

8.2. Подготовка металла под сварку
На качество получения необходимой прочности шва и в целом всего сварного соединения влияют: подготовка кромок (правильный выбор угла раскрытия шва и др.), качество сборки под сварку, очистка поверхности, подлежащей сварке, от грязи, окалины и ржавчины. Так, отсутствие необходимой разделки кромок ведет к образованию непровара или прожогов во время сварки. Ржавчина, грязь и окалина, находящиеся на поверхности свариваемых кромок, способствуют образованию пор и трещин. Поэтому поверхность, подлежащую сварке, необходимо зачищать до металлического блеска.
Неправильная сборка под сварку приводит к получению сварного соединения низкого качества; отсутствие зазора вызовет непровар, наличие большого зазора — прожог, а смещение свариваемых кромок не позволит получить монолитное сварное соединение.
К геометрическим формам подготовки кромок под сварку (рис. 30) относятся: угол раскрытия шва α°; зазор между стыкуемыми ,кромками а; притупление кромок р; смещение кромок относительно одна другой б.
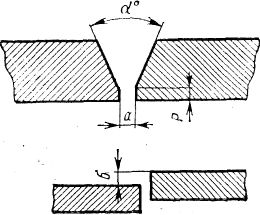
Элементы геометрической формы подготовки кромок под сварку

Сборка стыковых соединении:
а — с зазором; б — с подкладкой; в — без зазора
Угол раскрытия шва α° выполняется при толщине металла более 3 мм. Отсутствие разделки кромок может привести к непровару по сечению сварного соединения.
Правильно установленный зазор а между свариваемыми частями позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва.
Притупление кромок р делается для обеспечения устойчивого горения дуги при выполнении корневого шва. Отсутствие притупления ведет к образованию прожогов.
Смещение кромок б уменьшает прочность сварного соединения и способствует образованию непровара и созданию напряжений. Смещение свариваемых кромок относительно одна другой допускается до 10% от толщины, но не более 3 мм.
Скос кромок перед сваркой под водой производится пневмоинструментом. При стыковом соединении подготовка кромок зависит от толщины свариваемых листов. Если толщина листов менее 5... 8 мм, наличие скоса кромок не обязательно. При толщине 8.. .18мм делается односторонний скос кромок, которые при сборке представляют V-образную разделку. У листов толщиной более 18 мм делается двухсторонняя Х-образная разделка. В подводных условиях размеры зазоров и углы скоса кромок несколько отличаются от обычных, так как интенсивное охлаждение металла под водой способствует меньшему короблению свариваемых листов.
Угол разделки (раскрытия) а° при стыковой сварке (рис. 31), образованный двумя скошенными кромками, равен примерно 80... 90°, притупление кромок р составляет 4 ... 5 мм; зазор между кромками а не должен превышать 0,7... 1,5мм. На листах, имеющих большую толщину, угол скоса стыкуемых кромок делают около 75...80° и раздвигают их на расстояние, равное приблизительно толщине свариваемых листов, а под стыкуемый шов подводят подкладку. Такой способ позволяет произвести наложение двух валиковых швов (взамен корневого), обеспечивая тем самым провар всего свариваемого сечения.
Подготовка кромок под сварку соединением . внахлестку обычно трудностей не представляет. Помимо соблюдения общих требований относительно чистоты свариваемых кромок, важное значение имеет обеспечение плотного прилегания листов друг к другу (зазор должен быть минимальным и составлять не более 1,0... 1,5 мм). При герметизации отверстий и пробоин имеющиеся на них рваные места и вмятины необходимо обрезать.
При сварке тавровых соединений, в зависимости от толщины листа, делают односторонний или двухсторонний скос кромок- под углом 50±5°-
Кромки при угловом соединении не делают, если толщина листов не превышает 8 мм. При большей толщине производится односторонний скос.
При электрозаклепочных соединениях диаметр электрозаклепки должен соответствовать тройной толщине привариваемого листа. Раззенковку верхнего листа делают под углом 45°. При сварке с прорезями ширина канавки также должна соответствовать тройной толщине привариваемого листа, а длина — в зависимости от размеров конструкции. Скос кромок, если возможно, делают под углом 45°.