

2.6 Планирование технической подготовки
Техническая подготовка производства является объектом внутризаводского планирования и представляет собой в определенной мере детализацию и конкретизацию планов технического и организационного развития производства.
Разработка плана технической подготовки производства является органической частью долгосрочного и среднесрочного планирования. В долгосрочном плане определяются основные направления и стадии технической подготовки, сроки ее начала и окончания с разбивкой по видам работ, конкретным исполнителям, источникам и объектам финансирования. В годовые планы входят те стадии и виды работ, которые должны выполняться в течение планируемого года.
Исходными данными для планирования технической подготовки производства служат: задания плана технического развития предприятия; нормативы для определения состава и объема работ, их продолжительность по всем этапам технической подготовки.
В организации планирования технической подготовки производства существенную роль играют нормативы технической подготовки производства.
Среди нормативов необходимо различать: объемные нормативы, нормативы объема работ по подготовке производства в натуральном выражении и нормативы трудоемкости этих работ.
Данные нормативы носят локальный характер, поскольку для их разработки необходимо проводить анализ и обобщение отчетных данных освоения новых изделий на конкретном предприятии с учетом специфики его функционирования и экономического состояния.
Объемные нормативы дают основание рассчитать в натуральном выражении объем работ по технической подготовке. Эти расчеты основываются на таких показателях, как число технологических операций, объем чертежной и технической документации, число оригинальных деталей и их сложность в изготовлении.
Нормативы трудоемкости работ технической подготовки производства определяются по нормам, отражающим опыт конструирования изделий и проектирования технологических процессов не только на данном предприятии, но и в отрасли, на предприятиях-смежниках, предприятиях-конкурентах.
В процессе планирования нередко ставятся задачи сокращения сроков технической подготовки с целью ускорения реализации достижений науки и техники в производстве, сокращения затрат на осуществление технической подготовки и повышения качества работ.
На практике с целью сокращения сроков подготовки используется метод параллельного и параллельно-последовательного ведения работ. В этом случае работы, например, второй стадии начинаются раньше, нежели заканчивается первая, а третьей стадии – раньше, чем заканчивается вторая, и т.д. В результате совмещения разных стадий проектирования общий цикл подготовки резко сокращается.
В организации работ по созданию и освоению новой техники и технологии важное место занимает использование наглядных графических изображений – сетевых графиков. Они состоят из двух элементов: работ и событий. События представляют собой начало или окончание каждого вида работ, которые можно четко зафиксировать в начальной и конечной стадиях. Исходным событием называется момент начала первых работ, связанных с подготовкой и реализацией запланированного мероприятия.
На графике события обозначаются кружками с указанными в них номерами, работы – стрелкой, соединяющей последовательно связанные события. Продолжительность работы обозначается не длиной стрелки, а числом единиц времени, которое указывается над стрелкой (обычно это число дней или месяцев). Снизу под стрелкой часто указываются затраты на проведение работ (рубли, человеко-дни). Полный путь в сетевом графике – это непрерывная последовательность взаимосвязанных работ и событий, ведущая от начального к конечному событию.
Сетевой график позволяет наиболее рационально построить ход выполнения работ, установить строгую последовательность и очередность в выполнении всех необходимых операций и действий. С помощью сетевого графика можно с достаточной точностью определить сроки свершения каждого события и, следовательно, срок достижения результатов завершающего события. Кроме того, применяя сетевой график, можно оптимизировать сроки выполнения завершающего события, выявить и определить влияние различных факторов на сокращение срока каждого мероприятия, организовать контроль, наблюдение и управление действиями отдельных исполнителей(рис.2.2).
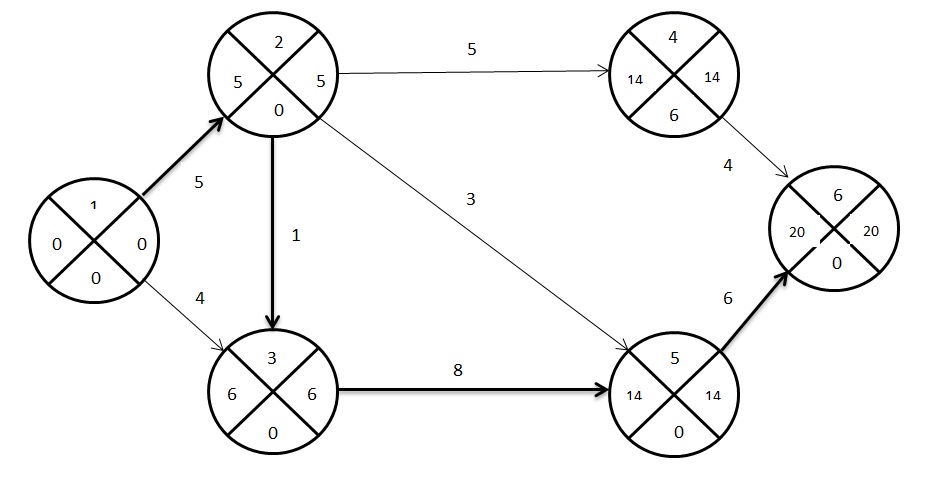
Рис. 2.2 Пример простой сетевой модели