

12.4. Приварка судоподъемных проушин
Судоподъемные проушины служат для крепления стропов при подъеме или постановке на ровный киль затонувшего судна. Они бывают грузоподъемностью 80 и 200 т. Судоподъемные проушины отличаются только размерами (80-тонная проушина имеет размер основного листа 500x500 мм, толщину 10 мм, 200-тонная — 700X700 мм, толщину 18 мм). Для приварки проушин в предварительно размеченных местах очищают корпус от обрастания, краски и ржавчины, затем снимают шаблон для придания проушине необходимой формы в соответствии с корпусом судна. Перед постановкой проушины в месте расположения нижнего края листа приваривается пруток для избежания сварки в потолочном положении. После подачи проушины к месту установки ее прижимают струбцинами или навешивают па шпильки, предварительно установленные на корпусе судна. После этого проушину прихватывают участками по 20...40мм, а затем приваривают обратноступенчатым швом по периметру основного листа. Приварки проушины грузоподъемностью 200 т производятся трехслойным швом, а 80-тонной — двухслойным. Первый слой наплавляется электродами диаметром 4 мм, второй — диаметром 5 мм. При наложении второго и третьего слоев необходимо следить за тщательным проваром и сплавлением смежных валиков друг с другом и с основным металлом.
Для лучшего прилегания основного листа к обшивке судна устанавливают электрозаклепки в имеющихся для этой цели восьми отверстиях, которые завариваются только в нижней их половине.
12.5. Постановка ребер жесткости на заплаты
Для того чтобы увеличить прочность заплат, поставленных на пробоины больших размеров, их подкрепляют ребрами жесткости.
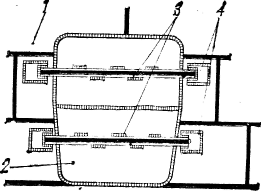
Постановка ребер жесткости на большую
приваренную заплату: / — кропус судна; 2 — заплата; 3 — ребра жесткости; 4 — опорные башмаки
Для этого используют тавровые балки или уголковое железо большого профиля (рис. 49). Чтобы удобнее было производить подгонку ребер по месту, к их концам предварительно приваривают планки толщиной б... 8 мм — опорные «башмаки». Концы ребер сначала приваривают к корпусу судна, а затем к заплате. Количество ребер жесткости зависят от размера заплаты.
12.6. Ремонт рулевых устройств корабля
Заделку пробоины в обшивке пера руля производят наложением заплат, изготовленных по шаблону погиби пера. Для плотного прижатия заплаты к перу в ней и в пере руля прорезают одно-два отверстия для стяжных болтов. Затем ее плотно притягивают к месту, ставят на прихватки и обваливают. Ввиду того что обшивка пера руля бывает тонкой, приварку следует вести на малых режимах тока электродами диаметром З...4мм. Заплаты по возможности надо располагать так, чтобы кромки их совпадали с ребрами пера руля. После наложения заплаты на перо руля (не имеющего какого-либо заполнителя) из него удаляют воду сжатым воздухом. С этой целью в верхней части пера приваривают штуцер с резьбой для присоединения продувного шланга, а в нижней — второй штуцер для выпуска воды. Вода отжимается из полости пера руля давлением воздуха. После отжатия воды подачу воздуха прекращают и сначала на нижний, а затем на верхний штуцеры навертывают глухие гайки.
Ремонт сломанного рудерпоста руля производят стыковой сваркой с разделкой кромок электрокислородной 90
резкой. При толщине бруса больше 25 мм делают одностороннюю разделку кромок под углом 45... 50°. После подготовки кромок водолаз-сварщик проверяет, не сместились ли подлежащие сварке части, прихватывает их, а затем сваривает. Сварка ведется многослойная наложением валиков, перекрывающих друг друга. Для придания большей прочности сваренному стыку на него приваривают дополнительные накладки.