

4.2 Понятие техпроцесса и его структура
Технологический процесс (ТП) - часть производственного процесса непосредственно связанная с изменением формы, свойств (состояния) материала, шероховатости или взаимного расположения элементов при сборке изделия.
Классификация тп по применяемости.
Согласно ЕСТД (ГОСТ 3.1109-74) различают:
Временный ТП - применяется временно из-за отсутствия оборудования или при аварии.
Проектный ТП - выполняется по рабочей технологической документации.
Единичный ТП - относится к изделию одного наименования
Типовой ТП - относится к группе изделий
Стандартный ТП - процесс установленный стандартом
Перспективный ТП - предстоит освоить
Маршрутный ТП, Операционный ТП - по степени детализации
Маршрутная технология устанавливает последовательность операции.
4.2.1 Структура технологического процесса
Техпроцесс разбивается на операции (рис.4.2).
Технологическая операция - законченная часть ТП, выполненная на одном рабочем месте над деталью или сборочной единицей при неизменном составе исполнителя.
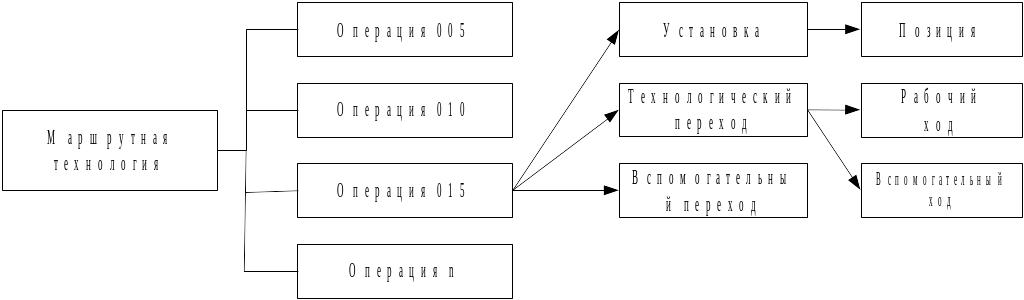
Рис.4.2 Структура технологического процесса
Установ - часть операции, выполняемой при одном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
П
Технологический переход - это законченная часть технологической операции, которая характеризуется неизменностью сборочных поверхностей и инструмента при обработке или сборке. Изменение какого-либо из указанных факторов определяет новый переход.
Вспомогательный переход - это законченная часть технологической операции, состоящей из действий людей или оборудования, которое не сопровождается изменением формы, размеров и шероховатости поверхности, и необходимые для выполнения технологического перехода. Например: установка, съем детали, замена инструмента поворот в приспособлении.
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, шероховатости поверхности или свойств заготовки.
Вспомогательный ход – часть технологического перехода, необходимого для выполнения рабочего хода, но несопровождаемого изменением формы, шероховатости поверхности или свойств заготовки, т.е возвращения инструмента в исходное положение.
4.2.2 Основные требования, предъявляемые к техпроцессам
Главное требование к техпроцессам - обеспечивать надежное, устойчивое выполнение всех требований чертежа, технических условий при минимальной себестоимости и высокой производительности труда. Существуют технические и экономические требования.
Технические требования:
Прочность изделия
Точность размеров, формы и веса деталей
Шероховатость поверхности
Достаточная износоустойчивость и коррозионная стойкость
Заданная надежность и стабильность параметров во времени
Сохранение качества материалов во времени
Экономические требования:
1.Заданный объем выпуска N(шт);
2. Минимальные затраты труда и максимальная производительность
![]() (25)
(25)
Фр - фонд рабочего труда действительный;
Т шт./ед.вр - количество единиц изделий в единицу времени;
3. Сокращение сроков подготовки производства;
4. Минимальный цикл производства изделий;
5. Минимальные производственные площади.
Для определения наиболее рационального техпроцесса составляются конкурирующие варианты. Обычно определяющим фактором является экономичность (рис.4.3).
S
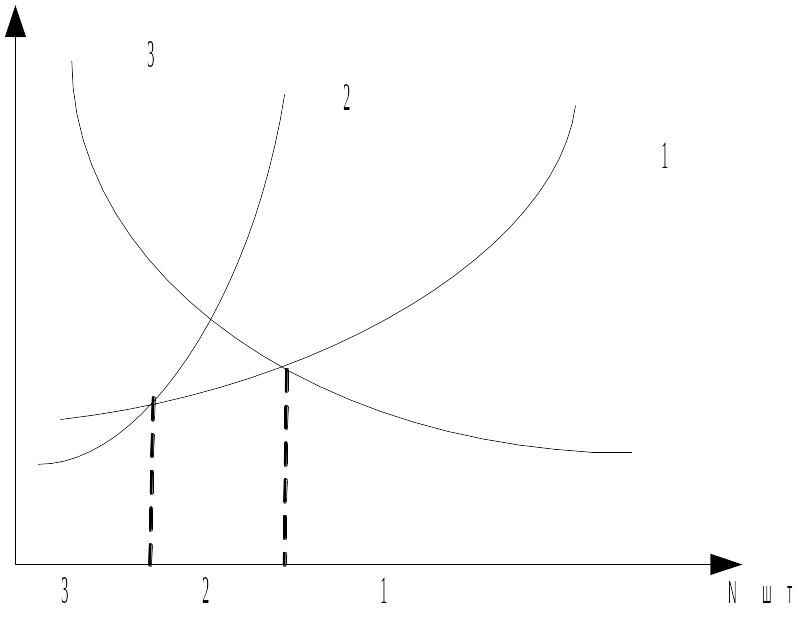
Рис. 4.3 Пример оптимального выбор техпроцесса
S – себестоимость работ, N – программа выпуска.
При большой программе выпуска N в данном примере лучший вариант 1, а при меньшей программе выпуска – 2, 3.
Имеются и исключения: иногда технические требования могут доминировать над экономическими.