

6.3. Коррозионная стойкость сварных соединений
Коррозией называется разрушение металлов вследствие химического или электрохимического взаимодействия их с внешней средой.
По характеру разрушения различают следующие основные виды коррозии: общую, местную, коррозию под напряжением. Если коррозией охвачена вся поверхность металла, такой вид разрушения называют общей или сплошной коррозией, общая коррозия может быть равномерной или неравномерной в зависимости от глубины поражения на отдельных участках.
При местной коррозии происходит разрушение отдельных участков поверхности металла. Наиболее характерными видами местной коррозии являются коррозия в виде пятен, язв, точечная и подповерхностная, межкристаллитная и транскристаллитная. Наиболее опасный вид местной коррозии — это межкристаллитная коррозия, которая, не разрушая зерен металла, продвигается вглубь по их менее стойким границам.
Однако наиболее опасным видом разрушения является коррозионное разрушение при совместном действии механических напряжений и среды — коррозионное растрескивание и коррозионная усталость. Напряжения облегчают разрушение защитных пленок и способствуют локализации разрушения в виде коррозионно-механических трещин.
Сварные соединения более подвержены коррозионным поражениям по сравнению с основным металлом в связи со структурными изменениями металла, неоднородностью структуры и свойств, наличием остаточных напряжений и деформаций.
Различные виды коррозионных разрушений сварных соединений показаны на рисунке.
Общая коррозия оценивается по массовым потерям или глубине коррозии за определенный период времени, местная коррозия — по
глубине коррозии и степени изменения механических свойств металла вследствие воздействия среды.
Коррозионное растрескивание оценивается по времени до разрушения образцов, выдерживаемых в среде под нагрузкой, и величине напряжений, при которых начинается коррозионно-механическое разрушение. Повышение сопротивляемости сварных соединений коррозионному разрушению основано на использовании общих (как и для основного металла) и специальных методов.
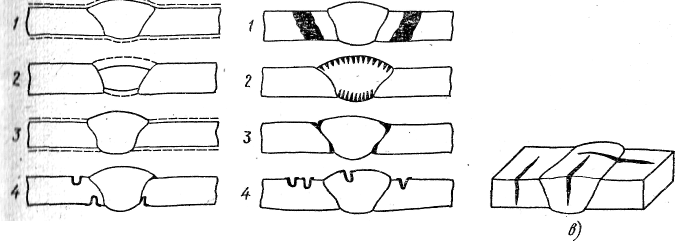
Виды коррозионных разрушений сварных соединений:
а — общая коррозия; 1 — равномерная сварного соединения; 2 — сосредоточенная на шве. 3 — ускоренная основного металла, 4 — сосредоточенная в зоне термического влияния; б — местная коррозия; / — межкристаллитнаи коррозия в зоне термического влияния, 2 — в шве, 3 - в зоне сплавления (ножевая коррозия), 4 — точечная коррозия; в- коррозионное растрескивание и усталость
К общим методам относятся использование материалов с повышенной коррозионной стойкостью, уменьшение напряженного состояния, применение защитных покрытий, замедлителей (ингибиторов) коррозии, добавляемых в коррозионную среду или на поверхность металла.
К специальным методам относятся применение сварочных проволок, дающих сварной шов более коррозионно-стойкий, чем основной металл; регулирование режимов сварки с целью получения благоприятных структур в зоне термического влияния; уменьшение концентрации напряжений; снятие остаточных сварочных напряжений.