

13.1. Подводная электродуговая резка
Электродуговая резка основана на выплавлении и частичном сгорании металла под воздействием мощного концентрированного тепла электрической дуги.
 а
а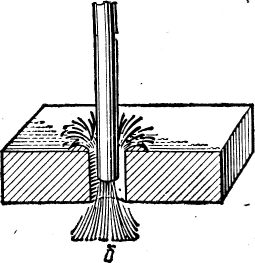
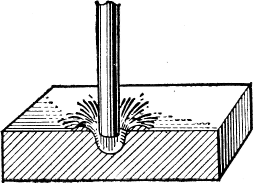
Прорезание сквозного отверстия электрической дугой: а — начало резки; б — окончание резки
Резка под водой может осуществляться тем же оборудованием, что и сварка. Выполняется она на переменном и постоянном токе. На постоянном токе применяется прямая полярность (минус — на электроде, плюс — на основном металле). Это приводит к выделению большого количества тепла в полости реза, что дает возможность разрезать металл большей толщины, чем на переменном токе. При обратной полярности (плюс на электроде) сильно снижается производительность резки и исключается возможность резания металла большой толщины.
Для дуговой резки могут использоваться металлические и неметаллические (угольные) электроды. Обычно в подводных условиях дуговая резка производится стальными электродами со специальной обмазкой, которые обеспечивают устойчивость дуги за счет выделения большого количества газов из электродной обмазки. При горении дуги на конце электрода, как и при сварке, образуется выступающий козырек обмазки, который находится в расплавленной ванне разрезаемого металла. Образующиеся внутри козырька газы давят на расплавленный металл, и по мере углубления электрода в сварочную ванну расплавленный жидкий металл выжимается на поверхность, образуя вокруг отверстия валик, а затем происходит сквозное проплавление (прожигание) металла.
Расплавленный металл вытекает из полости реза под действием силы тяжести, выдувается струей газов и паров, создаваемой дугой, и удаляется движениями электрода.
Направлений резни
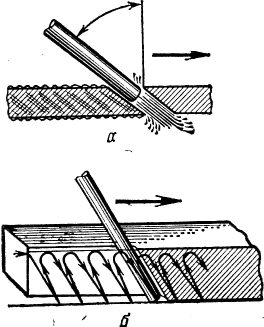
Электродуговая резка металла под водой: а — положение электрода при резке; б — схема движения электрода
и паров, создаваемой дугой, и удаляется движениями
электрода.
Резку дуговым способом рекомендуется начинать от кромки листа. Для этого сначала оплавляют нижний угол, а затем переходят к верхней поверхности листа. Если это не представляется возможным, то сначала прожигают отверстие, как это было указано выше, и от него ведут резку. Ширина реза при этом способе на 2... З мм больше диаметра электрода, включая обмазку.
При резке металла в нижнем положении электрод необходимо держать под углом 50 ... 70° в сторону, обратную направлению резки. Производя давление на электрод, медленно перемещают его от верхней поверхности металла к нижней. После того как электрод будет доведен до нижней поверхности, не обрывая дуги, быстро поднимают его к верхней и т. д., т. е. производят как бы пилообразные движения (рис. 52,6). Это особенно важно, если производится резка металла значительных толщин. Металл небольшой толщины (до 10... 15мм) можно разрезать с большой скоростью непрерывным прямолинейным перемещением конца электрода вдоль линии реза.
Резку вертикальных листов и конструкций производят в направлении сверху вниз при наклоне электрода к горизонту под углом 40... 50°. При таком положении обеспечивается лучшее удаление расплавленного металла. Резка, направленная снизу вверх, не дает хороших результатов, так как расплавленный металл затекает в полость реза и заплавляет его.
При горизонтальном резе на вертикальной плоскости электрод наклоняют на 30... 40° к горизонту.
Наиболее сложной является резка конструкций в потолочном положении, потому что расплавленный металл под действием силы тяжести стекает вниз, мешая работе водолаза. Угол наклона электрода в этом положении должен составлять 70... 75° к горизонту. Если есть- возможность, надо стремиться резать металл в нижнем положении, т. е. с верхней стороны.
Для резки металла под водой применяются электроды, изготовленные из малоуглеродистой катаной проволоки любой марки. Электрод должен быть омедненным и иметь стабилизирующее покрытие. Электрододержате-ли применяются ЭПС-2.
При дуговой резке силу тока выбирают так же, как и для дуговой сварки (см. гл. IV), но при К = 60... 80 А/мм. Следует отметить, что нет необходимости увлекаться увеличением силы тока. Практика показывает, что электродами диаметром 5 мм можно свободно разрезать металл толщиной более 50 мм, применяя силу тока 350...400А. Однако при использовании электродов диаметром 5 мм она не должна превышать 500 А (сведения о производительности электродуговой резки металла под водой см. в приложении 6).
Единственным преимуществом электродуговой резки является ее универсальность — возможность расчленения металла независимо от его свойств и химического состава.