

8.6. Сварка соединений валиковым швом
Кроме стыкового шва, дуговой сваркой выполняются также валиковые (угловые) швы. Этими швами сваривают соединения внахлестку, а также тавровые и угловые соединения, которые являются основными при выполнении работ под водой. Объем шва, подлежащий заполнению наплавленным металлом, представляет собой двугранный угол, значение которого в большинстве случаев равно 90°. Наибольшую трудность здесь представляет выполнение полного провара, т. е. расплавление вершины угла шва. При этом также происходит стекание металла, поэтому необходимо соблюдение таких условий, как, правильное перемещение электрода и равномерное распределение тепла дуги между свариваемыми частями соединения с помощью колебательных движений.
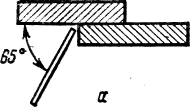

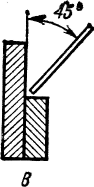
Положение электрода при сварке внахлестку валиковым
швом в различных пространственных положениях: а — потолочное; б — нижнее; в — горизонтальное
В момент сварки электрод нужно направлять в вершину угла свариваемого соединения (рис. 38) и наклонить под углом 45°. С таким углом наклона электрода выполняют сварку в нижнем и вертикальном положениях, при потолочной сварке электрод наклоняют к горизонтали под углом 65° (рис. 38, а) а также в сторону сварки (т. е. по оси шва) на угол 75...80° от поверхности шва.
Сварку соединений внахлестку целесообразно производить в несколько слоев. Для обеспечения провара вершины угла первый слой надо выполнять при повышенных режимах силы тока. Желательно у накладываемого листа делать скос кромок под углом 30°, для удаления выделяющихся газов. Следует также обращать внимание во время сварки на отличие толщин свариваемых листов. Чтобы произвести одинаковый нагрев сторон, необходимо электрод больше задерживать там, где масса металла больше. Колебательные движения при сварке внахлестку выполняются поперек шва в виде треугольника или спирали (рис. 39).
Для сварки нахлестных соединений в вертикальном положении конец электрода, как уже было сказано выше, нужно направлять в вершину угла под углом 45° (см. рис. 38, б). Движение электрода следует производить по треугольнику. Листы толщиной свыше 8... 10 мм свариваются в два и более слоев. Первый слой накладывают в вершину угла без колебательных движений в «ниточку», электродом меньшего диаметра по направлению
сверху вниз, а второй и последующие слои — с колебательными движениями по направлению снизу вверх.
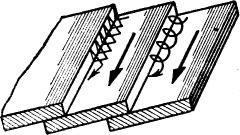
Колебательные движения концом электрода при сварке внахлестку
При сварке внахлест в горизонтальном положении на вертикальной плоскости электрод также направляется в вершину угла под углом 45°. Колебательные движения электродом следует вести по треугольнику. Направление сварки выбирается в зависимости от конкретных условий.
В потолочном положении сварку нахлестных соединений выполняют так же, как и стыковых. Сваривают их однослойными или многослойными швами. Электрод наклоняют к оси шва на^ угол 65° и одновременно в сторону ведения сварки на 75... 80° (см. рис. 38, а). Колебательные движения концом электрода делают по спирали поперек шва.
Сварка угловых и тавровых соединений не отличается от сварки внахлестку. Сварка их бывает однослойной и многослойной (однослойная в основном применяется для швов с катетом до 10 мм). При сварке таких соединений возможно образование непровара одной из сторон и вершины угла, а также подрезов верхних и нижних кромок. При подводных работах (если позволяют условия) желательно расположить место сварки так, чтобы средняя плоскость шва заняла вертикальное положение, а обе кромки шва были наклонены к горизонтальной плоскости под углом 45°. Сварку в таком положении называют сваркой «в лодочку» (рис. 40, а). При сварке «в угол» (рис. 40, б) процесс сварки целесообразно вести наклоненным электродом.
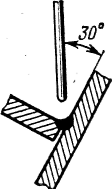
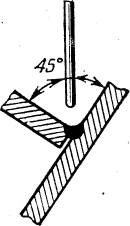
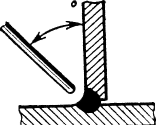
Способы сварки угловых и тавровых швов: а — сварка «в лодочку»; б — сварка «в угол»