

7.5. Подготовка к пуску и пуск сварочного агрегата
Перед пуском сварочного генератора необходимо: проверить плотность контактов в схеме генератора и сварочной цепи, состояние щеток и коллектора;
повернуть маховик реостата влево (против часовой стрелки) до упора;
убедиться в том, что концы сварочных кабелей не касаются один другого, а подсоединенный электродержатель и конец второго кабеля не контактируют (одновременно) с металлической поверхностью.
После пуска агрегата отрегулировать сварочный ток реостатом (регулировать ток изменением частоты вращения вала двигателя запрещается).
Для подводной сварки могут использоваться и другие типы автономных агрегатов.
Помимо автономных сварочных агрегатов для подводной сварки и резки ручным способом (штучными электродами) применяются стационарные устройства. В большинстве случаев это однопостовые агрегаты, обеспечивающие работу одного водолаза-сварщика: СМП-3-IV, САМ-400, САМ-400-I,АСУМ-400.
Агрегаты состоят из сварочного генератора и электродвигателя, соединенных между собой эластичной муфтой.
Наибольшее распространение получил универсальный сварочный агрегат АСУМ-400 (рис. 12), который служит для обеспечения сварочных работ в подводных условиях штучными электродами при ручной сварке и специальной электродной проволокой (при сварке полуавтоматом).
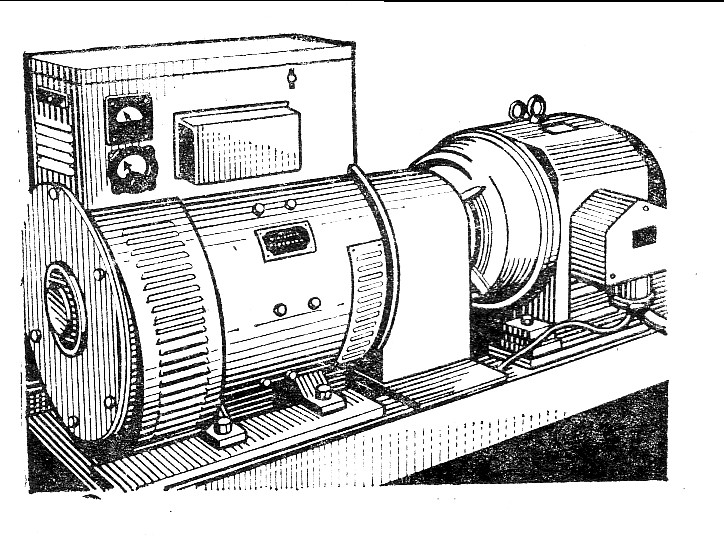
Электросварочный агрегат АСУМ-400 (внешний вид)
Генератор питается от сети переменного тока напряжением 220 В через селеновый выпрямитель и дает возможность работать в двух диапазонах (до 250 и 400 А). Для обеспечения сварочных работ на большой глубине предусмотрено повышение номинального напряжения до 70 В. На панели генератора установлен переключатель полярности, позволяющий изменять направление тока.
7.6. Преобразователи
В процессе сварочных работ широко используются сварочные преобразователи, преобразующие переменный ток в постоянный (ПС-500, ПСО-500, ПСУ-500, Д-3), в однокорпусном исполнении на колесах с электродвигателем на одном валу с якорем генератора. Генераторы преобразователей имеют намагничивающую последовательную обмотку возбуждения и размагничивающую последовательную обмотку. Конструктивно они выполнены четырехполюсными: регулирование сварочного тока производится с помощью реостата. Хотя преобразователи изготовлены не в морском исполнении, они по своим характеристикам могут использованы для сварочных работ под водой.
7.7. Выпрямители
Для сварочных работ используются также сварочные выпрямители (ВКС-500, ВСУ-500, ВС-600, ВС-1000).
Сварочные выпрямители представляют собой устройства, преобразующие переменный ток в постоянный. Широкое применение в них нашли селеновые и кремневые полупроводниковые элементы. Сварочные выпрямители имеют некоторые преимущества перед преобразователями: у них более высокий к. п. д., они проще в обслуживании, имеют меньшие потери при холостом ходе, дают более устойчивую дугу. Сварочные выпрямители в основном изготавливают по двум распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой. Наибольшее распространение получила трехфазная мостовая схема, которая обеспечивает большую устойчивость горения дуги. Выпрямители этого типа состоят из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока и пускорегулирующих приборов. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками трансформатора. Чтобы уменьшить ход подвижных обмоток, требуемые пределы регулирования силы сварочного тока стараются получить одновременным переключением первичной и вторичной обмоток с «треугольника» (сварка током большой силы) на «звезду» (сварка током малой силы).