

Хід роботи:
а) ввімкнути прилад (рубильник, „СЕТЬ”);
б) відкрутити кран охолодження дифузійного насоса;
в) кнопка НФ – запрацює двигун форвакуумного насоса;
г) нажати БФ (балон форвакуумний);
д) відкачати БФ до тиску десь 10 -10 мм/рт.ст. по датчику ПНТД1 ЕДС термопарного перетворювача повинна складати 2-3 мВ.
е) нажати кнопку НД при цьому включається піч нагрівача дифузійного насосу;
є) через час біля 40-60 хв. температура дифузійного насосу піднімається до рівня коли вакуумне масло почне інтенсивно випаровуватись, насос вийде на робочий режим і буде здатне створювати вакуум до 10 мм/рт.ст.
ж) відкриваємо робочий об’єм - напуск повітря.
з)
встановлюємо човник у зажим нагрівача
№1. Встановлюємо дозатор, засипаємо в
дозатор SnO![]() -
речовину, що випаровується в гніздо і
напрямляємо в жолоб в напрямку нагрівача
– випаровувача.
-
речовину, що випаровується в гніздо і
напрямляємо в жолоб в напрямку нагрівача
– випаровувача.
В якості підложки використовується скло. Спиртом з поверхні скла видаляються летучі домішки.
і) для припинення роботи приладу ВУП-5 відключається дифузійний насос НД, після чого насос повинен охолоджуватися протягом 60-120 хв. при працюючому форвакуумному насосі і подачі охолодження водою. Через цей час на пульті керування насосами нажимається кнопка 0- відключаються, відключаються всі клапани закриваються. Відключається кнопка НФ – відключається кнопка „СЕТЬ” приладу. Відключається рубильник трьохфазної загрузки і перекривається подача води – охолодження.
1.2. Методи визначення товщини плівок
Для визначення товщини застосовувалось чотири методи: метод зважування, метод навіски, радіочастотний метод та резистивний метод.
1.2.1 Метод зважування
Метод зважування засновано на вимірі змінення маси підкладки. Цей метод дозволяє вимірювати товщину плівок по закінченні процесу осадження. На рис. 4.6 зображено підкладка у розрізі на поверх якої осаджена плівка.

Рис. 1.6. Розріз підкладки, на який осаджена плівка.


Тонкі плівки олова на скляних підкладках,
отриманих термовакуумним методом.
Знаючи вагу підкладки до осадження плівки та масу підкладки з речовиною що осаджена можна вирахувати масу плівки. Якщо відома площа плівки і густина речовини можна вирахувати середню товщину плівки за формулою:
![]()
де
![]() різниця мас підкладки до і після
напилювання, S
площа напиленої плівки,
різниця мас підкладки до і після
напилювання, S
площа напиленої плівки,
![]() -
густина речовини, що осаджували на
підкладку.
-
густина речовини, що осаджували на
підкладку.
Площа:
Sзаг = 44*27 = 1188 мм2
Sненапил = 28*5 = 140 мм2
Sнапил = Sзаг - Sненапил = 1188 - 140 = 1048 мм2
Маса:
М до напил = 4,8101 г
М після напил = 4,8115 г
∆М = Мдо напил - Мпісля напил = 4,8115 - 4,8101 = 0,0014 г.
Середня товща плівки:
b = ∆М/ρолова*Sнапил = 0,0014/7,29*1048 = 0,000018 мм = 18 нм.
1.2.2 Метод навіски
Оскільки випар речовини термовауумним методом підкорюється закону косинуса товщину плівки, що осаждають термовауумним методом можна вирахувати знаючи масу речовини- навіски рис. 1.7, що випаровується за формулою:
 ,
,
де М уся маса речовини, випарувана з тигля, h- відстань між площинами випарника та підкладки, L – відстань по площині підкладки від нормалі випарника до розглянутої підкладки рис. 1.7, - густина олова.

Рис. 1.7. Зовнішній вигляд лодочки з навіскою.
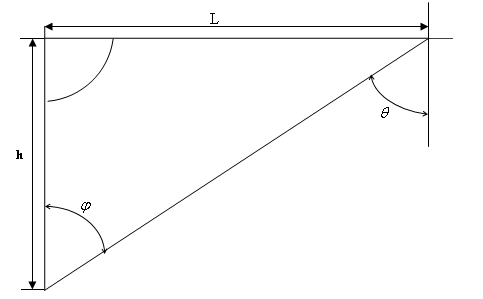
Рис. 1.8. Схематичне зображення напилювання при випару речовини за косинусоідальним законом.
М=0,467 г, L=20 мм, h=45 мм.
