

3.8. Газовое пламя
При газопламенной обработке (сварке, резке, поверхностной обработке, пайке) в качестве источника тепла используется газовое пламя — пламя горючего газа, сжигаемого для этой цели в кислороде в специальных горелках.
В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетилено-кислородное пламя, поэтому оно нашло наибольшее применение.
Ацетилен (С2Н2) является химическим соединением углерода и водорода. Его получают в специальных аппаратах — газогенераторах при взаимодействии воды с карбидом кальция (СаС2). Реакция разложения карбида кальция с образованием газообразного ацетилена и гашеной извести протекает со значительным выделением теплоты Q:
СаС2 + 2Н2О = С2Н2 + Са(ОН)2 + Q
При разложении 1 кг карбида кальция образуется 0,25—0,3 м3 ацетилена.
Карбид кальция получают в электрических дуговых печах при температуре 1900—2300°С сплавлением кокса с негашеной известью по реакции
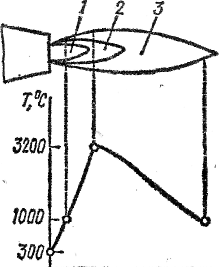
Схема нормального ацетилено-кислородного пламени и распределения температур
Ацетилено-кислородное пламя состоит из трех зон: ядра пламени 1, средней восстановительной зоны 2, факела
пламени —окислительной зоны 3. Ядро представляет собой газовую смесь сильно нагретого кислорода и диссоциированного (разложенного) ацетилена — 2С+Н2+О2, ядро выделяется резким очертанием и ярким свечением. Горенке начинается на внешней оболочке ядра и продолжается во второй зоне. В зоне 2 происходит первая стадия сгорания ацетилена за счет кислорода, поступающего из баллона по реакции 2С+Н2+О-2 = 2СО+Н2. Углерод сгорает не полностью, а водород, как имеющий меньшее сродство к кислороду по сравнению с углеродом, в этой зоне не окисляется (не сгорает). Зона 2, имеющая самую высокую температуру и обладающая восстанови тельными свойствами, называется сварочной или рабочей зоной. В зоне 3 (факеле) протекает вторая стадия горения ацетилена за счет атмосферного кислорода но реакции:
2СО + Н2 + 3/2О2 = 2СО + Н2О
Углекислый газ и пары воды при высоких температурах окисляют железо, поэтому эту зону называют окислительной.
Для полного сгорания одного объема ацетилена требуется два с половиной объема кислорода: один объем поступает из кислородного баллона и полтора объема — из воздуха. Количество тепла в джоулях, получаемое при полном сгорании 1 м3 газа, называется теплотворной способностью.
Газовое пламя нагревает металла вследствие процессов теплообмена — вынужденной конвекции и излучения.
Тепловые характеристики газового пламени (температура, эффективная тепловая мощность, распределение теплового потока пламени по пятну нагрева) зависят от теплотворной способности горючего газа, чистоты кислорода и их соотношения в смеси.
Температура газового пламени (°С) неодинакова в различных его частях и достигает наибольшего значения на оси пламени вблизи конца ядра. Тепловую мощность газового пламени, получаемого в сварочных горелках, условно оценивают часовым расходом ацетилена (л/ч).
Эффективная мощность пламени qи, т. е. количество тепла, вводимое в нагреваемый металл в единицу времени, возрастает с увеличением расхода газа.
Эффективный к. п. д. процесса нагрева металла ηи, газовым пламенем, определяемый как отношение эффективной мощности qи к полной мощности пламени q, равен:
ηи = qи /KVацет.
где КVацет. — полная тепловая мощность ацетилено-кислородного иламени; К — коэффициент, К = 0,84; ) ηи зависит от мощности пламени и меняется в пределах от 0,8 (малая мощность) до 0,25 (большая мощность).
Газовое пламя является рассредоточенным источником тепла, Наибольший тепловой поток на оси ацетилене-кислородного пламени обычной сварочной горелки в 8—12 раз меньше, чем у открытой сварочной дуги примерно одинаковой эффективной мощности, поэтому газовое пламя нагревает металл медленнее и плавнее, чем сварочная дуга.