

4.3 Типы производства, их технико-экономическая характеристика
Тип производства определяет построение и степень детализации разработки техпроцесса (рис.4.4).
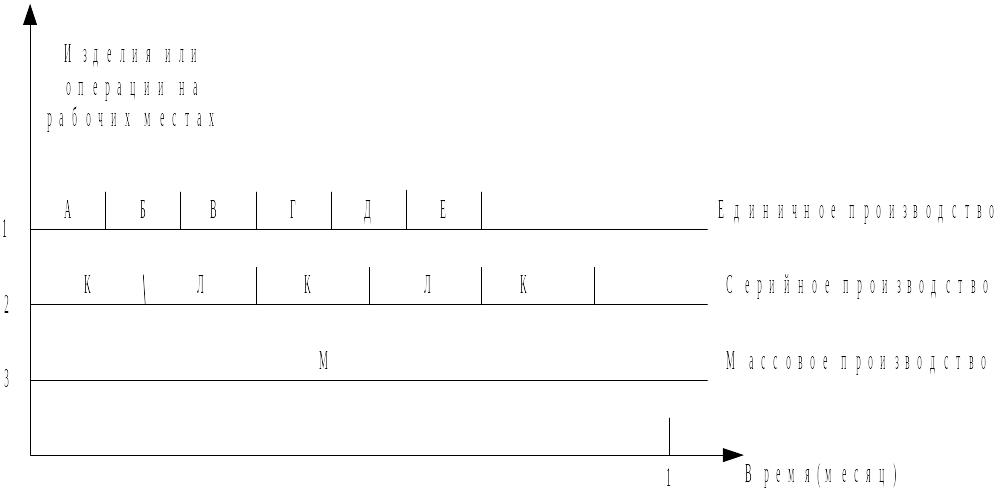
Рис. 4.4 Типы производства
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малой программой выпуска. ТП либо вообще не повторяются, либо повторяется через неопределенное количества времени. При единичном производстве применяется нормализованный или универсальный измерительный инструмент, универсальное оборудование и приспособления. Техпроцесс либо совсем не разрабатывается, либо разрабатывается только маршрутный. Это приводит к концентрации операций на одном рабочем месте и использование высокой квалификации рабочих. Разновидностью единичного производства является опытное производство. Оно отличается тем, что применяется специальная оснастка, которая является прототипом для серийного производства. Себестоимость изготовления изделия высокая.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовленных периодически повторяющимися партиями и сравнительно большим объемом N выпуска. В зависимости от номенклатуры и N применяется как универсальное, так и специализированное оборудование, в отдельных случаях специальное. Применяются также и специальный рабочий и измерительный инструмент. ТП разрабатывается детально, тщательно.
В зависимости от количества изделий в партии или серии и коэффициента закрепления операций
Кз.о.= Q / P , (26)
где Q - количество операций,
P-количество рабочих мест или оборудования.
При Кз.о. > 40 – единичное производство
от 20...40 - мелкосерийное.
от 10...20 - среднесерийное,
от 1...10 - крупносерийное производство.
Массовое производство характеризуется узкой номенклатурой и большой программой выпуска, непрерывным изготовлением в течение длительного времени на одних и тех же местах одни и те же операции. Применяется специализированное и специальное оборудование, расставленное в соответствии с техпроцессом, т.е производство по методу дифференциации операций. Используется специальный и нормализованный инструмент. Себестоимость процесса наименьшая. Проводится тщательная разработка техпроцесса.
Таблица 4.2 наглядно демонстрирует различия в характеристиках трех типов производства.
Таблица 4.2
Классификационная категория производства
Характеристика |
Единичное |
Серийное |
Массовое |
Номенклатура и объем выпуска |
Неограниченная номенклатура деталей, изготавливаемых по заказу |
Широкая номенклатура деталей, изготовляемая партиями |
Узкая номенклатура деталей, изготовляемых в больших количествах |
Повторяемость выпуска |
отсутствует |
периодическая |
постоянная |
Расположение оборудования |
По группам однородных станков |
По группам для обработки конструктивно и технологически однородных деталей |
По ходу техпроцесса обработки |
Оборудование, оснастка |
универсальное |
универсальное, специализированное |
специальное, поточные линии |
Квалификация рабочих |
высокая |
средняя |
низкая |
Уровень механизации |
низкий |
сравнительно высокий |
высокий |
Стоимость изделия |
высокая |
средняя |
ниже |
Коэффициент закрепления операций |
Более 20 |
20-1 |
Менее 1 |