

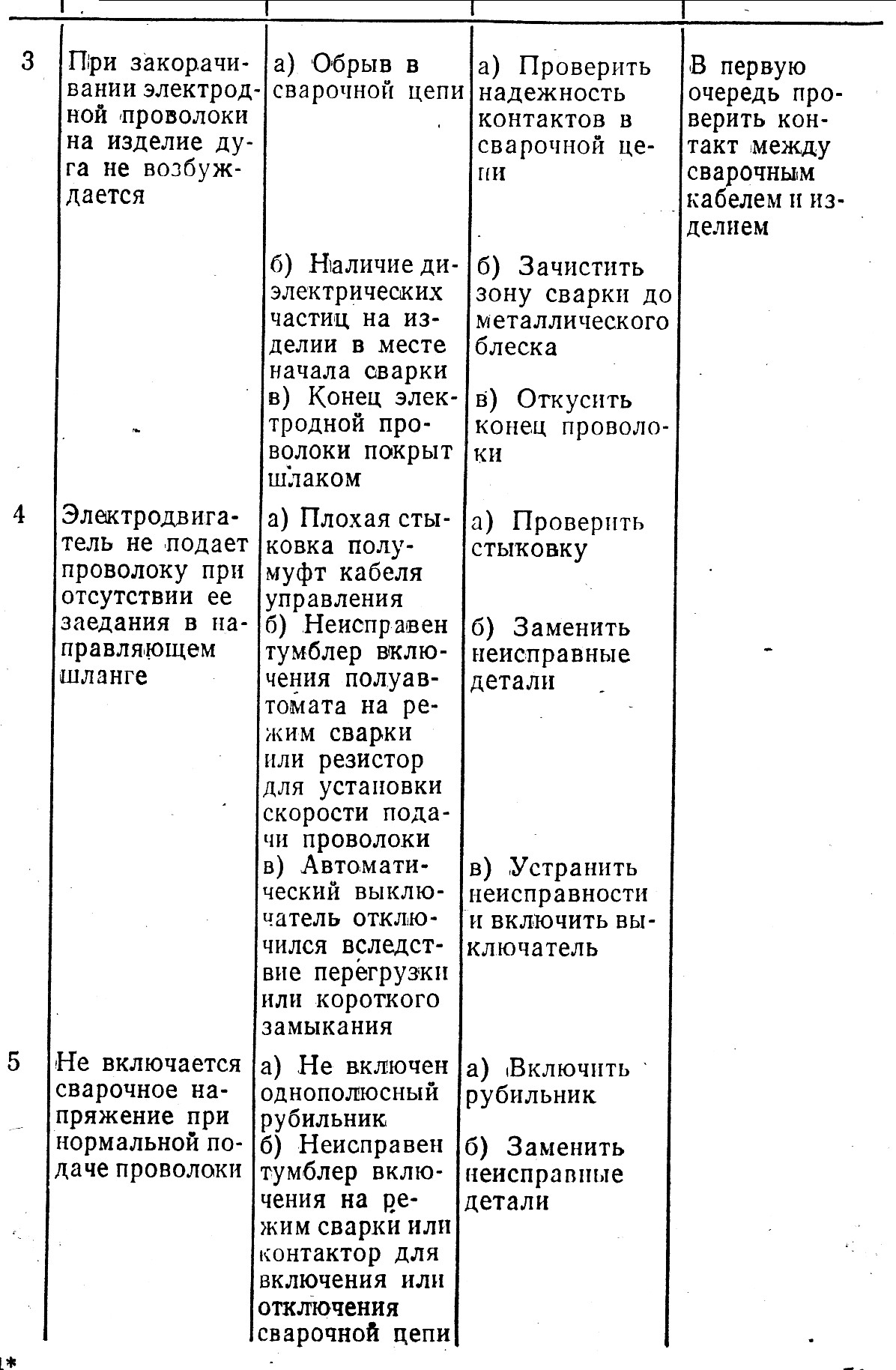
7.14. Уход за полуавтоматом
Полуавтомат рассчитан на 500 часов подводной работы (или два года эксплуатации), после чего он подвергается полной разборке для определения целесообразности его дальнейшей эксплуатации или капитального ремонта.
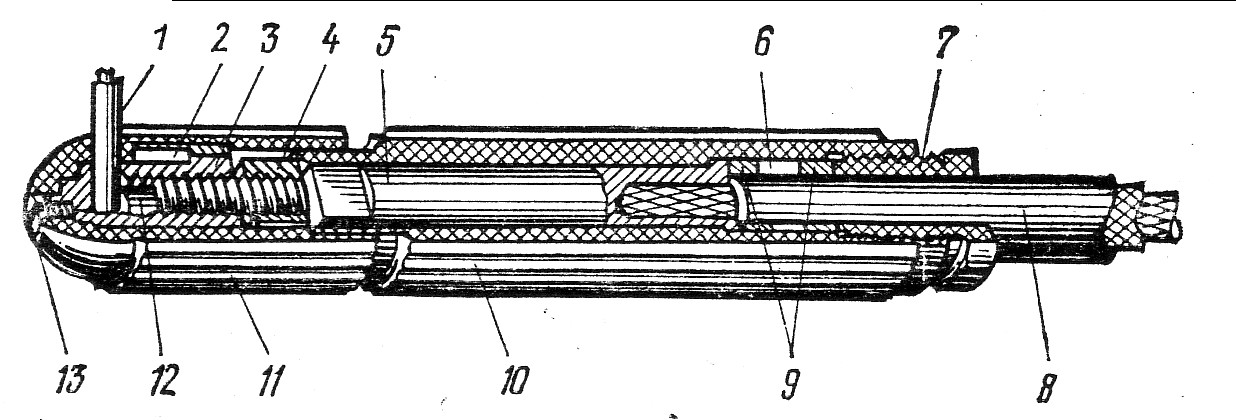
Для поддержания полуавтомата в рабочем состоянии после каждого применения необходимо проводить техническое обслуживание, которое заключается в следующем:
проверить состояние контактного наконечника держателя, изношенный наконечник следует заменить;
проверить состояние рабочих поверхностей подающих роликов. При износе, способствующем пробуксовыванию проволоки, ролики нужно переставить, развернув их на 1800. Полностью изношенные ролики необходимо заменить;
проверить наличие влаги на внутренних поверхностях полумуфт кабелей цепей управления. При наличии конденсата в виде капель (росы) полости просушить сжатым воздухом. При большом количестве влаги произвести ремонт полумуфт или уплотнительных элементов;
все металлические части полуавтомата, находящиеся под водой, а также контактные поверхности штырей и гнезд полумуфт покрыть тонким слоем смазки ЦИАТИМ-203;
продуть сжатым воздухом и смазать керосином (топливо Т-1) внутреннюю поверхность спирали направляющего канала держателя.
Проверить состояние нижнего и верхнего чехлов контейнера, при обнаружении проколов или других повреждений чехлы отремонтировать. Не подлежащие восстановлению – заменить;
Проверить состояние уплотнительных элементов и диафрагм корпуса механизма подачи. Течь и следы подтеков жидкости на наружных поверхностях не допускаются. Произвести крепежные работы, если необходимо, диафрагмы заменить. Полость редуктора заполнить керосином (топливом Т – 1).
7.15. Электродержатели
В отличие от сварки на воздухе для подводной сварки и резки применяются специальные электрододержатели, сварочные кабели, редукторы, защитные стекла и приспособления.
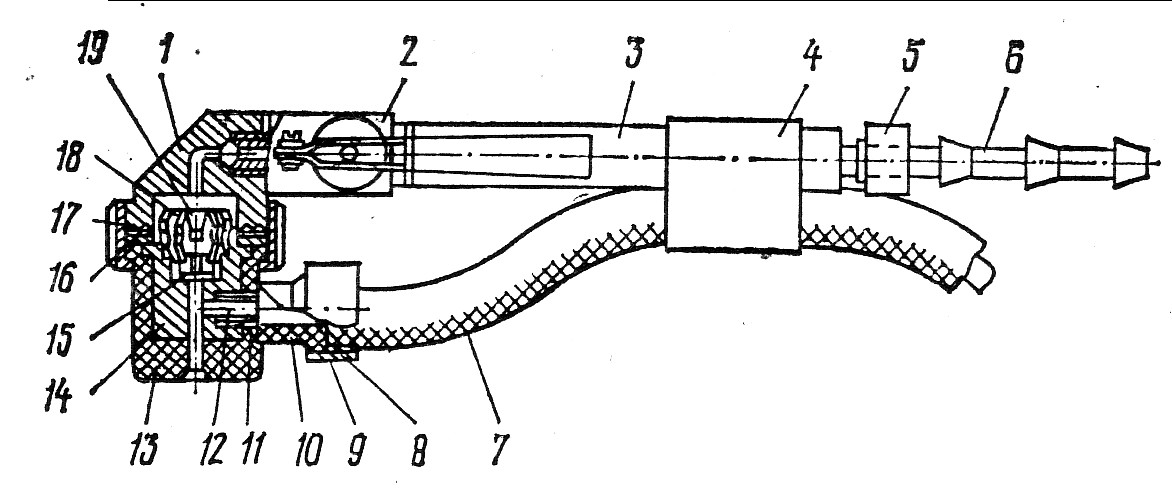
Из числа разнообразных конструкций электрододержателей для подводной сварки хорошо себя зарекомендовал электрододержатель ЭПС-2 (рис. 20). Токоведущими частями электрододержателя являются круглый латунный корпус 5 с резьбой на одном конце и гнездом для впайки кабеля на другом и латунный стакан 3 с резьбовым отверстием для ввертывания стержня. Латунный стержень находится внутри текстолитовой рукоятки 10, а стакан — в крышке 11. Герметичность корпуса электрододержателя обеспечивается одним резиновым 6 и двумя латунными кольцами, которые зажимаются сальниковой втулкой 7. Стержень в рукоятке закрепляется гайкой 4. Чтобы стержень не проворачивался в рукоятке, на стержне запилен квадрат, который вставляется в квадратное отверстие, находящееся в рукоятке. Стакан в крышке закреплен с помощью винта 13 и шпонки 2. В стакане 3 и крышке 11 имеется отверстие для вставки электрода. Для регулировки зажима электрода в стакане имеется контактный наконечник 12. Электрод 1 вставляется оголенным концом в стакан держателя. Зажим электрода производится поворачиванием стакана по часовой стрелке до упора. Сменяют электрод в обратном порядке: стакан поворачивают против часовой стрелки на пол-оборота и электродный огарок выпадает из отверстия. Если огарок электрода при отдаче головки не выпадает, держатель следует потрясти или вынуть огарок рукой, предварительно убедившись, что сварочная цепь разомкнута.
Электрододержатель для подводной сварки ЭПС-2
Электрододержатель ЭПС-2 рассчитан на применение электродов диаметром 2 ... 6 мм и на максимальную силу тока 400 А. К токоведущему стержню держателя припаивается отрезок кабеля марки РШМ или НРШМ сечением 50... 70 мм2, длиной около 2 м с кабельным наконечником или специальной соединительной муфтой.
При работе с держателем необходимо обращать внимание на его герметичность и в процессе эксплуатации периодически зачищать контактный наконечник 12.
Сварочные кабели для подводной сварки должны быть гибкими, иметь усиленную изоляцию, стойкую к морской воде и нефтепродуктам. Сечение кабеля на участке, непосредственно подаваемом сварщику под воду, не должно превышать 70 мм2. Для сварки под водой применяют кабели марок РШМ и НРШМ сечением 50... 70 мм2. Сварочная цепь должна иметь прямой и обратный кабели. Использование корпуса ремонтируемого судна в качестве обратного кабеля запрещается. Сварочные кабели в местах соединения должны иметь хороший электрический контакт и тщательную внешнюю изоляцию. Кабели можно соединять при помощи наконечников, медной трубки или специальной соединительной муфты. Для соединения при помощи наконечников необходимо впаять в них концы кабелей, а наконечники соединить болтом с гайкой. Для соединения при помощи медной трубки в нее вставляют зачищенные концы кабеля, а трубке вместе с концами кабеля придают плоскую форму и на ней кернером наносят ряд углублений. Независимо от способа соединения кабелей- место соединения должно быть тщательно изолировано при помощи резинового шланга, на концах которого ставят бензели или хомуты.
Использование для соединения кабелей соединительной муфты обеспечивает полную герметизацию. Для соединения двух концов кабеля с помощью муфты достаточно вставить одну полумуфту в другую и повернуть их относительно друг друга на 1/4 оборота.
Кабель, идущий от сварочного агрегата к электрододержателю, должен состоять из двух самостоятельных концов с припаянными наконечниками, что дает возможность быстрой замены электрододержателя для сварки на электрододержатель для .электрокислородной резки.
Отключение сварочного тока в момент смены электродов производится однополюсным рубильником закрытого типа на 400…600 А.
Для подводной электрокислородной резки металлов применяется электрододержатель ЭКД-4-60 (рис. 21). Он состоит из корпуса и головки. Головка присоединяется к корпусу накидной гайкой. Для обеспечения торцевого уплотнения электрода между головкой и корпусом ставится паронитовая прокладка. В прокладке имеется центральное отверстие диаметром 3 мм. Для подвода кислорода к рукоятке присоединяется кислородный шланг, а к головке – сварочный кабель.
В корпусе электрододержателя помещена искрогасительная камера, препятствующая попаданию пламени дуги и расплавленного металла в
кислородный канал при обратных ударах. Обратный удар может возникать в случае, если выключить подачу кислорода при горении дуги. Тогда давление внутри канала электрода быстро падает, столб электрической дуги сжимается гидравлическим давлением, и расплавленный металл устремляется в головку резака по каналу электрода.
Электрододержатель для электрокислородной резки ЭКД-4-60:
1-корпус; 2-кислородный клапан с рычагом; 3-трубка; 4-обойма; 5,9,16-накидные гайки; 6-ниппель; 7-электрический кабель; 8- уплотнительная шайба; 10-втулка; 11, 15-резиновые прокладки; 12-контакт; 13-текстолитовая чашка; 14-головка; 17-прокладка; 18-искрогасительная камера; 19-копачек
Для управления подачей кислорода в дугу в электрододержателе имеется кислородный клапан игольчатого типа, управляемый нажатием на рычаг.
Электрический кабель проходит обойму и соединяется с головкой при помощи нарезного контакта с текстолитовой втулкой. Герметизация соединения кабеля с головкой резака обеспечивается при помощи резиновых прокладок и накидной гайки. Электрод зажимается в головке зажимным винтом.
Для подачи кислорода применяются пятислойные резинотканые шланги (ГОСТ 8318-57) с наружным диаметром 18 и внутренним 9 мм. На концах шлангов имеются ниппели с накидными гайками для присоединения к электрододержателю и штуцеру кислородного редуктора. Кислородные шланги испытываются на давление 30 кгс/ см2 (3 МПа).