

5.3 Коксохимическое производство
Коксование угля сочетается с глубокой переработкой коксохимического сырья. На производстве имеется единственная в России установка по получению чистых веществ пиридинового и хинолинового рядов, а также отделение по производству инденкумароновых смол. Впервые в стране освоено производство крупнокристаллического сульфата аммония бессатураторным методом.
5.4 Доменное производство
Доменные печи НТМК специализированы на выплавке двух видов чугуна: передельного и природно-легированного ванадиевого чугуна. Отработана уникальная технология выплавки чугуна в печах большого объема с низким содержанием кремния (0,15 %), титана (до 0,20%) и высоким содержанием ванадия (до 0,55% ), что позволяет получать ванадиевый шлак высокого качества в конвертерном цехе.
Новые технологии
Разработана и внедрена технология использования стального конвертерного шлака, с целью утилизации железа, свободного оксида кальция, оксида магния и оксида марганца без ухудшения технико-экономических показателей работы доменных печей и увеличением содержания ванадия в чугуне.
Применение неформованных огнеупоров. На литейных дворах доменных печей комбината впервые в России внедрен комплекс мероприятий по использованию вместо пекосодержащих экологически вредных материалов менее опасных и более стойких неформованных огнеупоров.
Футеровка главных желобов на всех доменных печах выполнена совместно с ОАО "Динур" разработанными наливными бетонами. Расход массы составляет менее 250грамм на тонну пропущенного чугуна. Через первый главный желоб пропущено более двух с половиной миллионов тонн чугуна, при шести промежуточных ремонтах методом подливки изношенных участков футеровки.
Использование наливных футеровок для главных желобов позволило уменьшить:
количество ремонтов желобов;
расход огнеупорных масс;
удельные затраты по огнеупорным материалам на тонну чугуна.
Совместно с ОАО "Динур" разработана технология и внедрены леточные массы кремнеземистого состава, что позволило заменить углеродсодержащие массы и улучшить условия труда.
Футеровка футляров чугунных леток выполняется с использованием наливного бетона. Новая технология позволила заменить технологию ручного трамбования брикетов из канцерогенносодержащих углеродистых материалов и повысить стойкость в сотни раз.
5.5 Сталеплавильное производство
Конвертерный цех - конвертерное отделение
Переработка ванадиевого чугуна в конвертерном цехе осуществляется по двухстадийной схеме ("дуплекс-процесс") с получением стали, микролегированной ванадием, и товарного ванадиевого шлака с содержанием 16-28% V2O5.
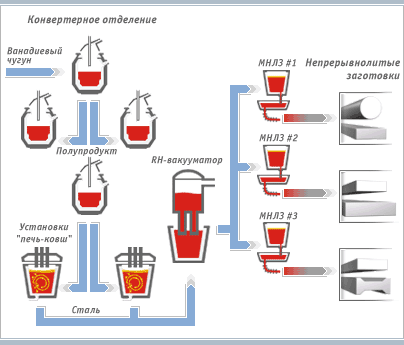
На первой стадии процесса проводится деванадация с получением ванадиевого шлака и углеродистого полупродукта с содержанием 3,0% С, 0,03% V и минимальным остаточным содержанием примесей (кремния, марганца, титана, фосфора и серы ).
Технология переработки ванадиевого чугуна характеризуется низкими температурами процесса, что достигается путем присадки в конвертер охладителя (прокатная окалина). Степень перехода ванадия из чугуна в шлак превышает 85%. На второй стадии, в другом конвертере, проводится продувка углеродистого полупродукта на сталь малошлаковым процессом с использованием до 8-10 % чистого от примесей оборотного металлолома.
В результате двухстадийной технологии переработки чугуна в конвертерном цехе выплавляется первородная сталь без внесения каких-либо нежелательных примесей из металлолома. При переработке обычного передельного чугуна конвертерная сталь выплавляется традиционным LD- процессом.
Новые технологии
Технология нанесения шлакового гарнисажа на футеровку конвертера позволяет повысить стойкость футеровки конвертеров.
В конвертерном производстве комбината разработана и внедрена технология нанесения гарнисажа шлаком, сформированным в процессе плавки, на футеровку конвертера после слива стали путем раздува шлака азотом.
Использование данной технологии позволило повысить стойкость футеровки конвертеров в 2001 году, в сравнении с 2000 годом, на 50%.
Применение огнеупоров. Разработана схема футеровки стальковшей, позволяющая в условиях комбината с малой толщиной футеровки снизить тепловые потери через нее при использовании периклазоуглеродистых огнеупоров.
Внедрены ремонтные массы для восстановления локальных повреждений футеровки с использованием специального стенда поворота ковша.
Разработана конструкция стыковочной воронки погружного стакана с дозатором. Новое решение обеспечивает плотную стыковку стаканов и позволяет оперативно ликвидировать подтеки металла в случае их появления
Конвертерный цех - Отделение внепечной обработки
Обработка стали на установках "печь-ковш" позволяет:
|
обеспечить однородность химического состава и температуры стали в ковше; |
|
обеспечить серийную разливку металла на МНЛЗ; |
|
снизить расход ферросплавов. |
Вакуумирование. Флокеночувствительные стали (рельсовая, колёсобандажная, трубные и др.) для снижения содержания водорода, азота и кислорода, обеспечения чистоты стали по неметаллическим включениям подвергаются вакуумированию на RH-вакууматоре. Предусмотрена продувка аргоном в сталеразливочном ковше и модифицирование порошковой проволокой после вакуумирования. Содержание газов в стали после обработки [Н] - менее 1,5 ppm, активный [О] - 8,0 - 8,5 ppm.
Новые технологии
Модифицирование и микролегирование стали промежуточными продуктами ванадиевого передела методом прямого восстановления ванадия, что позволяет получить металлопрокат из рядовых марок стали, с высокими механическими и эксплуатационными свойствами, аналогичными прокату из низколегированных марок стали.
Отработана технология производства сталей с низким содержанием примесей (P<0,010%, S<0,005%).
Вакуумуглеродное раскисление с целью снижения расхода ферросплавов, а так же снижения содержания газов и неметаллических включений в стали.
Нитридное упрочнение стали за счет введения в металл азота, что дает возможность получать стали для использования в области низких температур (ниже -60°С).
Конвертерный цех - Отделение непрерывной разливки стали
Конвертерная сталь разливается непрерывным способом на трёх машинах непрерывного литья заготовок (МНЛЗ) комбинированного типа с получением заготовки:
МНЛЗ № 1 (четырёхручьевая) |
|
|
отливка колёсобандажного металла в заготовки круглого сечения диаметром 430 мм , рельсового металла и стали марок специального назначения ( шарикоподшипниковых, легированных и т.д.) в заготовки прямоугольного сечения 300х360 мм. |
МНЛЗ № 2 (комбинированная двух- и четырёхручьевая) |
|
|
отливка слябовых заготовок максимальным сечением 240х1515 мм и блюмовых заготовок сечением 240х440 мм для производства трубной заготовки. |
MНЛЗ №3 (двухручьевая) |
|
|
отливка фасонных заготовок сечением 530/395х165 мм для универсально-балочного стана. Кроме того , имеется возможность отливки прямоугольных заготовок максимальным сечением 200х550 мм. |
Новые технологии
Производство транспортного металла
Разработан качественно новый способ подвода металла в кристаллизаторы через безнапорные погружные стаканы специальной конструкции, обеспечивающий повышение чистоты стали. Разработан состав шлакообразующих смесей для разливки высокоуглеродистых марок стали. Разработаны температурно-скоростные параметры разливки и режимы охлаждения, позволяющие отливать непрерывно-литые заготовки для производства железнодорожных колес, бандажей и рельсов, не уступающих по качеству и эксплуатационным свойствам лучшим мировым аналогам. На сегодняшний день весь сортамент транспортного металла производится из непрерывнолитых заготовок.
Производство трубного металла, легированных марок стали и сталей специального назначения.
Разработаны технологические параметры разливки, включающие в себя материал и размеры огнеупоров металлопроводки, химический состав шлакообразующих смесей, температурно-скоростной режим разливки, режимы охлаждения, параметры настройки и работы МНЛЗ, позволяющие получать высококачественные непрерывно-литые заготовки. В настоящее время на комбинате производится более 40 марок стали трубного и специального назначения.
Производство фасонной заготовки
Впервые в России освоено производство непрерывно-литых заготовок сечением 530/395х165 мм, предназначенных для прокатки балок большого сечения (до 60Б). Разработаны технологические параметры разливки, включающие в себя материал и размеры огнеупоров металлопроводки, химический состав шлакообразующих смесей, температурно-скоростной режим разливки, режимы охлаждения, параметры настройки и работы МНЛЗ, позволяющие получать непрерывно-литые заготовки, отвечающие требованиям отечественных и зарубежных потребителей. Разработан стандарт на макроструктуру непрерывнолитой балочной заготовки СТО АСЧМ-34-2002. Технология производства металла транспортного, трубного и специального назначения, а также отливки на МНЛЗ фасонных заготовок разработана специалистами комбината и защищена патентами Российской Федерации.
Производство осевой заготовки
Впервые в России на ОАО "НТМК" разработана и внедрена технология изготовления осевой заготовки из вакуумированного непрерывно-литого металла. На ГУП "Уралвагонзавод" изготовлена опытная партия осей из НЛЗ, которые прошли лабораторные, стендовые и полигонные испытания во ВНИИЖТ Испытания показали высокое качество осей нового поколения. По результатам испытаний разработаны и утверждены технические условия - ТУ 3100-109-01124238-2000 "Оси черновые (заготовки профильные) из непрерывно-литого металла". Заключен контракт и поставлена опытная партия осевых заготовок в Швецию.