

8.7. Сварка опирающимся электродом
Способ сварки опирающимся электродом сравнительно прост, не требует от водолаза-сварщика высокой квалификации и может быть осуществлен в условиях плохой видимости, что важно в подводных условиях.
Электрод с толстым прочным слоем обмазки, установленный под углом к свариваемой поверхности изделия, опирается краем слоя обмазки на поверхность изделия. Постоянство длины дуги обеспечивается величиной козырька, который в процессе сварки почти не изменяется. Колебательных движений концом электрода поперек шва не требуется. Работа водолаза-сварщика в основном сводится к перемещению дуги по шву с сохранением постоянного угла наклона электрода. По отношению к другим видам дуговой сварки этот способ имеет ряд преимуществ. Дуга горит в пространстве, почти полностью закрытом козырьком конца электрода и толстым слоем расплавленного шлака. Толстый слой обмазки электрода дает большое количество шлака, который хорошо защищает сварочную ванну, уменьшает разбрызгивание металла. Сварной шов почти полностью уходит внутрь металла, тем самым делая повышенной глубину провара. Горение дуги обладает большой стабильностью и незначительными колебаниями сварочного тока и напряжения. Наличие козырька предотвращает возможность короткого замыкания электрода с изделием. Изменяя наклон электрода, можно получать швы различного сечения.
Обмазка
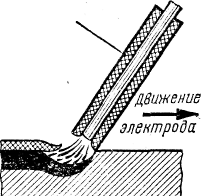
Сварка опирающимся электродом
Чем больше наклон, тем меньше ширина валика. При меньшем наклоне валик образуется шире и полнее.
Сварка под водой опирающимся электродом имеет свои особенности. Так, при сварке стыковых соединений сравнительно толстых листов угол раскрытия делают равным 120°, а притупление — 6... 7 мм/При толщине листов 8 мм разделка кромок не делается, а сварка производится за один проход. При этом необходимо соблюдать минимальный стыковой зазор (не более 1,2... 1,5мм) во избежание образования пор. Ток для сварки опирающимся электродом устанавливается несколько выше, чем при' сварке обычным дуговым способом: для электродов диаметром 4.мм — 200 ... 240 А, а диаметром 5 мм — 250... 300 А.
Способом опирающегося электрода можно сваривать швы во всех положениях в пространстве. Сварка производится электродами марки ЭХЮ-55 на постоянном токе обратной полярности и на переменном токе.
Выполнение сварочных швов в вертикальном положении производят сверху вниз, электрод наклоняют в сторону ведения сварки и сварку ведут без колебательных движений.
При сварке стыковых и тавровых соединений или при сварке внахлестку в нижнем положении угол наклона электрода по оси шва к поверхности металла равен 60 ... 70°, а в сторону от оси при сварке встык — 90° и при сварке валиковых швов — 45°. В вертикальном положении угол наклона электрода вдоль оси шва равен 40... 45°, а в сторону от оси шва остается таким же, как и в нижнем положении.
Основным правилом сварки опирающимся электродом является сохранение постоянного положения электрода. Если в процессе сварки электрод будет «сваливаться» в сторону, то и направление шва будет изменяться в ту сторону, в какую отклоняется электрод.