

4.4. Термический цикл сварки и структура сварного соединения
Металл в любой зоне сварного соединения испытывает нагрев и последующее охлаждение. Изменение температуры металла во время сварки называется термическим циклом сварки.
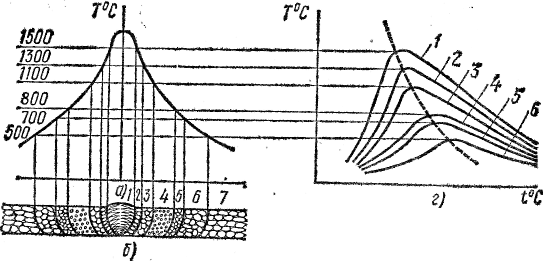
Термический цикл и схема изменения структуры и свойств сварного соединения низкоуглеродистой стали при однопроходной сварке:
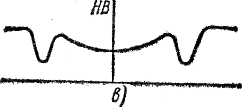
а — распределение максимальных температур, 6 — схема изменения структуры, в— изменение твердости, г — термические циклы в характерных точках соединения.
Максимальная температура нагрева в разных зонах соединений различна: в шве максимальная температура превышает, в зоне сплавления — близка, в зоне термического влияния — меньше температуры плавления, постепенно уменьшаясь по мере удаления от шва.
При нагреве в металле происходят следующие структурные и фазовые превращения:
растворение фаз в металле в твердом состоянии, например, карбидов (соединений металла с углеродом) в нагретом металле;
полиморфное превращение, т. е. превращение низкотемпературной модификации материала в высокотемпературную;
плавление металла в участках, нагреваемых выше температуры плавления.
При охлаждении структурные и фазовые превращения идут в обратном порядке:
кристаллизация;
полиморфное превращение т. е., переход из высокотемпературном фазы в низкотемпературную;
выпадение из металла различных вторичных фаз: карбидов, ин-терметаллидов и др.
Кроме названных превращений в металле в низкотемпературной области при сварке происходят структурные изменения, вызывающие разупрочнение основного металла: рекристаллизация, старение и др.
Рассмотрим термический цикл и структуру сварного соединении при дуговой сварке иизкоуглеродистой стали (рис. выше).
На рисунке показано, как распределяется максимальная температура в сварном соединении, схематичная структура разных зон соединения, изменение температуры (термические циклы) в этих зонах и свойства металла.
Каждый металл состоит из очень мелких зерен. Эти зерна можно видеть на изломе. Совокупность всех зерен металла называется его структурой. В металле различают макро- и микроструктуру. Макроструктура рассматривается невооруженным глазом и при небольших (до 10—15 раз) увеличениях. Структура металла, изучается при увеличениях более чем в 60—100 раз, называется микроструктурой.
На участке 1 металл, который находился в расплавленном состоянии, затвердевая, образует сварной шов, имеющий литую структуру из столбчатых кристаллов. Грубая столбчатая структура металла шва является неблагоприятной, так как снижает прочность и пластичность металла. Зона термического влияния имеет несколько структурных участков, отличающихся формой и строением зерна, вызванных различной температурой нагрева в пределах 1500—450° С.
Участок неполного расплавления 2 — переходный от наплавленного металла к основному. На этом участке происходит образование соединения и проходит граница сплавлении, он представляет собой очень узкую область (0,1—0,4 мм) основного металла, нагретого до частичного оплавления зерен. Здесь наблюдается значительный рост зерен, скопление примесей, поэтому этот участок обычно является наиболее слабым местом сварного соединения с пониженной прочностью и пластичностью.
Участок перегрева 3 — область основного металла, нагреваемого до температур 1100—1450° С, в связи с чем металл отличается крупнозернистой структурой и пониженными механическими свойствами (пластичностью и ударной вязкостью). Эти свойства тем ниже, чем крупнее зерно и шире зона перегрева.
Участок нормализации 4 — область металла, нагреваемого до температур от 900 до 1100° С. Металл этого участка обладает высокими механическими свойствами, так как при нагреве и охлаждении на этом участке образуется мелкозернистая структура в результате перекристаллизации без перегрева.
Участок неполной перекристаллизации 5— зона металла, нагреваемого при сварке до температур 725—• 9009 С. В связи с неполной перекристаллизацией, вызванной недостаточным временем и температурой нагрева, структура этого участка характеризуется смесью мелких перекристаллизовавшихся зерен и крупных зерен, которые не успели перекристаллизоваться. Металл этого участка имеет более низкие механические свойства, чем металл предыдущего участка.
Участок рекристаллизации 6 — область металла, нагреваемого в пределах температур 450—725°С, Если сталь перед сваркой испытала холодную деформацию (прокатку, ковку, штамповку), то на этом участке развиваются процессы рекристаллизации, приводящие к росту зерна, огрублению структуры, и, как следствие, к разупрочнению.
Участок 7, нагреваемый в области температур 200—450°С, является зоной перехода от зоны термического влияния к основному металлу. В этой зоне могут протекать процессы старения в связи с выпадением карбидов железа и нитридов, в связи с чем механические свойства металла этой зоны понижаются.
Если металл перед сваркой был отожжен, то существенных изменений на участках б и 7 не происходит.
Ширина зоны термического влияния зависит от толщины металла, вида и режимов сварки. При ручной дуговой сварке она составляет обычно 5—6 мм, при сварке под флюсом средних толщин около 10 мм, при газовой сварке до 25 мм.