

5.1. Деформации и напряжения при сварке
Классификация деформаций и напряжений. Помимо напряжений и деформаций, возникающих в деталях под действием приложенных нагрузок, в них могут быть так называемые собственные напряжения и деформации, которые существуют в телах даже при отсутствии каких-либо внешних сил.
В зависимости от продолжительности существования собственные напряжения и деформации при сварке разделяют на временные, т. е. существующие в период выполнения сварки или сопутствующих технологических операций, и на о с т а т о ч н ы е, т. е. устойчиво сохраняющиеся в течение длительного времени после сварки.
Различают собственные напряжения I рода, которые уравновешиваются в макро объемах тела, II рода—в пределах зерен, III рода в пределах кристаллической решетки.
В зависимости от характера напряженного состояния собственные напряжения могут быть одноосными — линейными, двухосными — плоскостными и трехосными — объемными.
Различают деформации в плоскости (рис.), проявляющиеся в изменении формы и размеров детали или конструкции в плоскости, например, в виде продольных и поперечных деформации деформации вне плоскости, например в виде угловых деформаций грибовидности, серповидности и т. д.
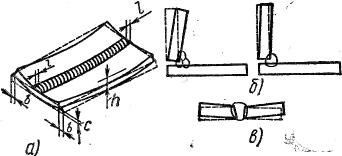
Некоторые виды сварочных деформаций:
а — деформация пластины: укорочение по длине l, ширине b, прогиб на длине h, ширине с; b, в — угловые деформации: углового (б) и стыкового (в) соединения
Деформации, которые изменяют размеры всего изделия, искажают его геометрические оси, называются общими. Деформации, относящиеся к отдельным элементам изделия в виде выпучин, хлопунов, называют местными.
Следует различать деформации непосредственно в зоне сварных соединений и деформации элементов конструкции в целом. Последние являются следствием деформаций и напряжений в сварном соединении.
Образование сварочных деформаций и напряжений. Основными причинами образования собственных напряжений и деформаций в
сварных соединениях и конструкциях являются неравномерный нагрев и охлаждение металла при сварке, структурные и фазовые превращения, механическое (упрут- и пластическое) деформирование при сборке, монтаже и правке сварных узлов и конструкций.
Представление о причинах возникновения тепловых сварочных деформаций и напряжений дает последовательное ознакомление с элементарным процессом нагрева и охлаждения стержня при разных условиях его заделки (закрепления).
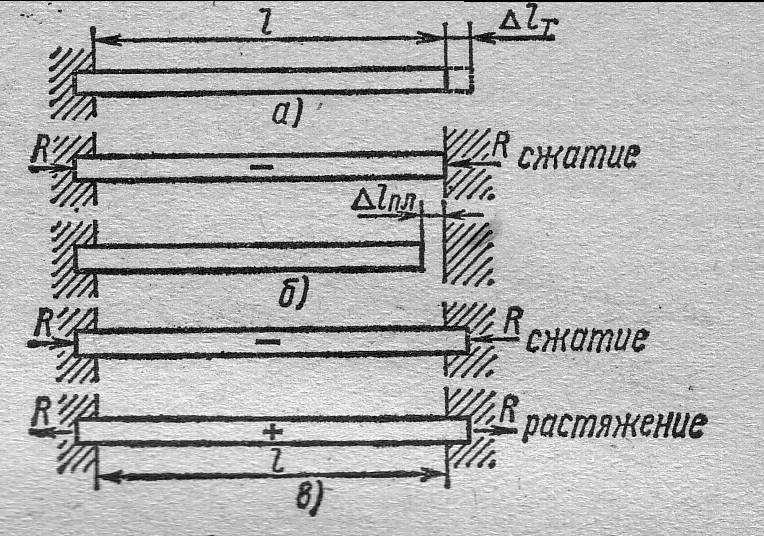
Схема деформации стержня с
различными условиями закрепления при
нагреве
Представим себе металлический стержень со свободной длиной l, жестко закрепленный с одной стороны. Если его нагреть, то такой стержень удлинится на некоторую величину Δlт= αlT, где α— температурный коэффициент расширения, l— длина cтержня, Т —температура нагрева. Если теперь охладить стержень до начальной температуры, то удлинение Δlт исчезнет и стержень вновь будет иметь начальную длину l. Поскольку ничто не мешало удлинению и укорочению стержня, то в нем не возникнет никаких пи временных, ни остаточных напряжений.
Если точно на расстоянии l поставить жесткую преграду, препятствующую удлинению стержня, и вновь нагревать его, то при
расширении (рис. б) стержень будет давить на левую и правую
преграды,
со стороны которых возникают
противодействующие силы реакции на
давление стержня R,
которые
по отношению к стержню являются
внешними сжимающими силами. В стержне
возникнут напряжения σ сжатия, которые
будут расти по мере роста температуры
в соответствии с выражением σ=αЕТ,
где
произведение αТ
равно относительному удлинению, а Е
—
модуль упругости. Если нагревать стержень
до температур, вызывающих только упругое
информирование, то при его охлаждении
до исходной температуры в нем не возникнет
никаких напряжений и остаточных
деформаций, его длина останется неизменной

Распределение остаточных сварочных напряжений в стыковом соединении
Если же температура нагрева стержня превысит величину, при которой напряжения превысят предел текучести материала, то в стержне помимо упругих, появятся пластические деформации, т. е. он начнет пластически сжиматься (подсаживаться). Если после такого обжатия охладить стержень до начальной температуры, то его длина окажется короче по сравнению с исходной на величину пластического обжатия Δlпл.
При нагреве стального стержня выше 100°С в нем возможно появление пластических деформаций.
Рассмотрим, наконец, случай, когда стержень закреплен жестко с обоих концов (рис. б), закрепление препятствует как его удлинению, так и укорочению.
После нагрева до температур, не вызывающих пластического деформирования (<100°С для стали), и последующего охлаждения в стержне не останется никаких напряжений, так как при нагреве стержень деформировался (сжимался) только упруго. На стадии нагрева в нем возникали сжимающие напряжения.
Нагрев до температур, превышающих температуру достижения σт (>100°С), приводит к пластическому обжатию стержня и возникновению напряжений сжатия σт. При остывании стержень будет стремиться укоротиться на величину обжатия Δlпл. Однако жесткое закрепление будет препятствовать сокращению. Реакция закрепления R вызовет появление в стержне растягивающих напряжений. Эти остаточные напряжения растяжения не появились бы, если бы стержень при нагреве не претерпел пластического обжатия. Нагрев стержня из низкоуглеродистой стали при жестком его закреплении до температур >2000 С приводит к появлению в нем после остывания растягивающих напряжений, равных пределу текучести и даже к пластическим деформациям растяжения.
Процессами, происходящими при нагреве и охлаждении защемленного стержня, объясняется образование временных и остаточных напряжений и деформаций, действующих в сварном шве и прилегающей зоне, где металл подвергается упругопластическому деформированию при нагреве и охлаждении в процессе сварки. Зона нагрева при сварке ведет себя как защемленный нагреваемый стержень, а холодные участки металла как защемление.
Обязательным условием возникновения остаточных деформаций и напряжений является наличие пластической деформации при нагреве. Чем выше нагрев и больше его неравномерность, тем более вероятно появление при нагреве пластических деформаций, а следовательно, и остаточных напряжений и деформаций.
Величина остаточных напряжений для углеродистых сталей достигает предела текучести, для сталей высоколегированных может превышать условный предел текучести, для титана, алюминия, меди, и тугоплавких металлов, как правило, меньше предела текучести.
Характерное распределение остаточных сварочных напряжений при сварке встык пластины показано на рисунке.
При сварке закаливающихся сталей наряду с тепловыми деформациями и напряжениями возникают структурные напряжения в связи с образованием закалочной, мартенситной структуры, так как образование мартенсита сопровождается увеличением объема по сравнению с объемом феррита и перлита.