

Технология изготовления деталей машин и приборов
Обрабатывающее производство охватывает широкий спектр возможных способов получения и обработки деталей. Выбор того или иного метода зависит от конструкции получаемой детали, свойств материала, программы выпуска, требований к точности, возможностей предприятия и др. На схеме изображена классификация технологических методов изготовления деталей (рис.5.10)
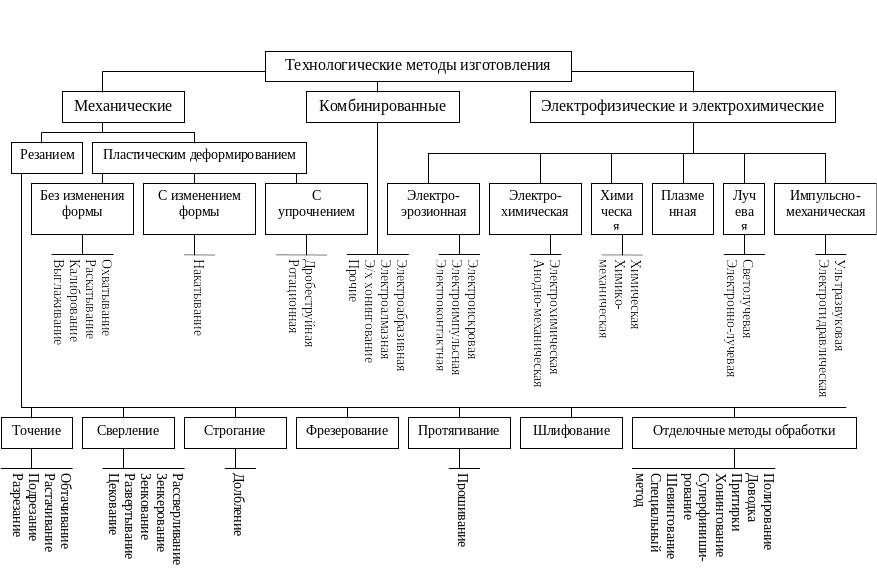
Рис.5.10 Классификация технологических методов изготовления деталей
Как видно из рис. 5.10 детали можно изготовить различными методами, например механической обработкой на металлорежущих станках. Этот классический вид обработки широко распространен на предприятия машиностроения и приборостроения. Внешняя поверхность вращения обрабатывается обточкой на токарных и револьверных станах, токарно-револьверных автоматах, шлифовальных станках, суперфинишированием. Внутренние поверхности вращения – сверлением, расточкой, на токарных станках, зенкерованием, развертыванием на токарных и сверлильных станках, протягиванием, шлифованием. Торцевые поверхности – на токарных, фрезерных, шлифовальных станках. Плоские поверхности - строганием, фрезерованием, шлифованием, притиркой. Сложные поверхности криволинейные на копировально-фрезерном станке, на агрегатном, с программным управлением. Прочие поверхности получаются специальным инструментом, обеспечивающим надлежащую поверхность.
5.3.1 Обработка материалов резанием
Резанием называется технологический способ обработки, основанный на удалении обрабатываемого материала в виде стружки. Резание подразделяется на лезвийную и абразивную обработки. При лезвийной обработке инструмент имеет детерминированную режущую часть, а при абразивной обработке режущая часть инструмента формируется стохастически.
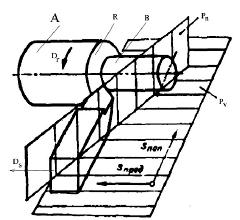
Рис. 5.11 Элементы движения в процессе резания: Dr – главное движение, Ds - движение подачи, Sпрод, Sпоп - продольная и поперечная подачи
Основных движений, осуществляющих процесс резания всего два: главное движение (ГД) и движение подачи. ГД служит для осуществления самого процесса стружкообразования, т.е. для деформирования поверхностного слоя материала заготовки, а движение подачи - для осуществления последовательного удаления припуска по всей обрабатываемой поверхности (рис.5.11).
Режимом резания является совокупность значений скорости резания V, подачи S, и глубины резания t.
Скорость резания V - путь перемещения точки режущего лезвия относительно поверхности резания в единицу времени, т.е. V= nDn / 1000
(м/мин), где D - диаметр обрабатывавмой поверхности, мм; n - число обороточении заготовки в минуту.
Подача S - отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи к соответствующему числу циклов или определённых долей цикла другого движения резания. Для токарной обработки S измеряется в мм/об; для строгания в мм/дв.ход; для фрезерования в мм/зуб. При точении бывают продольное (вдоль линии центра станков), поперечное (перпендикулярно линии центров) и наклонное движения подачи.
Глубина резания t - расстояние между обрабатываемой и обработанной поверхностями, в направлении, перпендикулярном к последней. При наружном обтачивании t = (D - d)/2, где D и d - диаметры обрабатываемой и обработанной поверхностей.
Технологические операции обработки деталей резанием по точности и чистоте делятся на предварительные и финишные.
Операции предварительной обработки обусловлены невысокой точностью формы и размеров заготовок, поставляемых в цеха механической обработки. К предварительным операциям относятся токарная обработка, сверление, фрезерование, строгание, протяжка и шлифование.
К финишным относятся операции, завершающие техпроцесс механической обработки деталей. Финишные операции – это специальные, сравнительно дорогостоящие виды обработки, обеспечивающие высокие параметры обрабатываемых деталей, большую точность размеров и высокую чистоту поверхности. Это тонкое шлифование, притирка, полирование и др.
Рассмотрим наиболее распространенные предварительные операции.