

9. Дефекты сварных швов
При нарушении нормальных процессов сварки возможно появление различных дефектов в строении шва, которые снижают механические свойства шва и соединения, особенно их прочность, непрерывность и пластичность. По месту расположения в шве дефекты можно разделить на внешние и внутренние.
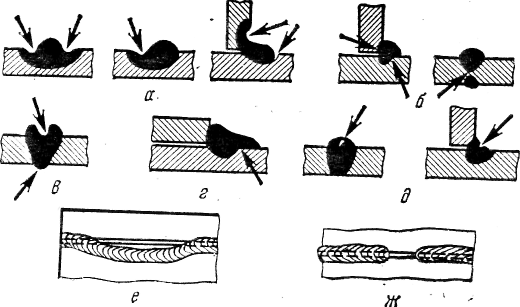
Наружные дефекты сварных швов:
а — подреты; б — непровар; в — прожог; г — наплыв; д — трещины; е — увод (смещение); ж — перерыв шва
Внешние дефекты — это несоответствие геометрических размеров шва (неравномерность шва по высоте и ширине), незаплавленные кратеры, пропуски в шве, подрезы, непровары, поры, прожоги, наплывы, увод шва в сторону и трещины, выходящие на поверхность. Появление внешних дефектов можно отнести за счет недостаточной квалификации исполнителя, а также трудностей работы в подводных условиях.
Подрезами (рис. 42, а) называются выемки (канав-' ки) в месте перехода основного металла к металлу сварного шва. Причинами подрезов являются сварка при повышенной силе тока и напряжении, неправильный угол наклона электрода к свариваемому изделию, несоответствие диаметра электрода или увеличенная скорость сварки. Подрезы устраняются наплавкой тонких (ниточных) швов электродами малых диаметров. -
Непроварами (рис. 42,6) называются несплавление между отдельными валиками, основным и наплавленным металлом и незаполнение металлом расчетного сечения шва. Причинами непроваров могут быть: малый угол скоса, завышенное притупление (или его отсутствие), загрязнение кромок, недостаточная сила сварочного тока, чрезмерная скорость сварки.
Прожоги (рис. 42, в) образуются в результате превышения номинальных значений силы сварочного тока, зазора между свариваемыми кромками, а также в результате малого притупления кромок и снижения скорости сварки. Место прожога нужно хорошо зачистить от натеков металла и заварить, но предварительно следует устранить причины, вызвавшие прожог.
Наплывом (рис. 42, г) называют излишне наплавленный металл около кромок, наплывший в процессе сварки на основной металл. Наплывы скрывают непровары верхней части кромок, трещины и другие дефекты/ поэтому их следует удалять.
Трещины (рис. 42,д). Возникновение трещин связано с химическим составом основного и наплавленного металла, а также со скоростью охлаждения сварного соединения. На образование трещин влияет температура окружающей среды (чем ниже температура, тем больше вероятность образования трещин). При сварке низкоуглеродистых сталей трещины встречаются сравнительно редко.
Поры образуются в шве вследствие перенасыщения расплавленного металла сварочной ванны газами. Образованию пор способствуют: наличие ржавчины на кромках деталей и присадочном материале, попадание влаги в зону сварки (отсыревшее покрытие электродов н др,).
Все обнаруженные дефекты необходимо устранять, делая вырубку дефектного участка с последующей его заваркой. При уводе шва в сторону ;от основной линии сварки этот дефект можно устранить наложением нескольких параллельных валиков с таким условием, чтобы один перекрывал другой на 1(/3 сечения. Начало и конец наложения нового валика следует располагать до дефектного участка (чтобы не ослабить сечение сварного шва), а кратер после окончания сварки вывести в сторону и заплавить его.
Внутренние дефекты — это непровары между свариваемыми кромками деталей в корне шва, пережог металла, внутренние трещины, газовые поры и шлаковые включения, не выходящие на поверхность. Причинами образования этих дефектов могут быть: нарушение технологического процесса сварки, смещение свариваемых кромок, несоответствие зазоров, плохая очистка свариваемой поверхности, недоброкачественность (несоответствие химического состава) как основного, так и присадочного металлов, отсыревшие электроды и др.