

5. Расчёт усилия зажима
Для обеспечения надежного закрепления детали при обработке необходимо, чтобы с помощью зажимных элементов и устройств базовые поверхности детали были бы прижаты к опорным элементам.
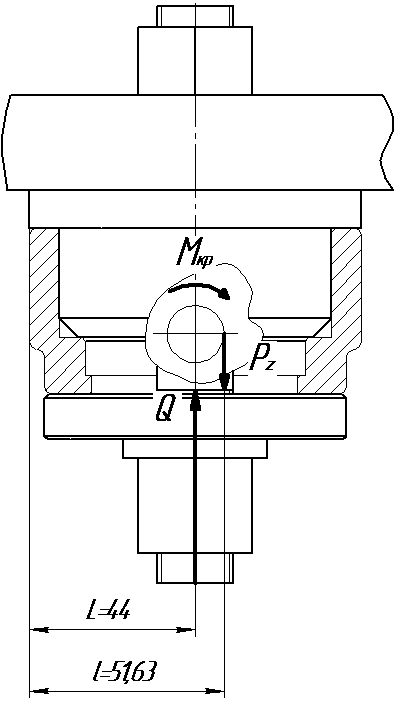
Рисунок 5.1 – Схема к расчету усилия зажима
В процессе обработки из-за погрешностей заточки сверла, т.е. смещения перемычки от оси вращения сверла, будет возникать усилия, приводящие к сдвигу детали в момент начала сверления. Кроме того, если деталь при обработке не будет закреплена усилием, приложенным к поверхности детали, которая не обрабатывается, то крутящий момент от сил резания приведет к вращению детали вместе с обрабатывающим инструментом.
При выполнении сверления, зенкерования и развертывания будут возникать крутящие моменты и осевые силы [8]. Так как обработка отверстий ведется последовательно, то следует определить наибольшее значение моментов и осевых сил. В данном случае следует рассмотреть сверление отверстия Ø15,25 мм, так как при этом возникает наибольшее значение мощности резания (Nрез=1,4 кВт).
Рассчитаем силу зажима детали, для чего составим уравнение действия на заготовку момента резания и сил зажима и реакций опор
![]()
где l – расстояние от точки приложения силы резания до опоры, 51,63 мм; L- расстояние от точки приложения силы зажима до опоры, 44 мм; kзап – коэффициент запаса, рассчитывается применительно к конкретным условия обработки, 3,51.
Коэффициент запаса определяется по формуле
![]()
Где k0 - постоянный коэффициент запаса; k1 - коэффициент, учитывающий состояние поверхности заготовки; k2 - коэффициент, учитывающий влияние сил резанья от прогрессирующего затупления режущего инструмента; k3 - коэффициент, учитывающий влияние сил резанья при обработке прерывистых поверхностей на заготовке; k4 - коэффициент, учитывающий постоянство зажимной силы; k5 - коэффициент, учитывающий удобство расположения рукояток в ручных зажимных устройствах; k6 - коэффициент, учитываемый при наличии моментов, стремящихся повернуть обрабатываемую заготовку вокруг оси.
Таким образом, сила зажима определится как
![]() Н.
Н.
Рассчитаем усилие, обеспечиваемое выбранным зажимным устройством - гайкой 7003-0306 ГОСТ 8918-69 с быстросменной шайбой 7019-0499 ГОСТ 4087-69. Усилие, развиваемое устройством, определяется по формуле:
![]() Н
Н
Где P - сила, прилагаемая к рукоятке ключа; l - длина рукояти ключа; rср - средний радиус резьбы; α - угол подъёма резьбы; φ1 - приведенный угол трения в резьбе; f1 - коэффициент трения на опорной поверхности гайки; ψ - параметр, вычисляемы по формуле

Где k=D/D0; D - наибольший диаметр опорной поверхности гайки; D0 - диаметр отверстия для болта в шайбе.
Из расчёта получаем Q1 = 14771,58 H, что больше необходимого Q = 14443,6877 Н, таким образом делаем вывод, что используемое зажимное устройство обеспечивает необходимое усилие зажима.