

3.3 Составляем ведомость оборудования (таблица 2.1)
Таблица 2.1 – Ведомость оборудования
№ операции |
Наименование и модель оборудования |
Принятое количество оборудования, шт |
Стоимость оборудования, тыс. руб. |
Суммарная мощность электродвига-телей, в кВт |
Габаритные размеры (длина, ширина, в м) |
Масса, в т |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
005 |
Плоскошлифовальный 5-ти шпиндельный станок модели Ра-5 |
|
680 |
3 |
3×1,6 |
3,4 |
010 |
Вертикально- протяжной станок модели 7С-720Д |
|
610 |
9 |
2,2×1,8 |
4,4 |
015 |
Агрегатно-сверлильный станок Модели 5А-897 |
|
320 |
5,5 |
3,1×2,7 |
4,2 |
020 |
Вертикально- протяжной станок модели 776Д |
|
510 |
5,5 |
1,9×1,6 |
3,2 |
025 |
Вертикально- протяжной станок модели 767 |
|
490 |
3 |
1,7×1,6 |
2,9 |
030 |
Агрегатный, вертикально-сверлильный станок модели 5А-898 |
|
430 |
3 |
2,6×2,8 |
3,3 |
035 |
Агрегатно-сверлильный станок модели 2ХА-1406 |
|
390 |
3 |
1,8×1,6 |
2,1 |
040 |
Специальный, вертикально-фрезерный станок модели 5А-899 |
|
570 |
5,5 |
2,7×1,9 |
3,8 |
045 |
Плоскошлифовальный станок модели 3772 |
|
860 |
5,5 |
4,1×2,7 |
4,7 |
050 |
Моечная машина конвейерного типа |
|
160 |
1,5 |
1,6×1,4 |
1,1 |
Итого |
13 |
5020 |
49 |
- |
- |
|
3.4 Определение времени выполнения задания
Определение времени, необходимого для выполнения задания на каждой операции:

где
 -
период установленного регламента.
-
период установленного регламента.
Учитывая,
что обрабатываемая деталь мелкая и для
размещения заделов не требуется
значительных площадей, принимаю период
установленного регламента линии равным
длительности полсмены, т.е.

Тогда









3.5 График-регламент работы оборудования поточной линии
График регламент представлен на рисунке 1
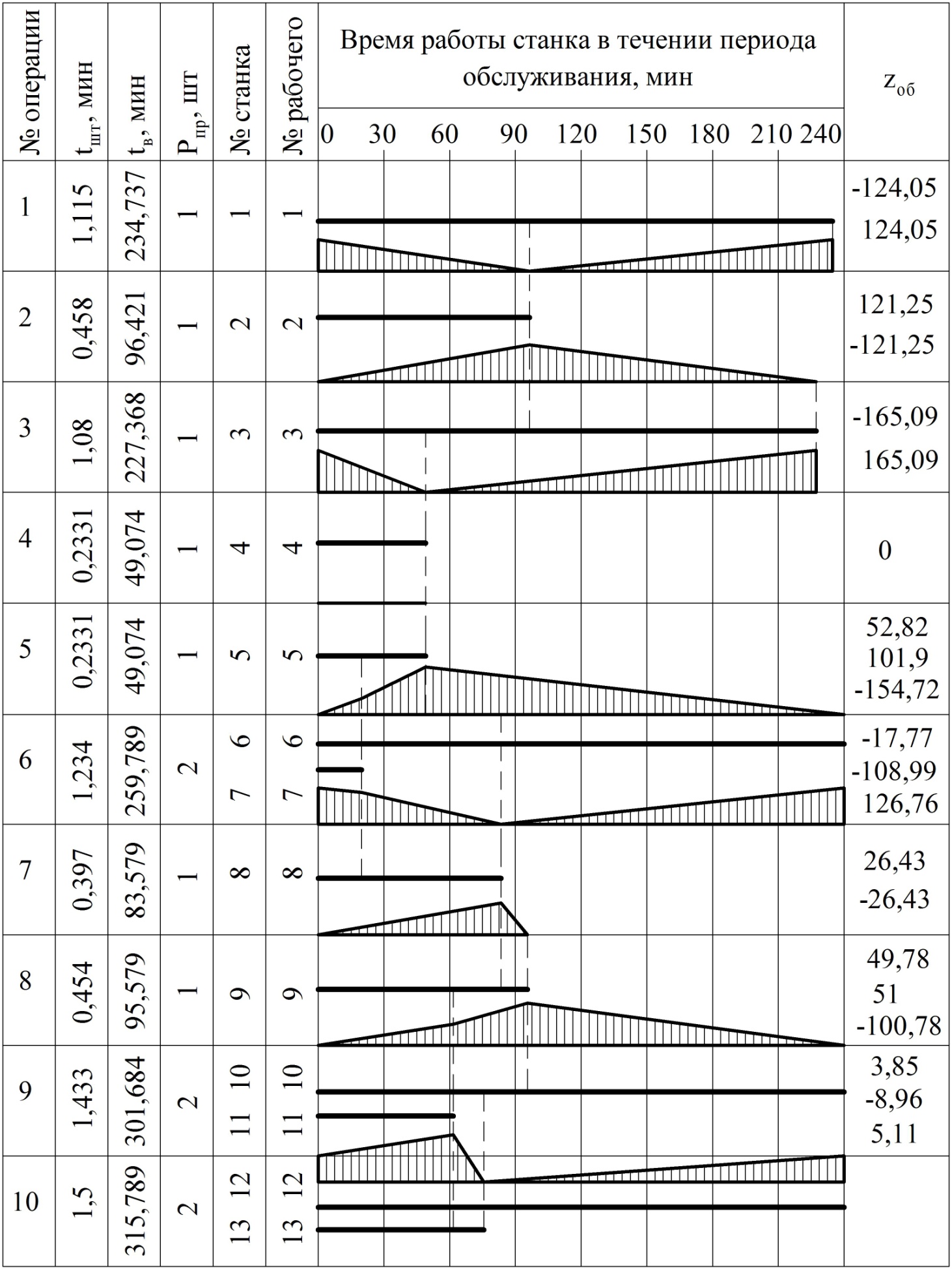
Рисунок 1- График-регламент работы оборудования поточной линии
3.6 Расчёт межоперационных оборотных заделов и построение эпюр их изменения
Для
расчёта и построения эпюр межоперационных
оборотных заделов определяется количество
и величина периодов с неизменным числом
работающих станков на смежных i-ой
и j-ой
операциях
 .
.
Количество и величина определяется по графику-регламенту.
После определения для каждой пары смежных операций рассчитывается размер максимального оборотного задела в каждый период по формуле:
где - к-ый период неизменного количества одновременно работающих станков на смежных i-ой и j-ой операциях, мин/станок,
 ,
,
 – принятое количество станков работающих
в период Тк
на
этих операциях,
– принятое количество станков работающих
в период Тк
на
этих операциях,
,
 – норма штучного времени данных смежных
операций, мин/шт.
– норма штучного времени данных смежных
операций, мин/шт.




















