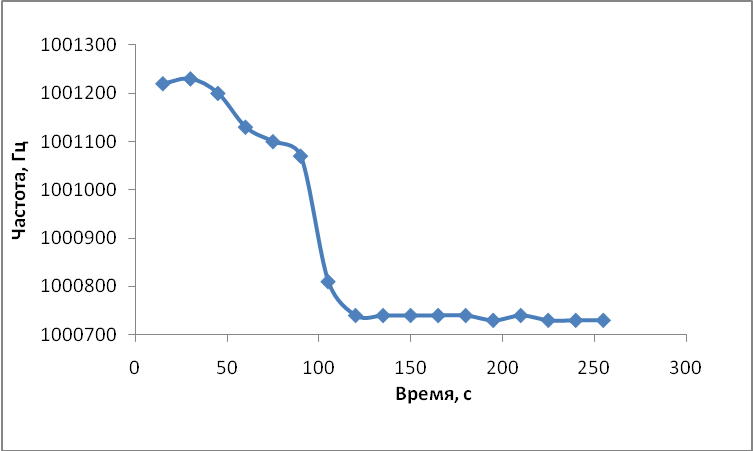
Рис. 1.10. Залежність частоти від часу за приладом.
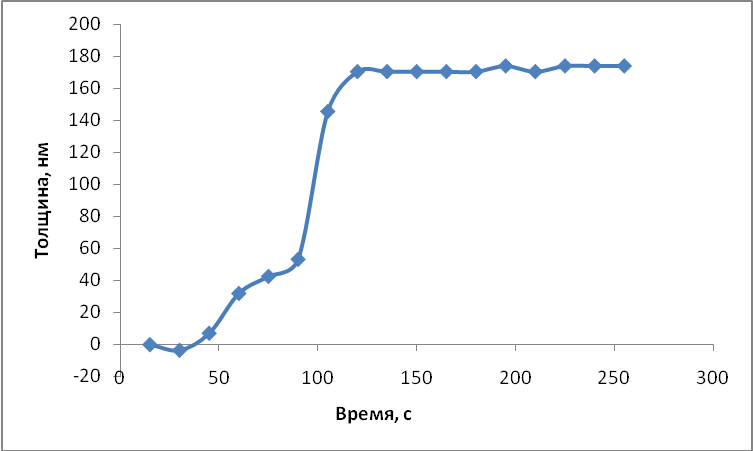
Рис. 1.11. Залежність товщини плівки від часу розрахованими за показанням приладу.