

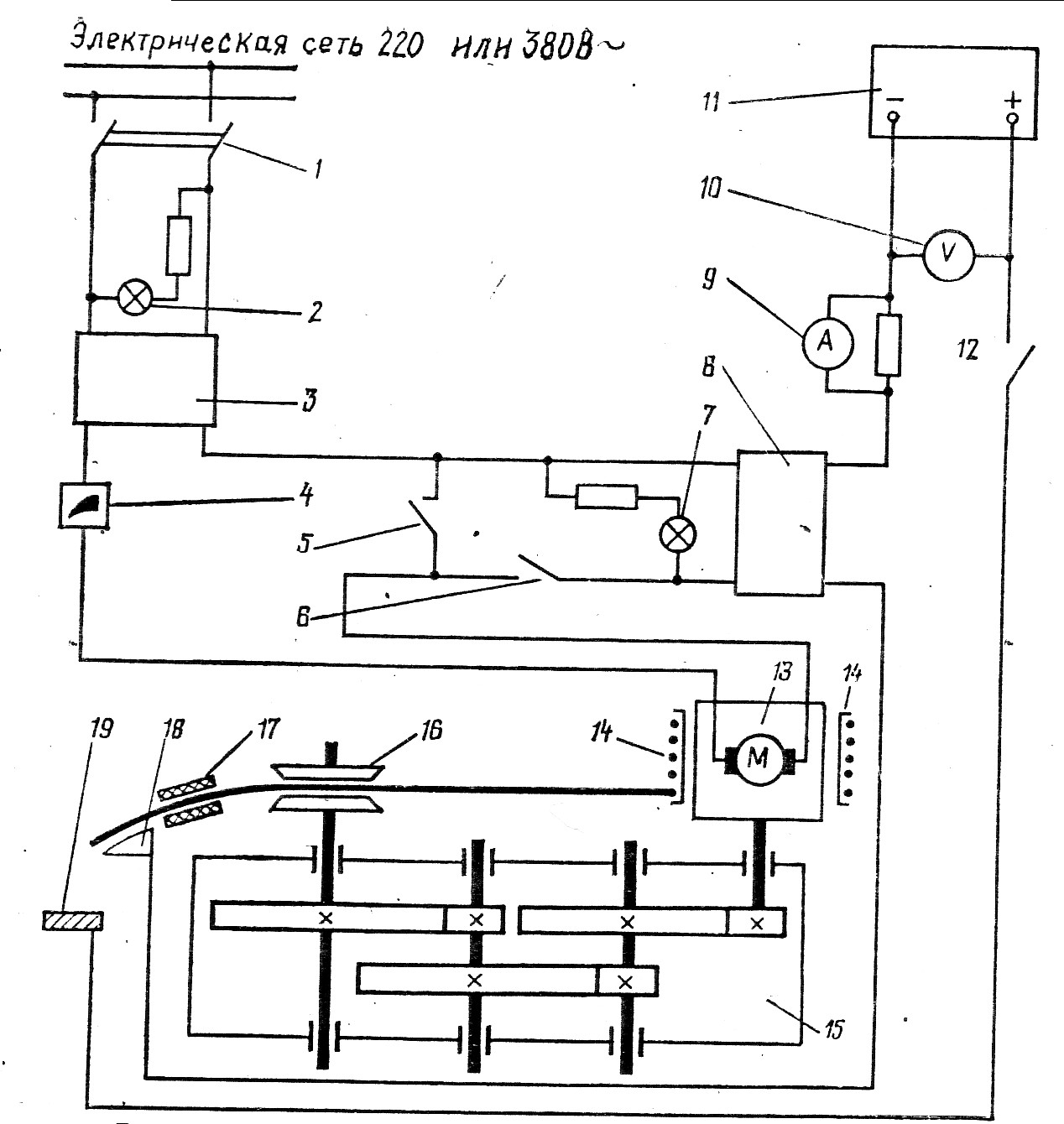
7.12. Функциональная схема полуавтомата
Рассмотрим работу полуавтомата (рис.18) в режиме «Наладка».
Для проталкивания электродной проволоки 14 с катушки по шлангу и держатель 17, а также для проверки ее равномерной подачи следует нажать на кнопку 5 «Наладка», после чего ток от выпрямительного моста 3 пройдет по указанной выше цепи и возвратиться в выпрямительный мост.
Постоянный ток, проходя через электродвигатель 13, заставит вращаться шестерни редуктора 15 и подающие ролики 16. Электродная
проволока, зажатая между роликами механизма подачи и роликом прижима, будет непрерывно подаваться по шлангу и в держатель. При появлении конца проволоки из отверстия контактного наконечника 18 держателя кнопку 5 следует отпустить – цепь управления прервется, электродвигатель остановиться, подача электродной проволоки прекратится.
Монтажная схема соединения узлов полуавтомата
Работа полуавтомата в режиме «Сварка» заключается в следующем. Перед работой необходимо тумблер 6 поставить в положение «Выключено». Далее включить автоматический выключатель 1 (цепь управления полуавтомата включена). Для питания сварочной цепи током следует включить в работу источник сварочного тока 11, а также включить в работу однополюсный рубильник 12, но сварочный ток по цепи не пойдет, так как она прервана контактором 8. Для включения тока надо рычаг тумблера 6 поставить в положение «Сварка», после чего ток сети питания шкафа управления пройдет через выпрямительный мост 3 и далее по схеме, описанной при рассмотрении режима «Наладка», возвратится обратно к выпрямительному мосту и замкнет сварочную цепь. Электродвигатель, вращаясь, заставит через механизм подачи продвигаться электродную проволоку в зону сварки.
С началом движения проволоки контактором 8 включится сварочный ток (зажигается желтая сигнальная лампочка 7). Сварочный ток от полюса
источника тока 11 пойдет через однополюсный рубильник 12 по сварочному кабелю к изделию 19 и возбудит сварочную дугу. Далее ток пойдет через дугу, электродную проволоку 14, контактный наконечник 18, держатель 17, сварочный кабель, контактор 8, амперметр 9 (который покажет силу сварочного тока) и возвратиться на минус источника сварочного тока 11. Вольтметр 10 будет показывать напряжение сварочного тока в цепи.
Для прекращения горения сварочной дуги сначала надо выключить контактор 8, а затем однополюсный рубильник 12. Если в процессе сварки необходимо увеличить скорость подачи электродной проволоки, надо маховик резистора 4 повернуть по часовой стрелке, а для уменьшения подачи – против часовой стрелки.
7.13. Подготовка полуавтомата к работе
Перед работой проводится монтаж полуавтомата, который делается в следующей последовательности (рис. 19): подключить кабели 9 и 10 к шкафу управления 8 и контейнеру 15;
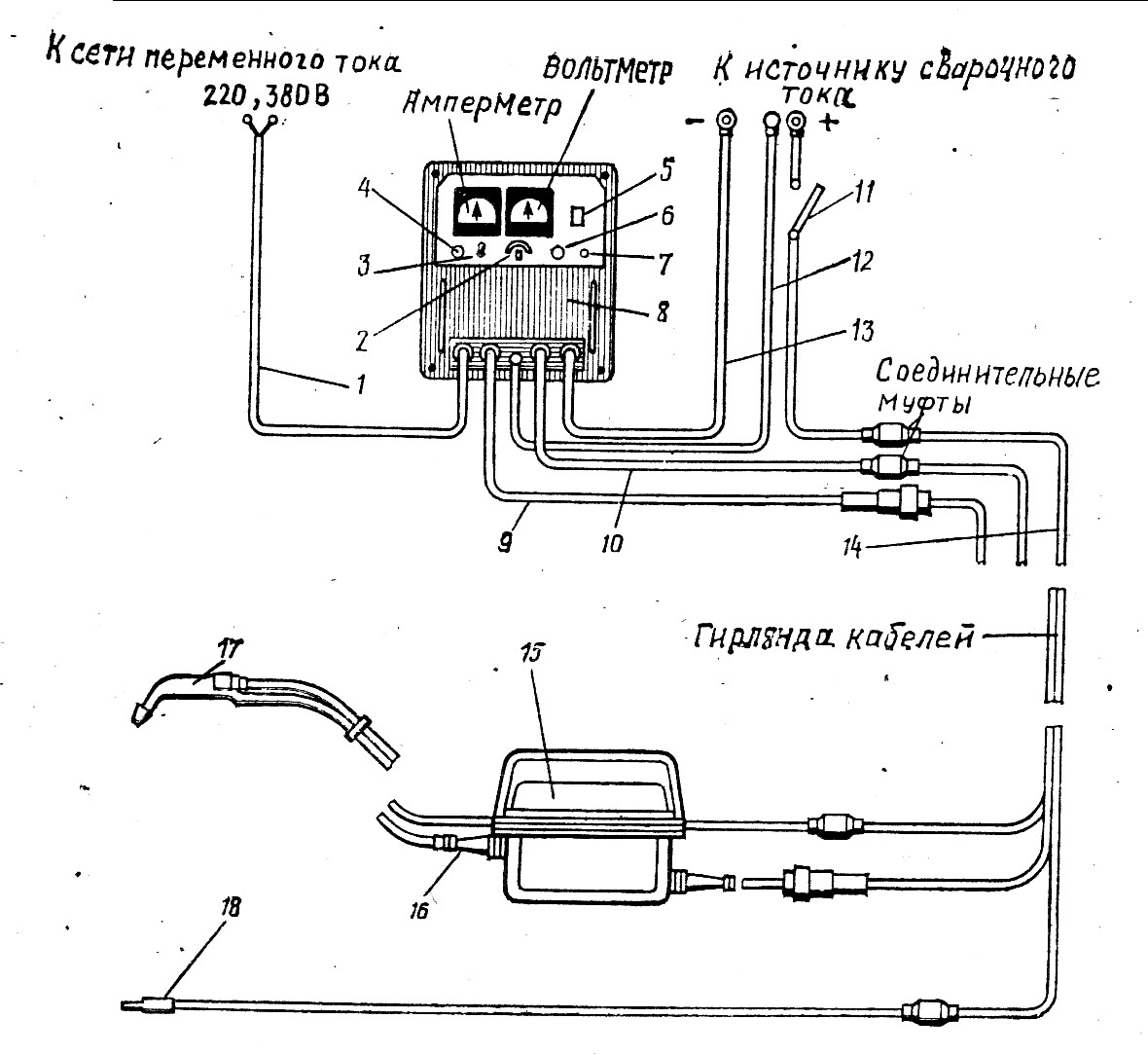
Монтажная схема соединения узлов полуавтомата
сварочным кабелем 13 соединить шкаф управления с клеммой «-« источника сварочного тока; сварочным кабелем 14 соединить клемму «+» источника сварочного тока через однополюсный рубильник 11 с изделием 18; кабелем 1 соединить шкаф управления с питающей сетью переменного тока напряжением 220 или 380 В; соединить кабелем 12 шкаф управления с источником сварочного тока, корпус шкафа заземлить; снять верхний чехол контейнера 15; ввести приемный наконечник направляющего шлангодержателя 16 через патрубок нижнего чехла контейнера и закрепить
его в кронштейне зажимного механизма. Наконечник шланга не должен касаться подающих роликов; зажгутовать защитный чехол на направляющей штанге; насадить катушку с электродной проволокой на стакан электродвигателя и установить стопорное кольцо, обеспечив свободное вращение катушки; освободить начальный конец электродной проволоки, откусив кусачками деформированную часть и заовалить конец напильником; поворотом эксцентрика освободить прижимной ролик механизма прижима, вставить конец проволоки в приемную спираль и протолкнуть ее между роликами в приемный наконечник шлангодержателя; зажать проволоку в подающих роликах поворотом эксцентрика.
Включение полуавтомата в режим «Наладка». При выполнении этой работы необходимо тумблер 3 установить в положение «Выключено»; выключателем 5 дать питание шкафу управления – на пульте должна загореться зеленая лампочка 6; вывернуть контактный наконечник держателя 17; нажать на кнопку 7 «Наладка» и держать ее включенной до выхода проволоки из держателя на 2…3 см, затем кнопку отпустить; установить обратно контактный наконечник держателя и надеть на него резиновый чехол; выключателем 5 выключить питание шкафа управления – на пульте должна погаснуть зеленая лампочка; контейнер полностью заполнить водой, ибо наличие воздушной подушки под верхним чехлом недопустимо; в процессе опускания контейнера к месту сварочных работ гирлянды сварочных кабелей следует прикреплять к разгрузочному тросу.
Включение полуавтомата в режим «Сварка». Эта работа выполняется в следующем порядке: тумблер 3 поставить в положение «Выключено»; включить источник сварочного тока в работу для питания сварочной цепи; включить однополюсный рубильник 11; выключатель 5 (автоматического выключения цепи управления) поставить в положение «Включено» - на панели должна загореться зеленая лампочка 6; маховичком резистора 2 установить необходимую скорость подачи проволоки; включить тумблер 3 в положение «Сварка» - на панели должна загореться желтая сигнальная лампочка 4.
Водолаз-сварщик, касаясь изделия концом электродной проволоки, выходящей из контактного наконечника держателя возбуждает сварочную дугу, и сварочный процесс начинается.
Для того чтобы прекратить сварку, следует тумблер 3 поставить в положение «Выключено». Техника возбуждения дуги, движение и угол наклона конца электродной проволоки в различных пространственных положениях шва аналогичны этим параметрам при ручной электродуговой сварке, процесс которой изложен в главе II.
Перед началом работы под водой необходимо провести одну - две пробные сварки для уточнения выбранного режима. Эти пробы должны выполняться в емкости из диэлектрического материала. Если емкость металлическая, она должна устанавливаться на резиновом диэлектрическом коврике.
Водолаз – сварщик, выполняющий эту работу, должен соблюдать меры безопасности: иметь сварочный защитный щиток или маску, а также резиновые диэлектрические перчатки и стоять на резиновом коврике. Перчатки следует надеть на обе руки.
Сварка полуавтоматом ведется от источников постоянного тока АСУМ-400, ПСГ-500, ПСО-500, ПД-500, ВС-500, ВС-600 на обратной полярности (минус – изделие, плюс – держатель). Скорость подачи проволоки 1000…1200 мм за 19 с, при напряжении на дуге 35…37 В. Длина отрезка сварочного кабеля около 40…50 м.