

7.8. Использование источников питания, не приспособленных для сварки
На судах при отсутствии специального оборудования т с соблюдением определенных условий для сварки можно использовать штатные генераторы. Известно, что источник тока, питающий сварочную дугу, должен иметь напряжение холостого хода не менее 70 В, не бояться короткого замыкания и изменять свое напряжение в зависимости от длины сварочной дуги так, чтобы сила тока при этом оставалась почти постоянной.
Судовые генераторы не рассчитаны на сварочный режим, их напряжение холостого хода значительно больше требуемого. Кроме того, необходимо обеспечить защиту от короткого замыкания и предусмотреть регулировку силы тока от 150 до 300 А.
Всем этим требованиям отвечает балластный реостат РБ-200 или РБ-300, который последовательно включается в сварочную цепь. Реостат обеспечивает устойчивое горение дуги, предохраняет генератор от короткого замыкания и позволяет регулировать сварочный ток. Комбинируя включение шести имеющихся в реостате рубильников, можно получить до 16 ступеней регулирования силы тока.
Необходимо отметить, что коэффициент полезного действия генератора в сварочном режиме не превышает 10 %, поэтому не рекомендуется без крайней необходимости использовать судовой генератор для сварочных работ.
В аварийных ситуациях при отсутствии на судне сварочного оборудования можно использовать асинхронный электродвигатель с контактными кольцами. Для этого затормаживают ротор двигателя, в статор подают ток, и тогда в обмотке ротора появится ток пониженного напряжения: электродвигатель превращается в понижающий трансформатор, пригодный для сварки. Для сварки под водой следует выбирать двигатель мощностью 16…20 кВт. Затормозить шкив двигателя можно любым способом, (или как показано на рис. 13, а), предварительно сняв со шкива ремень.
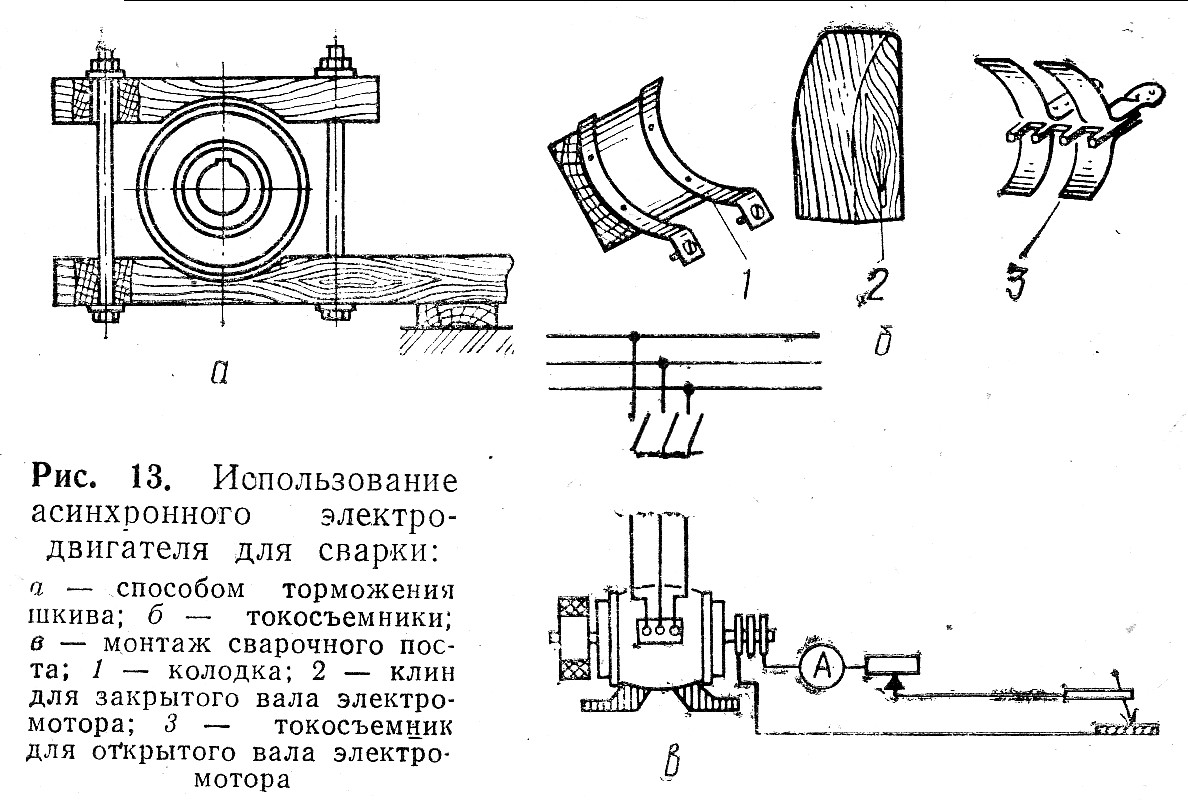
На два кольца из трех ставят токосъемники (см. рис. 13, б), концы которых должны быть хорошо пригнаны к кольцам и плотно насажены на них. Токосъемники следует взять из медной шины (по ширине колец) толщиной 3…5 мм. Обмотки статора должны быть включены звездой, так как в этом случае образуется более высокое напряжение, необходимое для подводной сварки. Рычаг пускового реостата двигателя переводят на холостые контакты либо, приподняв щетки двигателя, подкладывают под них картон или фанеру толщиной 4…5 мм. Для регулирования силы тока и понижения уровня напряжения в сварочной цепи в цепь ротора двигателя включают балластное сопротивление.
7.9. Определение полярности сварочных генераторов.
Перед началом работы следует проверить полярность тока, так как электросварочные агрегаты обладают способностью перемагничиваться, в результате действительная полярность тока и обозначения на сварочном агрегате могут не совпадать. Если на зажимах сварочного агрегата полярность не обозначена, ее можно определить с помощью вольтметра, подключенного к клеммам генератора в режиме холостого хода. Если обозначения «+» и «-« на вольтметре совпадают с полюсами генератора, стрелка вольтметра будет отклоняться вправо, а при несовпадении – влево. При отсутствии вольтметра для определения полярности к клеммам генератора присоединяют два провода и опускают их концы в стакан с соленой или подкисленной водой. При работающем генераторе на одном из проводов начнут выделяться пузырьки водорода, что свидетельствует о подключении к отрицательному полюсу генератора.
Параллельное соединение сварочных генераторов
Если один генератор не в состоянии обеспечить достаточный для сварки или резки металла ток, используют два соединенных параллельно генератора. При этом их идентичность по всем техническим характеристикам должна быть максимальной.
Простейшим способом параллельного включения двух генераторов для питания одного поста является внешнее соединение одноименных полюсов, т. е. плюс с плюсом и минус с минусом (рис. 14).
Рассмотрим порядок пуска сварочных агрегатов ПАС-400-VI на параллельную работу.
Оба агрегата пускают при выключенных рубильниках цепи и на двигателях внутреннего сгорания устанавливают одинаковую частоту вращения. Затем с помощью вольтметров добиваются идентичности напряжений холостого хода. После этого проверяют установившийся ток каждого генератора в отдельности, включают поочередно рубильники и при
помощи короткого замыкания или возбуждения и поддержания сварочной дуги определяют по показаниям амперметра установившуюся силу тока.
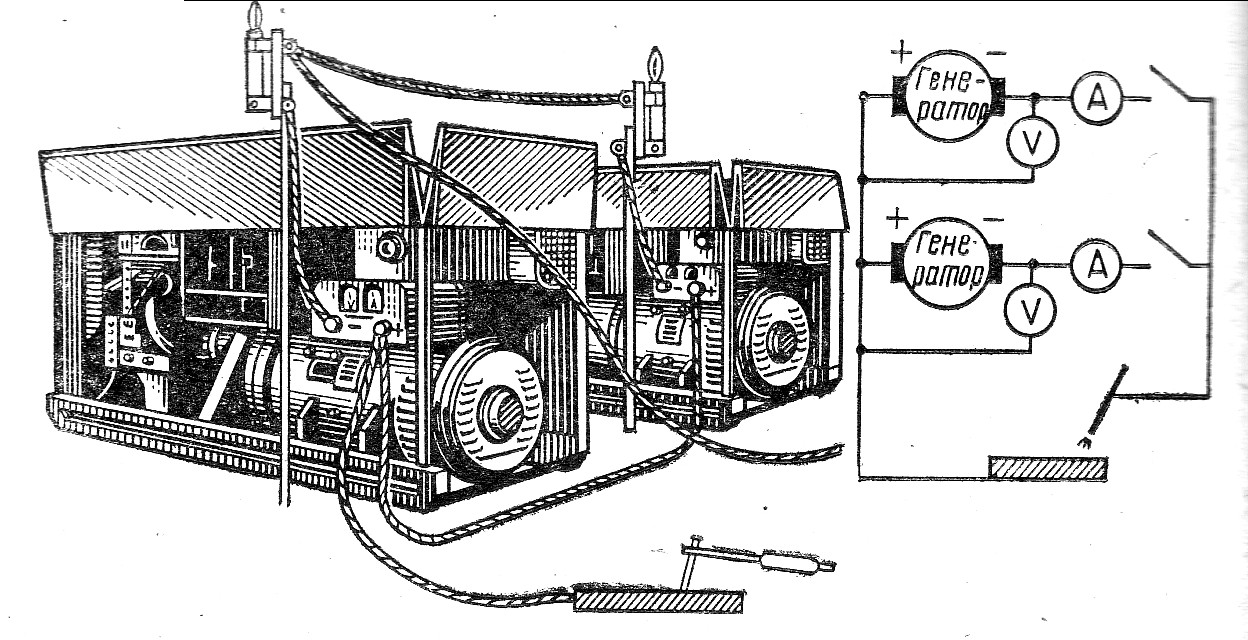
Включение сварочного агрегата ПАС-400-VI на параллельную работу (общий вид и принципиальная схема)
Ток одного генератора не должен отличаться от тока другого более чем на 10…15 %. Затем включают оба рубильника сварочной цепи и производят контрольную сварку или резку от двух генераторов одновременно. Если в процессе работы показания амперметров расходятся больше чем на 10…15 %, силу тока регулируют дополнительно (реостатами агрегатов).