

3.5. Перенос металла с электрода в сварочную ванну
Перенос металла всегда происходит от электрода к металлу изделия. Непосредственно под дугой на металле изделия образуется углубление (кратер), заполненное жидким металлом. Одновременно с образованием кратера под действием теплоты дуги расплавляется металл на конце электрода и в виде капель проходит через дуговой промежуток в кратер, образуя сварной шов.
Капли металла с электрода в ванну расплавленного металла переходят при горении сварочной дуги во всех пространственных положениях (горизонтальном, вертикальном, потолочном).
Известно несколько объяснений процесса переноса капель расплавленного металла с электрода в сварочную ванну. Одни исследователи считают, что причиной переноса является направленный поток электронов, другие, что капли металла притягиваются массой изделия, и т.д.
Схема образования капли и переноса в дуге представлена на рис. 4. В первый момент горения дуги происходит расплавление торца электрода и металла изделия (рис.4, а). Затем расплавленный металл собирается на конце электрода и принимает каплевидную форму с тонкой шейкой. В месте образования шейки плотность тока увеличивается, металл разогревается, шейка делается все тоньше и под действием силы тяжести касается сварочной ванны, на мгновение замыкая дугу накоротко, одновременно шейка рвется. Вслед за этим дуга возникает вновь, и весь процесс повторяется сначала.
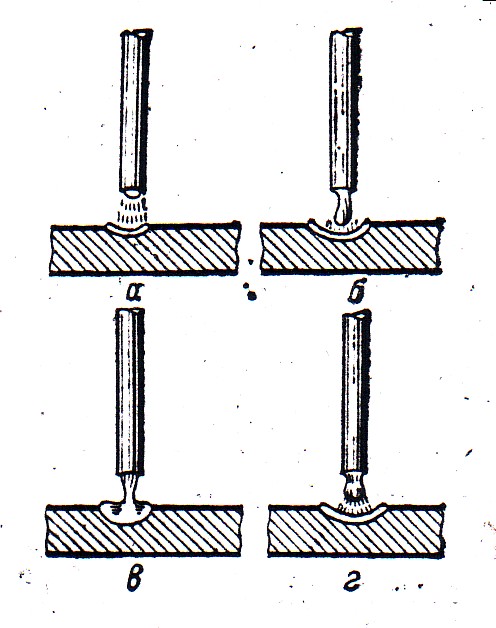
Схема переноса металла в дуге
В одну секунду от электрода отрывается и переходит на изделие до 40 капель расплавленного металла. Характер переноса капель с электрода в сварочную ванну зависит от силы тока и напряжения сварочной дуги. С увеличением тока размер капель уменьшается, а количество их в единицу времени возрастает. С увеличением напряжения на дуге (длины дуги) размер капель увеличивается, а количество их в единицу времени уменьшается. При длинной дуге капли металла в течение большего времени соприкасаются с воздухом и окисляются, а это ухудшает качество сварного шва. Дуга горит неравномерно, «блуждает» по поверхности изделия, что приводит к разбрызгиванию жидкого металла (потерям его) и ухудшает формирование сварного шва.
3.6. Действие магнитного поля на сварочную дугу.
При прохождении электрического тока через электрод м сварочную дугу возникает электромагнитное поле. Оно также возникает и вокруг свариваемого изделия. В некоторых случаях взаимодействие этих полей вызывает значительное отклонение дуги. Такое явление называют магнитным дутьем.
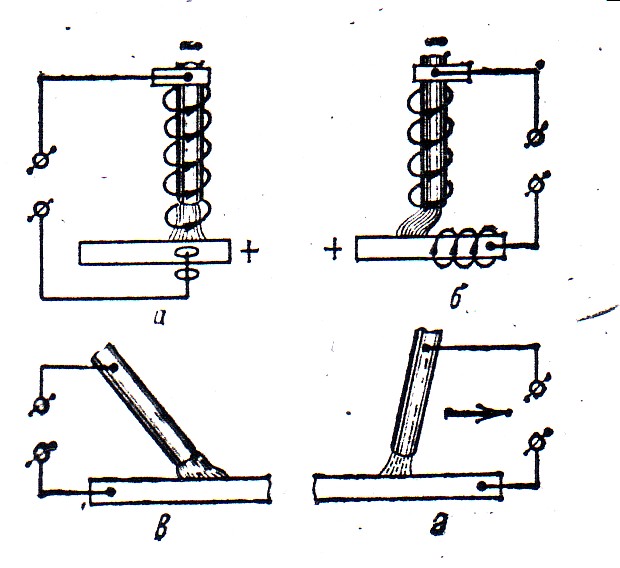
Влияние магнитного поля на сварочную дугу: а-магнитное поле вокруг проводника с током; б - отклонение дуги под влиянием магнитного поля в свариваемом изделии; в - отклонение дуги при чрезмерном наклоне электрода: г - правильное расположение электрода.
Сущность этого явления состоит в следующем. Сварочная дуга представляет собой гибкий проводник, который под воздействием электромагнитного поля, как и обычный проводник, выталкивается из пространства, где магнитные силовые линии более сосредоточены, в направлении пространства с мене сосредоточенным магнитным полем. Если ток подключен к свариваемому изделию вблизи дуги или недалеко от нее, то дуга не отклоняется (рис. 5, а). Если ток подключен вдали от дуги, то за счет усиления магнитного поля со стороны токоподводящего кабеля дуга отклоняется в противоположную сторону (рис. 5, б). Соответствующим переносом места присоединения кабеля на 20…25 см в одну или другую сторону можно изменить направление отклонения дуги и улучшить ее расположение. Отклонение дуги увеличивается также при сварке с наклоном электрода в сторону токоподводящего кабеля (рис. 5, в); изменением наклона электрода в сторону, противоположную месту присоединения кабеля, можно значительно уменьшить магнитное дутье (рис.5, г).
Магнитное дутье в большей степени проявляется при сварке на постоянном токе, чем на переменном, при сварке голыми электродами или с тонкой обмазкой, чем электродами с толстой обмазкой.