

2.2 Сварные соединения и швы
Сварное соединение — это неразъемное соединение, выполненное сваркой. Сварные соединения могут быть стыковыми, угловыми, тавровыми и нахлесточными (рис. 1).
Стыковым называется сварное соединение двух элементов, расположенных в одной плоскости или на одной поверхности.
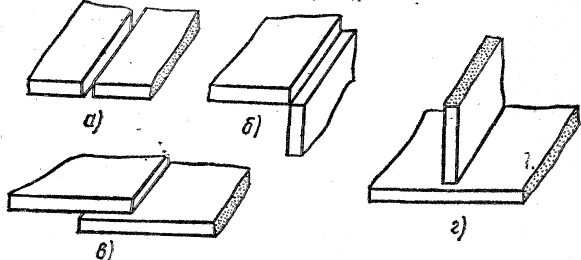
Рис. 1. Сварные соединения:
а - стыковое, б —. угловое, в — нахлесточное, г — тавровое
Угловым называется соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их .краев.
Нахлесточным называется сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга.
Тавровым называется сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом приварен торцом другой элемент.
Часть конструкции, в которой сварены примыкающие друг к другу элементы, называется сварным узлом.
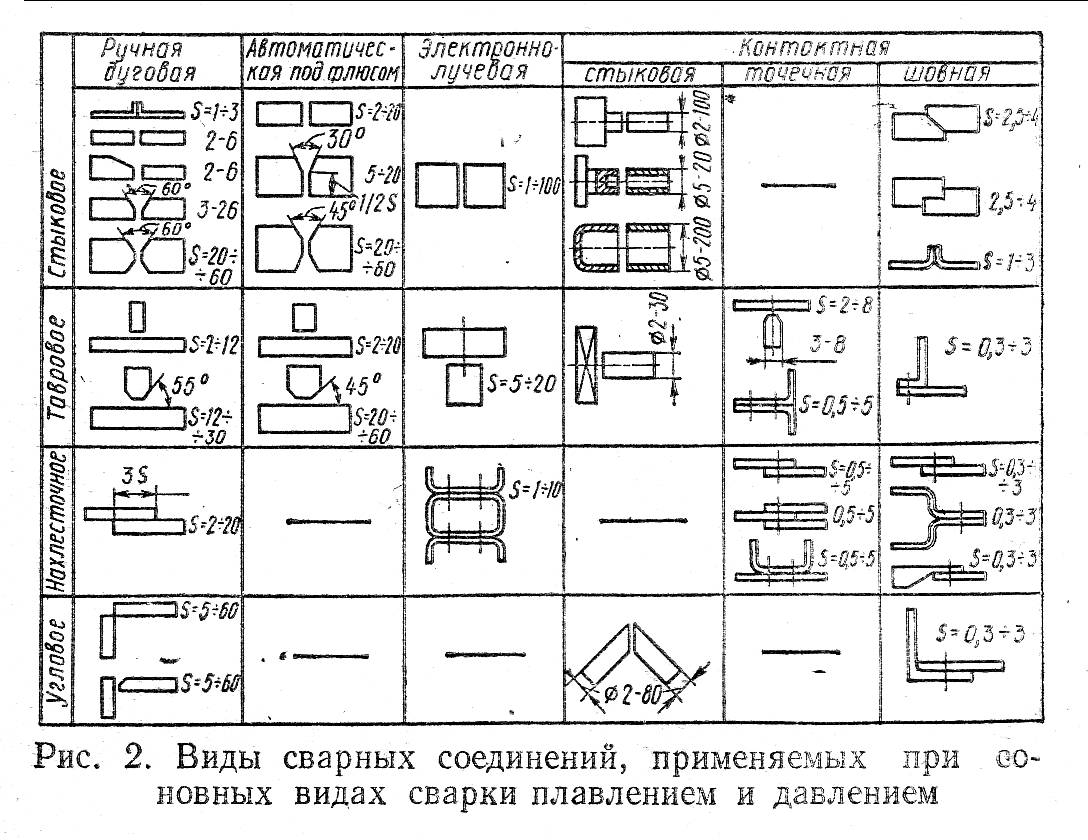
Примеры сварных соединений, применяемых при основных видах сварки плавлением и давлением, приведены на рис. 2,
Сварной шов—участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны.
Часть сварного шва, находящаяся при сварке в жидком состоянии, называется сварочной ванной,
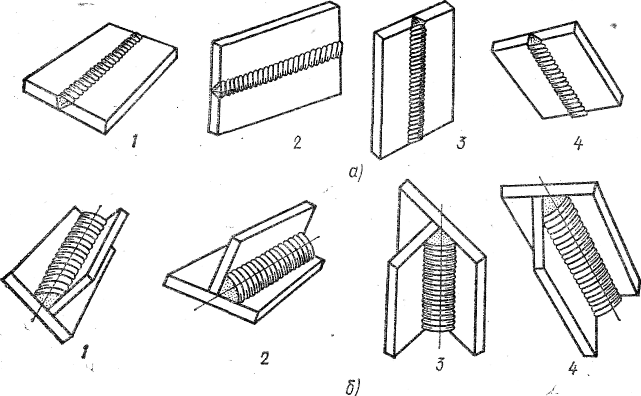
Сварные швы могут быть стыковыми и угловыми (рис. 3). Стыковой шов — сварной шов стыкового соединения.
Угловой шов — сварной шов углового, таврового и нахлесточного соединений.
Сварные швы могут быть непрерывными, прерывистыми, одно - и многослойными, одно- и двусторонними. Сварные швы, применяемые для фиксации взаимного расположения, размеров и формы собираемых под сварку элементов, называются прихватками.
На рис. 4 показаны основные положения швов в пространстве.

Сварные швы: а - стыковые, 6 - угловые
Для качественного формирования сварного шва делают подготовку кромок под сварку. Элементы геометрической формы подготовки кромок под сварку. а) — угол разделки кромок α, угол скоса одной кромки β, зазор между стыкуемыми кромками в притупление кромки, т. е. нескошенная часть торца кромки с.
Элементы геометрической формы сварного шва (рис. 5, б) — ширина шва е, глубина провара h, усиление (ослабление) шва q,
В зависимости, от конструктивных особенностей изделия и вида сварки к подготовке и сборке деталей предъявляют различные требования,
Пространственное положение сварных швов:
а —- стыковые, б — угловые; 1 — нижнее положение, 2 — горизонтальное, 3 — вертикальное, 4 — потолочное
Государственные стандарты регламентируют основные типы и конструктивные элементы швов сварных соединений: ГОСТ 5264— 69 — для ручной дуговой сварки; ГОСТ 8713—70 — для автоматической и полуавтоматической сварки под флюсом; ГОСТ 14771—76 — для дуговой сварки в защитных газах; ГОСТ 15164—78—для электрошлаковой сварки; ГОСТ 15878—70 — для контактной сварки и др.
ГОСТ 2.312—72 «Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений» устанавливает графическое изображение и обозначение сварных швов.

Элементы геометрической формы
подготовленных кромок под сварку (а)
и выполненного шва (б)
ТЕРМИЧЕСКИЕ ИСТОЧНИКИ ЭНЕРГИИ ПРИ СВАРКЕ