

Лекция 1. Понятие конструирования
Конструкция — это система, составленная по определенным правилам из отдельных функциональных элементов. Это определение находит свое подтверждение также в первоначальном значении слова. В латинском языке слово construere означает сборку, компоновку, нагромождение, а также сооружение. Под словом constructio понимается сооружение, построение путем соединения.
Конструирование является целенаправленным изобразительным процессом, при котором частные функции изделия объединяются в общую функцию. Понятие конструкции относится также к материальному воплощению идеи изделия путем изготовления. В этом смысле конструированием является и разработка на ЭВМ управляющих программ для станков с числовым программным управлением (ЧПУ), давно показавшая возможности объединения конструирования и конструкторской подготовки производства в единый процесс [1.2]. В процессе конструирования отыскиваются функциональные решения, представляемые и документируемые в виде некоей функциональной структуры, которая затем может быть материализована с помощью определенных предписаний. Эти предписания, служащие для изготовления изделий, составляются таким образом, чтобы все поставленные перед создаваемым изделием функциональные требования были выполнены: в этом смысле процесс конструирования предполагает получение не только всех необходимых чертежей изделия, но и разработку технологических процессов его изготовления (рис. 1.1). Целью конструирования является разработка и формирование функций изделия путем переработки геометрической, конструкторской и организационной информации; подготовка производства обеспечивает технологическую реализацию превращения исходной заготовки в изделие. Поэтому конструирование можно интерпретировать как геометрическую обработку информации, обеспечивающую выполнение функциональных требований к изделию, а под готовку производства — как геометрическую обработку информации, обеспечивающую выполнение технических и технологических требований к изделию.
Конструирование есть вид интеллектуальной деятельности, при которой правильные результаты получают путем анализа и переработки имеющейся информации. Каждое решение должно быть тщательно продумано и правильно сформулировано. Суть процесса конструирования состоит в выборе одного из возможных вариантов решений поставленной задачи. При этом при переборе вариантов происходят их сравнение, преобразование и запоминание. Свойством конструктивного образа мышления является также способность абстрагироваться от конкретного объекта и переносить полученные результаты на другие объекты. Значительную роль играет способность к пространственному воображению, которая по мере накопления опыта может снижаться за счет ассоциативных воспоминаний.
Важным условием при этом является способность человека концентрировать внимание на достижении поставленной цели. Рассмотрим определения понятий «исследование», «разработка» и «конструирование» [1.5].
Исследование — это целенаправленная системно-методическая работа для получения знаний, необходимых для выработки качественно новых решений.
Разработка — это рациональное использование результатов исследований (в том числе и технико-экономических) в целях получения новых изделий или модернизации уже существующих.
Конструирование — это творческая реализация технического замысла изделия, определение его функциональной структуры и технологии изготовления. Конструирование включает процедуры обдумывания и отображения, выбор материалов и технологии изготовления; оно должно обеспечивать возможность экономически целесообразного материального воплощения технической идеи. Различают новое конструирование, конструирование на основе аналогов и вариантное конструирование.
С точки зрения информатики процесс конструирования можно представить в виде информационного потока, в котором различают создание, переработку, накопление и выдачу информации (рис. 1.2) [1.6]. Информационный поток, реализуемый в процессе проектирования с помощью изобразительных и абстрактных представлений, учитывающих пространственные и временные соотношения, характеризуется качеством и интенсивностью. При этом важным фактором являются знание и доступность относящихся к нему данных. Плохое проектирование часто является следствием недостаточных знаний.
Процесс конструирования состоит из нескольких последовательных этапов: разработка замысла изделия, определение его структуры и затем детализация. При использовании ЭВМ, когда объединяются конструирование и разработка технологии изготовления, различают следующие этапы: определение функциональной структуры изделия, разработка принципа действия, деталировка и подготовка производства.
Проектирование (от лат. ргоjectus — «выдающийся вперед», предварение») представляет собой процесс создания технической документации, опытных образцов ц моделей объекта, необходимых и достаточных для его изготовления на заводе.
Проектирование – процесс создания описания, необходимого для построения в заданных условиях еще не первичного описания объекта. Различают неавтоматизированное, автоматизированное и автоматическое проектирование.
Как следует из самого определения, проектирование должно предвидеть прогресс техники и закладывать в проект структуры и параметры САУ, обеспечивающие превосходство проекта над имеющимися лучшими из известных в мировой практике аналогов.
Проектирование — один из древнейших видов человеческой деятельности — начиналось с создания кораблей, зданий, водопроводов, первых механизмов древних цивилизаций.
Проектно-конструкторскую деятельность в самом общем виде можно условно разделить:
• на проектирование — творческое предопределение будущего технического устройства или технологического метода, при котором расчетами, эскизами или экспериментально делается предварительная проработка; результат — обоснование для последующего конструирования устройства или разработки метода;
• конструирование — определение посредством изображения замысла технического устройства; результат — получение чертежей нового изделия или нового технологического процесса.
Конструирование, в свою очередь, разделяется на два вида деятельности:
- эскизное проектирование;
- оформление.
При эскизном проектировании (как правило, с использованием прототипов) определяется принцип действия разрабатываемого изделия, а при оформлении выполняется полный комплект документации для его изготовления.
Конструктор, использующий САПР, может выполнять чертежи в среднем в три раза быстрее чем, работая за кульманом. Такая работа ускоряет процесс проектирования в целом, позволяет в более сжатые сроки выпускать продукцию и быстрее реагировать на рыночную конъюнктуру.
• Повышение точности выполнения чертежей.
Точность чертежа, выполненного вручную, определяется остротой зрения конструктора и толщиной грифеля карандаша. На чертеже, построенном с помощью программных средств, место любой точки определено точно, а для более детального просмотра элементов чертежа имеется средство, позволяющее увеличить любую часть данного чертежа. Кроме этого САПР обеспечивает конструктора еще многими специальными средствами, недоступными при ручном черчении.
• Повышение качества выполнения чертежей.
Качество изображения на обычном чертеже полностью зависит от мастерства конструктора, тогда как печатающие устройства вычерчивают высококачественные линии и тексты независимо от индивидуальных способностей человека. Кроме того, большинство сделанных вручную чертежей имеют неряшливый вид из-за частого стирания линий. Программные средства любой САПР позволяют быстро стереть лишние линии без каких-либо последствий для конечного чертежа.
• Возможность многократного использования чертежа.
Построение изображения всего чертежа или его части можно сохранить для дальнейшей работы. Обычно это полезно тогда, когда в состав чертежа входят составляющие, имеющие одинаковую форму. Сохраненный чертеж может быть использован для последующего проектирования.
• Ускорение расчетов и анализа при проектировании.
В настоящее время существует большое разнообразие программного обеспечения, которое позволяет выполнять практически все проектные расчеты.
Общие правила конструирования
При создании машин рекомендуется придерживаться следующих правил:
подчинять конструирование задаче увеличения экономического эффекта, определяемого в первую очередь полезной отдачей машины, ее долговечностью и эксплуатационными расходами за весь период использования машины;
добиваться максимального повышения полезной отдачи путем увеличения производительности машин и объема выполняемых ими операций;
добиваться всемерного снижения расходов на эксплуатацию машин уменьшением энергопотребления, стоимости обслуживания и ремонта;
максимально увеличивать степень автоматизации машин с целью увеличения производительности, повышения качества продукции и сокращения расходов на труд;
всемерно увеличивать долговечность машин как средство повышения фактической численности машинного парка и увеличения их суммарной полезной отдачи;предупреждать техническое устаревание машин, обеспечивая их длительную применяемость, закладывая в них высокие исходные параметры и предусматривая резервы развития и последовательного совершенствования;
закладывать в машины предпосылки интенсификации их использования в эксплуатации путем повышения универсальности и надежности;
предусматривать возможность создания производных машин с максимальным использованием конструктивных элементов базовой машины;
стремиться к сокращению числа типоразмеров машин, добиваясь удовлетворения потребностей народного хозяйства минимальным числом моделей путем рационального выбора их параметров и повышения эксплуатационной гибкости;
стремиться к удовлетворению потребностей народного хозяйства минимальным выпуском машин путем увеличения полезной отдачи и долговечности машин;
конструировать машины с расчетом на безремонтную эксплуатацию с полным устранением капитальных ремонтов и с заменой восстановительных ремонтов комплектацией машин сменными узлами;
избегать выполнения трущихся поверхностей непосредственно на корпусах деталей;
для облегчения ремонта поверхности трения выполнять на отдельных, легко заменяемых деталях;
последовательно выдерживать принцип агрегатности; конструировать узлы в виде независимых агрегатов, устанавливаемых на машину в собранном виде;
исключать подбор и пригонку деталей при сборке; обеспечивать полную взаимозаменяемость деталей;
исключать операции выверки, регулирования деталей и узлов по месту; предусматривать в конструкции фиксирующие элементы, обеспечивающие правильную установку деталей и узлов при сборке;
обеспечивать высокую прочность деталей и машины в целом способами, не требующими увеличения массы (придание деталям рациональных форм с наилучшим использованием материала, применение материалов повышенной прочности, введение упрочняющей обработки);
уделять особое внимание повышению циклической прочности деталей; придавать деталям рациональные по сопротивлению усталости формы; уменьшать концентрацию напряжений; вводить упрочняющую обработку;
в машины, узлы и механизмы, работающие при циклических и динамических нагрузках, вводить упругие элементы, смягчающие толчки и колебания нагрузки;
придавать конструкциям высокую жесткость целесообразными, не требующими увеличения массы способами (применение пустотелых и оболочковых конструкций; блокирование деформаций поперечными и диагональными связями; рациональное расположение опор и ребер жесткости);
всемерно увеличивать эксплуатационную надежность машин, добиваясь, но возможности полной безотказности их действия;
делать машины простыми в обслуживании;
сокращать объем операций обслуживания, устранять периодические регулировки, выполнять механизмы в виде самообслуживающихся агрегатов;
предупреждать возможность перенапряжения машины в эксплуатации; вводить автоматические регуляторы, предохранительные и предельные устройства, исключающие возможность эксплуатации машины на опасных режимах;
устранять возможность поломок и аварий в результате неумелого или небрежного обращения с машиной; вводить блокировки, предупреждающие возможность неправильного манипулирования органами управления; максимально автоматизировать управление машиной;
исключать возможность неправильной сборки деталей и узлов, нуждающихся в точной координации одного относительно другого;
вводить блокировки, допускающие сборку только в нужном положении;
устранять периодическую смазку; обеспечивать непрерывную автоматическую подачу смазочного материала к трущимся соединениям;
заключать механизмы в закрытые корпуса, предотвращающие проникновение грязи, пыли и влаги на трущиеся поверхности и позволяющие организовать непрерывную смазку;
обеспечивать надежную страховку резьбовых соединений от самоотвинчивания; внутренние соединения фиксировать методами позитивного стопорения (шплинты, отгибные шайбы);
предупреждать коррозию деталей, в особенности у машин, работающих на открытом воздухе или соприкасающихся с химически активными средами, применением стойких лакокрасочных и гальванических покрытий и изготовлением деталей из коррозионно-стойких материалов;
Лекция 2. Идеология конструирования. Критерии совершенства конструкции.
Функциональная целесообразность.
Было бы наивно думать, что можно сформулировать однозначные правила конструирования-решения на все случаи жизни, не оставив места для творчества конструктора. Последнее, пожалуй, самое важное, конструктор - это художник, это композитор, это поэт в своей области. Если он не обладает талантом, обширными и глубокими знаниями, пространственным (многомерным) мышлением, то создать новую совершенную конструкцию ему не помогут никакие правила или принципы. Создание искусственного мира - это, прежде всего искусство, а наука как совокупность знаний только помогает интуиции и таланту. Но это не означает, что при конструировании можно пренебрегать теорией. Теория и конструкторский опыт должны быть сбалансированы. Кстати, это важно не только для конструктора, но и для научного работника.
В этой связи конструктор должен одинаково хорошо знать физические процессы и современные технологии независимо от того, какая перед ним стоит задача - разработать конструкцию сложнейшей машины или бытового прибора. "Мелочей", безразличных решений не должно быть ни в том, ни в другом случае. Материалы и технологии следует применять одинаково совершенные, если Вы конструируете водопроводный кран для дома или управляющее устройство в системе гидрокоммуникаций самолета. Смазочный материал не должен подтекать ни в случае, когда это опасно для жизни, ни в случае, когда это просто неприятно для обслуживающего персонала. "Общение" с созданным объектом должно быть удобным и приятным независимо от того, что это за объект - пульт управления атомной электростанцией или обыкновенный пылесос.
Процесс конструирования многогранен. В самом его начале нужно представлять, как разрабатываемый объект можно изготовить и как он будет выглядеть в конце процесса. Цель конструирования — наиболее полное решение поставленной функциональной задачи. Учебники и справочники должны начинаться с классификации функций и соответствующих им структур и конструктивных решений, а не наоборот. Приступать к разработке проекта нужно, только поняв функцию будущего изделия и представив в пространстве возможное решение или путь решения. Здесь идет речь о пространстве не только трехмерном (геометрическом), но и многомерном (время, исторические тенденции, материалы и технологии), В этой связи, если Вы обладаете линейным или плоским представлением вещей, то конструирование не Ваша сфера деятельности, а если вы мысленно можете представлять геометрию изделия, то постарайтесь развить Ваше качество до многомерного понимания искусственного мира.
Для решения функциональной задачи одинаково важны геометрическая форма (собственно конструкция), материалы и технология. Перед преподавателями, авторами книг, пособий для конструкторов должна быть поставлена задача - увязать эти составляющие. Пока мне известна только одна книга, в которой наиболее полно даны возможные функции, варианты структурных схем, конструктивных решений, физических процессов взаимодействия звеньев, материалов и технологий в их взаимообусловленности - это книга К. Рота Конструирование с помощью каталогов. (Перевод с нем. В.И. Борзенко и др. М.: Машиностроение, 1995. 420 с.). Но в ней материалы и технология выступают не на равных с конструкцией, к тому же чувствуется привязанность автора к определенной области управляющих устройств и ручного инструмента, а также предпочтительность пластмасс другим видам материалов.
История предопределяла распространение тех или иных технических решений именно в соответствии с взаимообусловленностью конструкции, материалов и технологии. Например, циклоидальное зацепление, предложенное на 150 лет раньше, чем эвольвентное, обладает многими наилучшими функциональными качествами (КПД, сопротивление изнашиванию, контактная прочность и др.) по сравнению с эвольвентным зацеплением. Но потребовалось еще почти 150 лет, чтобы ситуация изменилась в пользу эвольвентного зацепления после того, как был предложен эффективный способ нарезания эвольвентных зубьев инструментом реечного типа. Эти качества и технологичность шлифования эвольвентных зубьев плоскими кругами также оказались определяющими в соперничестве эвольвентного зацепления с передачами Новикова при использовании закаленных материалов. Передачи Новикова еще можно было применять, когда использовались материалы с невысокой твердостью поверхности, и может быть в будущем они займут свое место в технике, если будет предложен соответствующий способ их изготовления. Что касается циклоидального профиля зубьев, то он успешно применяется в компактных японских редукторах благодаря совершенным технологическим процессам.
Технически воспроизведение функций современной машины может быть представлено в виде совокупности трех взаимосвязанных составляющих .
Вопрос, какая из трех соответствующих систем важнее: традиционная механическая система с непосредственным воспроизведением заданного движения или обеспечением заданного состояния, система измерения воспроизводимой характеристики или система управления?
Ответ — все три составляющих равноценны, они присутствовали в самых примитивных устройствах, но решения были практически полностью механическими, если не учитывать ощущения и ум человека, как составной части системы в целом. Другое дело, изменяются средства второй и третьей составляющих в пользу электроники. Порожденная этим привилегированность специалистов в области электроники привела к недостаточно сбалансированной подготовке специалистов-механиков традиционного плана.
Функциональная целесообразность — принцип, обозначающий соответствие выбранного решения поставленной задаче. Иными словами — задача должна быть выполнена без превышения необходимых затрат. Но функция в данном случае понимается в широком смысле, например, упомянутый водопроводный кран должен не только перекрывать воду без подтечек, но быть удобным в обращении, "вписываться" в интерьер помещения и быть просто красивым или красиво простым. Это означает, что надо изготовлять его из высококачественных материалов, обеспечить низкую шероховатость поверхностей и высокую точность сопряжения деталей.

Рис. 1 Функциональная целесообразность конструирования
Функциональная целесообразность предусматривает, в частности: обеспечение минимальной допустимой для заданной функции прочности, минимальной жесткости и др. характеристик, если их повышение сопряжено с увеличением массы, удорожанием изготовления и эксплуатации устройства; выполнение защитных конструкций тонкостенными (в виде кожухов) в отличие от несущих конструкций; обеспечение высокой точности и центрирования деталей только в случаях, когда это влияет на работоспособность устройства; исключение лишних опор для деталей, которые могут самоустанавливаться; обеспечение высокого качества только трущихся, посадочных, а также открытых для обозрения и контакта поверхностей (рис.1).
Этим, однако, не ограничивается сущность функциональной целесообразности. Она воплощает в себе все последующие производные принципы в той или иной мере, поскольку все они направлены на то, чтобы наилучшим образом решить функциональную задачу. Поэтому нельзя ограничиваться одним решением - выбор схем и конструкций должен быть на альтернативной основе. Составление возможных структурных, кинематических и конструктивных схем многих машин и механизмов приведено, например, в справочно-методологическом пособии во 2-м томе под общей ред. К.В. Фролова "Конструирование машин" (М.: Машиностроение, 1994), а также в других книгах.
Далее поговорим о тенденциях современного конструирования, т.е. о том, какие решения предпочитают использовать конструкторы, особенно зарубежные, при возможности выбора, что, однако, не означает бесперспективности иных решений.
• Механизмы и приводы вращательного движения предпочитают устройствам, в которых присутствует возвратно-вращательное или возвратно-поступательное движение.
• Собственный привод каждого исполнительного звена (индивидуальный привод) или даже несколько приводов одного звена предпочитают общему приводу с разветвленной трансмиссией.
• Низшие кинематические пары (соприкосновение по поверхности) предпочитают высшим парам (соприкосновение по линии или в точке) особенно при ударных нагрузках. Имеются, однако, примеры ошибочных, на взгляд автора, решений двигателя внутреннего сгорания с высшими парами в основном механизме, в частности, демонстрируемого на одной из выставок научных и технических достижений.
• Упругие кинематические пары, в том числе "пленочные" шарниры (см. упомянутую выше книгу К. Рота), в условиях ограниченных перемещений предпочитают парам внешнего трения.
• В качестве материалов деталей, особенно "несиловых", там, где это, возможно, предпочитают пластмассы и композиты. Кроме кожухов, облицовочных панелей это, в частности, относится к деталям приборов, малонагруженным, но достаточно точным зубчатым колесам (см, например, любой современный принтер) и др.
• Блочную конструкцию, составленную из отдельных автоматически собираемых, как правило, неразборных и практически неремонтируемых узлов, предпочитают конструкции из отдельных последовательно присоединяемых деталей. При этом соединение между отдельными блоками предусматривают простейшее: скользящее или упругое.
• Штампованные и штампованно-сварные детали предпочитают литым.
• Детали с местной поверхностной термической или химико-термической обработкой, а также с местными покрытиями предпочитают деталям со сплошной обработкой.
• Неразъемные, автоматически осуществляемые соединения предпочитают разъемным соединениям. Речь идет, прежде всего, о пластических соединениях в сравнении, например, с болтовыми соединениями. Однако в последнее время под давлением "зеленых" в некоторых странах принимают законы, запрещающие применение неразборных конструкций, особенно если в них имеются неизвлекаемые пластмассовые детали.
• Уплотнение неподвижного стыка предпочитают осуществлять с помощью специальных герметиков, а не с помощью упругих прокладок.
• В качестве уплотнения подвижного соединения предпочитают разделительное уплотнение при ограниченных перемещениях или торцовое (осевое) при неограниченных перемещениях, чем соответственно скользящее или окружное скользящее уплотнение.
• Быстроходные малогабаритные приводы и механизмы из высококачественных материалов предпочитают более громоздким и простым тихоходным приводам.
• Многопоточные системы с параллельным соединением приводов и механизмов предпочитают однопоточным последовательным системам.
• Цилиндрические зубчатые и, в частности, планетарные передачи с высоким КПД предпочитают более простым червячным передачам.
• Дисковые и многодисковые фрикционные тормоза и муфты предпочитают колодочным и ленточным тормозам и муфтам.
• Самоустанавляемость предпочитают решать, прежде всего, за счет конструкции механизма или фермы, а не за счет системы управления.
• Статически определимые и достаточно деформативные системы звеньев, опор и подвески агрегатов, обеспечивающие их самоустановку, предпочитают системам, требующим регулировки или подгонки взаимного расположения звеньев.
• Компоновку и размещение деталей и узлов в пространстве с совмещением их функций предпочитают компоновке с раздельной реализацией функций. Речь идет о встраивании отдельных узлов в общий корпус или об использовании свободного пространства внутри других деталей или узлов, об использовании несущей детали в качестве защитной, о восприятии нагрузок разных направлений в одном соединении и т.п.
• Геометрические системы с короткой размерной цепью предпочитают системам с длинной размерной цепью.
• Кинематические и динамические системы с разделением функций предпочитают системам совместной реализации различного вида движения и/или нагружения. Речь идет о предпочтении схем с независимой передачей движения или с определенным не взаимозависимым соотношением распределения нагрузки.
• Динамические и статические системы с кратчайшим путем замыкания силовых линий (по количеству последовательно нагружаемых стыков, подвижных соединений и деформируемых звеньев) предпочитают системам с более длинным путем замыкания силовых линий.
• Системы с плавным изменением плотности силовых линий или с плавным их искривлением предпочитают системам с резким изменением плотности или с резким перегибом.
• Симметричные геометрические формы и симметричные системы замыкания сил предпочитают несимметричным формам и системам.
Разумеется, данный перечень нельзя считать исчерпывающим. Общее правило таково — любую рекомендацию надо проверить на соответствие принципу функциональной целесообразности для заданных условий.
Лекция 3. Принципы конструирования
Задача конструктора состоит в создании машин, полно отвечающих потребностям народного хозяйства, дающих наибольший экономический эффект и обладающих наиболее высокими технико-экономическими и эксплуатационными показателями.
Главными показателями являются: высокая производительность, экономичность, прочность, надежность, малые масса и металлоемкость, габариты, энергоемкость, объем и стоимость ремонтных работ, расходы на оплату труда операторов, высокий технический ресурс и степень автоматизации, простота и безопасность обслуживания, удобство управления, сборки и разборки.
В конструкции машин необходимо соблюдать требования технической эстетики. Машины должны иметь красивый внешний вид, изящную, строгую отделку.
Значимость каждого из перечисленных факторов зависит от функционального назначения машины:
в машинах-генераторах и преобразователях энергии на первом плане стоит величина КПД, определяющего совершенство преобразования затрачиваемой энергии в полезную;
в машинах-орудиях — производительность, четкость и безотказность действия, степень автоматизации;
в металлорежущих станках — производительность, точность обработки, диапазон выполняемых операций;
в приборостроении — чувствительность, точность, стабильность показаний;
в транспортной технике, особенно в авиационной и ракетной,— малая масса конструкции, высокий КПД двигателя, обусловливающий малую массу бортового запаса топлива.
Проектируя машину, конструктор должен добиваться всемерного увеличения ее рентабельности и повышения экономического эффекта за весь период работы. Экономический эффект зависит от обширного комплекса технологических, организационно-производственных и эксплуатационных факторов. В данной книге рассмотрены только те способы повышения экономичности, которые непосредственно связаны с конструированием и зависят от деятельности конструктора.
Экономические основы конструирования
Экономический фактор играет первостепенную роль, в конструировании. Частности конструкции не должны заслонять основной цели конструирования — увеличения экономического эффекта машин.
Многие конструкторы считают, что экономически конструировать — значит уменьшать стоимость изготовления машины, избегать сложных и дорогих решений, применять наиболее дешевые материалы и наиболее простые способы обработки. Это только небольшая часть задачи. Главное значение имеет то, что экономический эффект определяется полезной отдачей машины и суммой эксплуатационных расходов за весь период работы машины. Стоимость машины является только одной, не всегда главной, а иногда и очень незначительной составляющей этой суммы.
Экономически направленное конструирование должно учитывать весь комплекс факторов, определяющих экономичность машины, и правильно оценивать относительное значение этих факторов. Это правило часто игнорируют. Стремясь к удешевлению продукции, конструктор нередко добивается экономии в одном направлении и не замечает других, гораздо более эффективных путей повышения экономичности. Более того, частная экономия, осуществляемая без учета совокупности всех факторов, нередко ведет к снижению суммарной экономичности машин.
Главными факторами, определяющими экономичность машины, являются полезная отдача машины, надежность, расходы на оплату труда операторов, потребление энергии и стоимость ремонтов.
Коэффициент использования машины представляет собой отношение времени фактической работы машины за определенный период к длительности этого периода.
Пусть Н — период эксплуатации машины, h — фактическое время работы машины за этот период. Средний за период эксплуатации коэффициент использования
![]()
Если машина работает до полного исчерпания своего механического ресурса, то h представляет собой долговечность машины D (общую возможную ее наработку за период эксплуатации). Тогда
![]() Величина
Величина
![]() машин, работающих по календарному
режиму, зависит главным образом от: 1)
числа рабочих смен и 2) холостого времени
(простои из-за неисправностей машины,
недогрузка из-за нарушений производственного
ритма) опытом эксплуатации. Во многих
случаях и это оправдывает унификацию.
машин, работающих по календарному
режиму, зависит главным образом от: 1)
числа рабочих смен и 2) холостого времени
(простои из-за неисправностей машины,
недогрузка из-за нарушений производственного
ритма) опытом эксплуатации. Во многих
случаях и это оправдывает унификацию.
Унификация
Унификация состоит в многократном применении в конструкции одних и тех же элементов, что способствует сокращению номенклатуры деталей и уменьшению стоимости изготовления, упрощению эксплуатации и ремонта машин.
Унификация конструктивных элементов позволяет сократить номенклатуру обрабатывающего, мерительного и монтажного инструмента. Унификации подвергают посадочные сопряжения (по посадочным диаметрам, посадкам и точности размеров), резьбовые соединения (по диаметрам, типам резьбы, посадкам и точности размеров, размерам под ключ), шпоночные и шлицевые соединения (по диаметрам, формам шпонок и шлицев, посадкам и точности размеров), зубчатые зацепления (по модулям, типам зубьев и точности размеров), фаски и галтели (по размерам и типам) и т. д.
Унификация оригинальных деталей и узлов может быть внутренней (в пределах данного изделия) и внешней (заимствование деталей с иных машин данного или смежного завода).
Наибольший экономический эффект дает заимствование деталей серийно изготовляемых машин, когда детали можно получить в готовом виде. Заимствование деталей машин единичного производства, машин, снятых или подлежащих снятию с производства, а также находящихся в производстве на предприятиях других ведомств, когда получение деталей невозможно или затруднительно, имеет только одну положительную сторону: проверенность деталей
![]()
Недостаток первого показателя состоит в том, что он не учитывает удельное значение унифицированных деталей в конструкции машины. Второй показатель учитывает долю массы унифицированных деталей в общей массе машины. Наиболее правилен третий показатель, однако определение его более затруднительно, чем первых двух.
Степень внутренней унификации оценивают коэффициентом повторяемости
![]()
где Nн., — число наименований деталей изделия;
Nд , — общее число деталей изделия.
Этот коэффициент, легко определяемый на основании спецификации, суммарно характеризует совершенство конструкции со стороны сокращения номенклатуры деталей. В хороших конструкциях г\д = =40-60%.
Для дифференцированной оценки применяют следующие показатели
степень унификации оригинальных деталей
![]()
где N ун.оp — число унифицированных оригинальных деталей;
N оp — общее число оригинальных деталей;
степень унификации элементов конструкции
![]()
где N тр — число принятых типоразмеров данных элементов;
N эл — общее число данных элементов в изделии.
Например, степень унификации резьб
![]()
где N тр рзб ~ число типоразмеров резьб;
N рзб — общее число резьбовых соединений в изделии;
степень унификации крепежных деталей
![]()
где N тр кр — число типоразмеров крепежных деталей;
N кр — общее число крепежных деталей в изделии
Стандартизация
Стандартизация есть регламентирование конструкции и типоразмеров широко применяемых машиностроительных деталей, узлов и агрегатов.
Почти в каждой специализированной проектной организации стандартизируют типовые для данной отрасли машиностроения детали и узлы. Стандартизация ускоряет проектирование, облегчает изготовление, эксплуатацию и ремонт машин и при целесообразной конструкции стандартных деталей способствует увеличению надежности машин.
Стандартизация дает наибольший эффект при сокращении числа применяемых типоразмеров стандартов, т. е. при их унификации. В практике проектных организаций эта задача решается выпуском ограничителей, содержащих минимум стандартов, удовлетворяющих потребностям проектируемого класса машин.
Преимущества стандартизации реализуются в полной мере при централизованном изготовлении стандартных изделии на специализированных заводах. Это разгружает машиностроительные заводы от трудоемкой работы изготовления стандартных изделии и упрощает снабжение ремонтных предприятий запасными частями.
Степень стандартизации оценивают коэффициентом
![]()
где Nc число стандартных деталей; N — общее число деталей в изделии.
Нельзя согласиться с распространенным среди конструкторов (особенно конструкторов творческого склада) пренебрежительным отношением к стандартам. Стандартизация является существенным фактором снижения себестоимости машин и ускорения проектирования. Однако непременным условием является высокое качество стандартов, непрерывное их совершенствование.
Кроме того, применение стандартов не должно стеснять творческую инициативу конструктора и препятствовать поискам новых, более рациональных конструктивных решений. При конструировании машин не следует останавливаться перед применением новых решений в областях, охватываемых стандартами, если эти решения имеют явное преимущество.
Образование производных машин на базе унификации
Унификация представляет собой эффективный и экономичный способ создания на базе исходной модели ряда производных машин одинакового назначения, но с различными показателями мощности, производительности и т. д. или машин различного назначения, выполняющих качественно другие операции, а также рассчитанных на выпуск другой продукции.
В настоящее время существует несколько направлений решения этой задачи. Не все они являются универсальными. В большинстве случаев каждый метод применим только к определенным категориям машин, причем их экономический эффект различен.
Приведенная ниже классификация методов создания производственных унифицированных машин является условной. Некоторые из этих методов тесно взаимосвязаны; провести строгую границу между ними затруднительно. Возможно сочетание и параллельное применение двух или нескольких методов.
Секционирование
Метод секционирования заключается в разделении машины на одинаковые секции и образовании производных машин набором унифицированных секций.
Секционированию хорошо поддаются многие виды подъемно-транспортных устройств (ленточные, скребковые, цепные конвейеры). Секционирование в данном случае сводится к построению каркаса машин из секций и составлению машин различной длины с новым несущим полотном. Особенно просто секционируются машины со звеньевым несущим полотном (ковшовые элеваторы, пластинчатые конвейеры с полотном на основе втулочных роликовых цепей), у которых длину полотна можно изменять изъятием или добавлением звеньев.
Экономичность образования машин этим способом мало страдает от введения отдельных нестандартных секций, которые могут понадобиться для приспособления длины машины к местным условиям.
Секционированию поддаются также дисковые фильтры, пластинчатые теплообменники, центробежные, вихревые и аксиальные гидравлические насосы. В последнем случае набором секций можно получить ряд многоступенчатых насосов различного напора, унифицированных по основным рабочим органам.
Конвертирование
При методе конвертирования базовую машину или основные ее элементы используют для создания агрегатов различного назначения, иногда близких, а иногда различных по рабочему процессу. Примером конвертирования может служить перевод поршневых двигателей внутреннего сгорания с одного вида топлива на другой, с одного вида теплового процесса на другой (с цикла искрового зажигания на цикл с воспламенением от сжатия).
Бензиновые карбюраторные двигатели легко конвертируются в газовые. Для этого достаточна замена карбюратора смесителем и изменение степени сжатия (достигаемое проще всего изменением высоты поршней) и некоторые второстепенные конструктивные переделки. В целом двигатель остается таким же.
Конвертирование бензинового или газового двигателя в дизель представляет более трудную задачу, главным образом ввиду присущих дизелю повышенных рабочих нагрузок, обусловленных высокой степенью сжатия и большим давлением вспышки. Следовательно, конвертируемый двигатель должен обладать значительными запасами прочности. Конвертирование в данном случае заключается в замене карбюратора топливным насосом и форсунками (или насос-форсунками), изменении степени сжатия (смена головок цилиндров, увеличение высоты поршней или изменение конфигурации их днищ).
Другим примером конвертирования является перевод работы поршневых воздушных компрессоров на другой газ (аммиак, фреон). В этом случае при переделке необходимо учитывать различие физических и химических свойств рабочих реагентов и соответственно выбирать материалы рабочих деталей.
Примером конвертирования агрегатов, сильно различающихся по рабочему процессу, может служить преобразование двигателя внутреннего сгорания в поршневой компрессор. Конвертирование в данном случае включает замену головок двигателя клапанными коробками с соответствующим изменением механизма распределения и требует значительных переделок.
Компаундирование
Метод компаундирования (параллельного соединения машин или агрегатов) применяют с целью увеличения общей мощности или производительности установки. Спариваемые машины могут быть или установлены рядом как независимые агрегаты, или связаны друг с другом синхронизирующими, транспортными и другими подобными устройствами, или, наконец, конструктивно объединены в один агрегат.
Примером совмещения первого типа является парная установка судовых двигателей, работающих каждый на свой винт, а также установка двух или большего числа двигателей в крыльях самолета. Помимо повышения общей мощности (при затруднительности создания двигателя большой мощности) этот способ иногда позволяет удачно решать другие задачи. Так, параллельная установка судовых двигателей увеличивает маневренность судна, особенно на малом ходу. Установка нескольких двигателей на самолете облегчает виражирование и выруливание на земле. Применение нескольких двигателей до известной степени увеличивает также надежность: при выходе из строя одного из двигателей можно продолжать рейс, хотя и с пониженной скоростью.
Примером совмещения второго типа является параллельная установка машин-орудий группами (по две-три). Ее применяют в автоматических линиях, когда производительность отдельной машины, входящей в поток, значительно уступает производительности всей линии. Такая установка требует разделения потока на два или больше потоков (соответственно числу параллельно устанавливаемых машин) с последующим соединением их в один.
Примером совмещения третьего типа является сдваивание или страивание линейных машин-орудий, т. е. объединение нескольких рабочих трактов на общей станине. В результате получается многолинейная параллельно-поточная машина с производительностью, повышенной соответственно числу трактов.
Модифицирование
Модифицированием называют переделку машины с целью приспособить ее к иным условиям работы, операциям и видам продукции без изменения основной конструкции'.
Модифицирование машины для работы в различных климатических условиях сводится преимущественно к замене материалов. В машинах, работающих в условиях жаркого и влажного климата (машины тропического исполнения), применяют коррозионно-стойкие сплавы; в машинах, эксплуатируемых в областях с суровым климатом (машины арктического исполнения),— хладостойкие материалы; системы смазки приспосабливают к работе при низких температурах.
Модифицирование стационарных машин для работы на морском транспорте (машины морского исполнения) заключается во всемерном облегчении машины путем замены тяжелых сплавов (чугуна) легкими (алюминиевыми) и введением материалов, устойчивых против коррозии во влажном морском воздухе и при соприкосновении с морской водой.
Сложнее модифицирование машин с целью их приспособления к различным операциям или изделиям. В этом случае метод модифицирования тесно связан с методом агрегатирования. Иногда в понятие модифицирования вкладывают смысл модернизации машин и улучшения их показателей
Агрегатирование
Агрегатирование заключается в создании машин путем сочетания унифицированных агрегатов, представляющих собой автономные узлы, устанавливаемые в различном числе и комбинациях на общей станине.
Наиболее полное отражение этот принцип получил в конструкции агрегатных металлообрабатывающих станков. Такие станки создают на основе унифицированных блоков (основные блоки, механизмы синхронизации, поворотные столы, корпуса общего назначения, станины, тумбы, вспомогательные узлы, системы подачи смазочно-охлаждающих жидкостей). Большая часть изделия в процессе обработки остается неподвижной. К нему с разных сторон подводят соответствующим образом настроенные блоки; операции обработки происходят одновременно, что ускоряет технологический процесс.
Комплексная стандартизация
Близок к агрегатированию метод комплексной стандартизации, применяемый для агрегатов простейшего типа (отстойники, выпарные установки, смесеприготовительные установки). Простота конструктивных форм этих агрегатов позволяет стандартизировать все или почти все элементы их конструкции. Стандартизации по типоразмерам поддаются обечайки резервуаров, днища, крышки, лазы, люки, арматура, лапы крепления, стойки. Стандартизируют также узлы (теплообменники, приводы мешалок, дозирующие устройства) и т. д.
Особенностью аппаратов этого типа является широкое применение вспомогательного покупного оборудования (насосов, фильтров, приборов контроля и управления, средств автоматизации).
Из стандартных деталей, унифицированных узлов и покупного оборудования можно компоновать аппараты:
– с одинаковым рабочим процессом, но с различными размерами и производительностью;
– одинакового назначения, но с различными параметрами рабочего процесса (давление, вакуум, температура);
– различного назначения и с разным рабочим процессом.
Унифицированные ряды
В некоторых случаях возможно образование ряда произвольных машин различной мощности или производительности путем изменения числа главных рабочих органов и их применения в различных сочетаниях. Такие ряды называют семейством, гаммой или серией машин. Этот способ применим к машинам, мощность или производительность которых зависит от числа рабочих органов.
Метод обеспечивает следующие технологические и эксплуатационные преимущества:
упрощение, ускорение и удешевление процессов проектирования и изготовления машин;
возможность применения высокопроизводительных методов обработки унифицированных деталей;
уменьшение сроков доводки и освоения опытных образцов (благодаря отработанности главных рабочих органов);
облегчение эксплуатации;
сокращение сроков подготовки обслуживающего технического персонала и сроков ремонта машин, а также упрощение снабжения запасными деталями.
Классическим примером образования унифицированных машин является создание рядов четырехтактных двигателей внутреннего сгорания на основе унифицированной цилиндровой группы и частично унифицированной шатунно-поршневой группы. Сочетание цилиндров ограничивается условием уравновешенности сил инерции поступательно-возвратно движущихся масс и условием равномерного чередования вспышек. Повышенной степенью унификации отличаются двухвальные двигатели, у которых наряду с цилиндровой группой полностью унифицированы шатунно-поршневая группа и коленчатые валы. Так как мощность двигателя пропорциональна числу цилиндров, то представленный ряд двигателей позволяет теоретически получить семейство двигателей с очень широким диапазоном мощностей. Если мощность одного цилиндра равна, например, 73,5 кВт, то возможный диапазон ряда равен 147— 2205 кВт. Двигатели с малым числом цилиндров (< 4) отличаются неравномерностью крутящего момента и плохой уравновешенностью. Двигатели с большим числом цилиндров (> 24) применяют редко из-за сложности обслуживания и увеличенной вероятности появления неполадок. Неприемлемы рядные двигатели (7) с малым углом развала, затрудняющим размещение всасывающих и выпускных трубопроводов между цилиндрами. Звездообразные схемы широко применяли для авиационных поршневых двигателей воздушного охлаждения и сейчас используют для судовых двигателей.
Другая область применения метода унифицированных рядов — роторные машины-орудия. Так как производительность роторных машин пропорциональна числу операционных блоков, установленных на машине, то из унифицированных блоков можно создать ряд машин разной производительности. В отличие от поршневых двигателей число блоков, которое можно установить на роторной машине, практически не ограничено и зависит только от заданной производительности.
Наряду с изменением числа операционных блоков на роторных машинах можно менять блоки, приспосабливая машину к выполнению различных операция. Это пример сочетания метода унифицированных рядов с методами конвертирования или агрегатирования.
Пределы метода. Методы образования производных машин и их рядов на основе унификации не являются универсальными и всеобъемлющими. Каждый из них применим к ограниченной категории машин. Многие машины (паровые и газовые турбины) по конструкции не допускают образования производных машин. Невозможно или нецелесообразно образовывать производные ряды для специализированных машин, машин большой мощности и т. д., которые остаются в категории единичного проектирования.
Унификация нередко сопровождается ухудшением качества, особенно в случае производных рядов большого диапазона. Крайние члены ряда по габаритам, металлоемкости и эксплуатационным показателям, как правило, уступают специализированным машинам. Такое ухудшение можно допустить, если унификация обеспечивает большой экономический эффект, а габариты и масса имеют второстепенное значение.
Этот метод применим для машин общего назначения, ограниченно применим, а иногда и вовсе не применим для машин, к габаритам и массе которых предъявляют повышенные требования. В категории машины повышенного класса нередко приходится отказываться от унификации и идти по пути единичного проектирования.
В связи с этим необходимо сказать о технологическом направлении конструирования, которое выдвигает на первый план технологическую сторону и придает особое значение методам унификации и создания производных рядов, считая их едва ли не главным началом рационального конструирования. Заслуга технологического направления заключается в обосновании органической связи между конструированием и технологией. Технологичность конструкции должна достигаться в процессе создания машины и содержаться в основном замысле и конструктивном оформлении машины. Однако технологичность не может служить определяющим началом конструирования.
Главным направлением конструирования является повышение качества машин, их надежности и экономического эффекта. Технология должна обеспечить всеми имеющимися в ее распоряжении средствами решение этих основных задач, но не диктовать направление конструирования.
Нельзя преувеличивать и роль образования производных машин и их рядов как способа удешевления машин. Эти методы применимы ограниченно и по эффективности уступают другим методам (автоматизации и механизации производства, сокращению числа типоразмеров машин и др.).
Неправильно считать способность машины к образованию производных машин и рядов признаком технологичности конструкции, хотя бы потому, что этот способ применим не ко всем машинам. Странно было бы, например, считать нетехнологичной конструкцию крупной тепловой машины, например мощной паровой турбины, только потому, что на базе ее конструкции нельзя создать производный ряд
Метод изменения линейных размеров
При этом методе с целью получения различной производительности машин и агрегатов изменяют их длину, сохраняя форму поперечного сечения. Метод применим к ограниченному классу машин (главным образом роторных), производительность которых пропорциональна длине ротора (шестеренные и центробежные насосы, компрессоры, мешалки, вальцовочные машины и т. д.).
Степень унификации при этом методе невелика. Унифицируются только торцовые крышки корпусов и вспомогательные детали. Главный экономический выигрыш дает сохранение основного технологического оборудования для обработки роторов и внутренних полостей корпусов. Частным случаем применения данного метода является повышение нагрузочной способности зубчатых передач за счет увеличения длины зубьев колес с сохранением их модуля.
Лекция 4. Методика конструирования
Исходными материалами для проектирования могут быть следующие:
техническое задание, выдаваемое планирующей организацией или заказчиком, и определяющие параметры машин, область и условия ее применения;
техническое предложение, выдвигаемое в инициативном порядке проектной организацией или группой конструкторов;
научно-исследовательская работа или созданный на ее основе экспериментальный образец:
изобретательское предложение или созданный на его основе экспериментальный образец;
образец зарубежной машины, подлежащий копированию или воспроизведению с изменениями.
Первый случай наиболее общий; на нем удобнее всего проследить процесс проектирования. К техническим заданиям необходимо подходить критически. Конструктор должен хорошо знать отрасль промышленности, для которой проектируют машину. Он обязан проверить задание и в нужных случаях обоснованно доказать необходимость его корректирования.
Критический подход особенно необходим в тех случаях, когда заказчиком являются отдельные заводы или отрасль промышленности. В последнем случае наряду с удовлетворением требований заказчика целесообразно обеспечить также возможность применения машины на других заводах и в смежных отраслях промышленности.
Не всегда учитывают то обстоятельство, что с момента начала проектирования до срока внедрения машины в промышленность проходит определенный период, как правило, тем более длительный, чем сложнее машина. Этот период складывается из следующих этапов:
проектирования, изготовления, заводской отладки и доводки опытного образца, промышленных испытаний, внесения выявившихся в ходе испытаний изменений, государственных испытаний и приемки опытного образца. Далее следует изготовление технической документации головной серии, изготовление головной серии и ее промышленные испытания. Вслед за этим разрабатывают серийную документацию, подготовляют производство к серийному выпуску и, наконец, организуют серийный выпуск.
В лучшем случае при отсутствии крупных неполадок и осложнений этот процесс длится полтора-два года. Иногда между началом проектирования и началом широкого выпуска машин проходят два-три года и больше. При современных темпах технического прогресса в машиностроении это большой срок.
Машины с неправильно выбранными заниженными параметрами, основанные на шаблонных решениях, не обеспечивающие технического прогресса, несовместимые с новыми представлениями о роли качества и надежности, устаревают уже к началу серийного выпуска. Работа, затраченная на проектирование, изготовление и доводку образца, оказывается напрасной, а промышленность не получает нужной машины.
Конструктивная преемственность — это использование при проектировании предшествующего опыта машиностроения данного профиля и смежных отраслей, введение в проектируемый агрегат всего полезного, что есть в существующих конструкциях машин. Почти каждая современная машина представляет собой итог работы конструкторов нескольких поколений. Начальную модель машины постепенно совершенствуют, снабжают новыми узлами и агрегатами, обогащают новыми конструктивными решениями, являющимися плодом творческих усилий и изобретательности последующих поколений конструкторов. Некоторые конструктивные решения с появлением более рациональных решений, новых технологических приемов, с повышением эксплуатационных требовании отмирают, другие оказываются исключительно живучими и сохраняются длительное время в таком или почти таком виде, какой им придали создатели.
Некоторые специалисты применяют термин конструктивной преемственности для обозначения общего направления типизации, унификации, создания стандартных рядов и т. п., что не соответствует его смысловому содержанию.
С течением времени повышаются технико-экономические показатели машин, возрастают их мощность и производительность, увеличивается степень автоматизации, эксплуатационная надежность, появляются новые машины одинакового назначения, но принципиально иных конструктивных схем. В соревновании побеждают наиболее прогрессивные и конкурентоспособные конструкции.
Изучая историю развития любой отрасли машиностроения, можно обнаружить огромное многообразие перепробованных схем и конструктивных решении. Многие из них, исчезнувшие и основательно забытые, возрождаются через десятки лет на новой технической основе и снова получают путевку в жизнь. Изучение истории позволяет избежать ошибок и повторения пройденных этапов и вместе с тем наметить перспективы развития машин.
Полезно составлять графики, отображающие изменение по годам главных параметров машин (мощность, производительность, масса и т. д.).
Тенденции конструктивного оформления очень выразительно характеризуют графики, показывающие в процентах частоту встречаемости по годам различных конструктивных решении. Анализ таких графиков и их экстраполяция позволяют составить довольно четкое представление о том, каковы будут параметры машин и их конструкция через несколько лет.
Особенно важно изучение исходных материалов при разработке новой конструкции. Основная задача заключается в правильном выборе параметров машины. Частные конструктивные ошибки исправимы в процессе изготовления и доводки машины. Ошибки же в параметрах и в основном замысле машины не поддаются исправлению и нередко ведут к провалу конструкции. На этом этапе не следует щадить ни времени, ни усилий на изыскания. Здесь более чем где-либо действительно правило: «Семь раз отмерь, один раз отрежь».
Выбору параметров должно предшествовать полное исследование всех факторов, определяющих конкурентоспособность машины. Необходимо изучить опыт выполненных зарубежных и отечественных машин, провести сравнительный анализ их достоинств и недостатков, выбрать правильный аналог и прототип, выяснить тенденции развития и потребности данной отрасли машиностроения.
Важным условием правильного проектирования является наличие фонда справочного конструкторского материала. Помимо архивов собственной продукции конструкторские организации должны иметь альбомы конструкций смежных организаций. Обязательно систематическое углубленное изучение отечественной и зарубежной периодической литературы и патентов.
Публикации в зарубежной литературе часто бывают завуалированными, по присущему капиталистическому хозяйству стремлению охранять фирменные секреты. Конструктор должен уметь читать между строк. Иногда короткое сообщение содержит многозначительные намеки на готовящиеся крупные нововведения в данной отрасли машиностроения.
Конструктор должен быть в курсе поисковых и перспективных работ, проводимых научно-исследовательскими институтами в данной отрасли машиностроения.
Наряду с изучением опыта той отрасли машиностроения, в которой работает данная конструкторская организация, следует использовать опыт других смежных и даже отдаленных по профилю отраслей машиностроения. Это расширяет кругозор конструктора и обогащает арсенал его конструкторских средств. Особенно полезно изучать опыт передовых отраслей машиностроения, где конструкторская и технологическая мысль, побуждаемая высокими требованиями к качеству продукции (авиация) и массовости изготовления (автотракторостроение), непрерывно создает новые конструктивные формы, способы повышения прочности, надежности, долговечности и приемы производительного изготовления.
Использование накопленного опыта позволяет решить частные задачи, возникающие при проектировании. Иногда конструктор пытается создать какой-либо специализированный узел или агрегат, новый для конструкции данной машины, тогда как подобные узлы давно разработаны в других отраслях машиностроения и апробированы длительной эксплуатацией.
Направление конструктивной преемственности не означает ограничения творческой инициативы. Проектирование каждой машины представляет огромное поле деятельности для конструктора. Только не следует изобретать уже изобретенное и не забывать правило, сформулированное еще в начале XX века Гюльднером:
«Weniger erfinden, mehr konstruiren»
Меньше изобретать, больше конструировать.
Процесс постоянного совершенствования машин под влиянием возрастающих требований промышленности находит отражение в выработке школы конструирования и склада конструкторского мышления. Стремление к совершенствованию конструкции входит в плоть и кровь конструктора и становится его потребностью. Истинный конструктор заряжен волей к преодолению трудностей. Он получает полное удовлетворение только в том случае, если находит, иногда после настойчивых исканий, срывов и ошибок, наиболее совершенное решение, способствующее прогрессу машиностроения.
Конструктор должен постоянно работать над собой, непрерывно обогащать и пополнять запас конструктивных решений. Опытный конструктор всегда подметит и мысленно «сфотографирует» интересные конструктивные решения даже на чуждых по профилю машинах, на любой попадающей в поле его зрения машине.
Конструктор должен хорошо знать новейшие технологические процессы, в том числе физические, электрофизические и электрохимические способы обработки (электроискровую, электронно-лучевую, лазерную, ультразвуковую, размерное электрохимическое травление, обработку взрывом, электрогидравлическим ударом, электромагнитным импульсом и т. д.). Иначе он будет стеснен в выборе рациональных форм деталей и не сможет заложить в конструкцию условия производительного изготовления
Изучение сферы применения машин
Развитие машиностроения неразрывно связано с развитием машинопотребляющих отраслей народного хозяйства. В промышленности происходит процесс непрерывного совершенствования: растет объем продукции, сокращается производственный цикл, появляются новые технологические процессы, меняются компоновка линий, состав и расстановка оборудования, непрерывно повышается уровень механизации и автоматизации производства. Соответственно возрастают требования к показателям машин, их производительности, степени автоматизации. Некоторые машины с появлением новых технологических процессов становятся ненужными. Возникает необходимость создания новых машин или коренного изменения старых.
Иногда эти перемены бывают очень крупными и затрагивают многие классы машин. Так, введение прогрессивного процесса непрерывной разливки стали означает отмирание или во всяком случае сокращение применяемости таких сложных и металлоемких машин, как блюминги и слябинги (бесслитковый прокат). Развитие конверторного производства стали с кислородным дутьем вызовет снижение применяемости мартеновских печей, если только последние, в свою очередь, не подвергнутся коренным усовершенствованиям. Появление магнитогазодинамических генераторов, непосредственно преобразующих тепловую энергию в электрическую, приведет к исчезновению электрогенераторов и значительному сокращению использования тепловых двигателей.
Проектированию машин, предназначенных для определенной отрасли промышленности, должно предшествовать тщательное изучение этой отрасли, динамики ее количественного и качественного развития, потребностей в данной категории машин и вероятности появления новых технологических процессов и методов производства.
Конструктор должен хорошо знать специфику этой отрасли и условия эксплуатации машин. Лучшие конструкторы, по наблюдениям автора, это те, которые прошли школу производства и сочетают конструкторские способности со знанием условий эксплуатации объектов проектирования.
При выборе параметров машины необходимо учитывать конкретные условия ее применения. Нельзя, например, произвольно увеличивать производительность машины, не учитывая производительности смежного оборудования. В некоторых случаях машины с повышенной производительностью могут оказаться в эксплуатации недогруженными и будут больше простаивать, чем работать. Это снижает степень их использования и уменьшает экономический эффект.
Выбор конструкции
При выборе параметров машины, основной схемы и типа конструкции в центре внимания должны быть факторы, определяющие экономическую эффективность машины: высокая полезная отдача, малые энергопотребление и расходы на обслуживание, низкая стоимость эксплуатации и длительный срок применения. Схему машины обычно выбирают путем параллельного анализа нескольких вариантов, которые подвергают тщательной сравнительной оценке со стороны конструктивной целесообразности, совершенства кинематической и силовой схем, стоимости изготовления, энергоемкости, расхода на рабочую силу, надежности действия, габаритов, металлоемкости и массы, технологичности, степени агрегатности, удобства обслуживания, сборки-разборки, осмотра, наладки, регулирования.
Следует выяснить, в какой мере схема обеспечивает возможность последующего развития, форсирования и совершенствования машины, образования на базе исходной модели производных машин и модификаций. Не всегда удается даже при самых тщательных поисках найти решение, полностью отвечающее поставленным требованиям. Безупречный во всех отношениях вариант в конструкторской практике — редкая удача. Дело порой не в недостатке изобретательности, а в противоречивости выдвигаемых требований. В таких случаях приходится идти на компромиссное решение и поступаться некоторыми из них, не имеющими первостепенного значения в данных условиях применения машины. Нередко надо выбирать вариант, не столько имеющий наибольшие достоинства, сколько обладающий наименьшими недостатками. После выбора схемы и основных показателей агрегата разрабатывают компоновку, на основе которой составляют эскизный, технический и рабочий проекты. Разработка вариантов — дело не индивидуальной привычки или наклонностей конструктора, а закономерный метод проектирования, помогающий отыскать наиболее рациональное решение. В качестве примера разработки и сравнительного анализа вариантов приведем часто встречающийся в машиностроении узел редуцирующей конической зубчатой передачи.
Метод инверсии
Среди приемов, облегчающих сложную работу конструирования, видное место занимает метод инверсии (обращение функций, форм и расположения деталей). В узлах иногда бывает выгодным поменять детали ролями, например, ведущую деталь сделать ведомой, направляющую — направляемой, охватывающую — охватываемой, неподвижную — подвижной. Целесообразно иногда инвертировать формы деталей, например, наружный конус заменить внутренним, выпуклую сферическую поверхность — вогнутой. В других случаях оказывается выгодным переместить конструктивные элементы с одной детали на другую, например, шпонку с вала на ступицу или боек с рычага на толкатель.
Каждый раз конструкция при этом приобретает новые свойства. Дело конструктора — взвесить преимущества и недостатки исходного и инвертированного вариантов с учетом надежности, технологичности, удобства эксплуатации и выбрать наилучший из них. У опытного конструктора метод инвертирования является неотъемлемым инструментом мышления и значительно облегчает процесс поисков решений, в результате которых рождается рациональная конструкция. В табл. 3 приведены примеры инвертирования типовых машиностроительных узлов.
Компонование
Компонование обычно состоит из двух этапов: эскизного и рабочего.
В эскизной компоновке разрабатывают основную схему и общую конструкцию агрегата (иногда несколько вариантов). На основании анализа эскизной компоновки составляют рабочую компоновку.
Рабочая компоновка уточняет конструкцию агрегата и служит исходным материалом для дальнейшего проектирования.
При компоновании важно уметь выделить главное из второстепенного и установить правильную последовательность разработки конструкции. Попытка скомпоновать одновременно все элементы конструкции является ошибкой, которая свойственна начинающим конструкторам. Получив задание, определяющее целевое назначение и параметры проектируемого агрегата, конструктор нередко начинает сразу вырисовывать конструкцию в целом во всех ее подробностях, с полным изображением конструктивных элементов, придавая компоновке такой вид, который должен иметь лишь сборочный чертеж конструкции в техническом или рабочем проекте. Конструировать так — значит почти наверняка обрекать конструкцию на нерациональность. Получается механическое нанизывание конструктивных элементов и узлов, расположенных заведомо нецелесообразно.
Компоновку следует начинать с решения главных вопросов — выбора рациональных кинематической и силовой схем, правильных размеров и формы деталей, определения наиболее целесообразного взаимного их расположения. При компоновании надо идти от общего к частном у, а не наоборот. Выяснение подробностей конструкции на данном этапе не только бесполезно, но и вредно, так как отвлекает внимание конструктора от основных задач компонования и сбивает логический ход разработки конструкции.
Другое основное правило компонования — разработка вариантов, углубленный их анализ и выбор наиболее рационального. Ошибочно, если конструктор сразу задается направлением конструирования, выбирая или первый пришедший в голову тип конструкции или принимая за образец шаблонную конструкцию. Самое опасное на данном этапе проектирования поддаться психологической инерции и оказаться во власти стереотипов. Вначале необходимо продумать все возможные решения и выбрать из них оптимальное для данных условий. Это требует труда и дается не сразу, а иногда в результате длительных поисков.
Полная разработка вариантов необязательна. Обычно достаточно карандашных набросков от руки, чтобы получить представление о перспективности варианта и решить вопрос о целесообразности продолжения работы над ним.
Иногда конструктор даже не может объяснить, почему он избирает одно направление конструирования и отвергает другое, ограничиваясь лаконичным «не нравится». У одного конструктора за этой, на первый взгляд вкусовой мотивировкой, на самом деле скрывается безошибочное предвидение конструктивных, технологических, эксплуатационных и других осложнений, которые несет с собой отвергаемое направление.
В процессе компонования необходимо производить расчеты, хотя бы ориентировочные и приближенные. Основные детали конструкции должны быть рассчитаны на прочность и жесткость. Доверяться интуиции при выборе размеров и форм деталей нельзя. Правда, есть опытные конструкторы, которые почти безошибочно устанавливают размеры и сечения, обеспечивающие принятый в данной отрасли машиностроения уровень напряжений. Но это достоинство сомнительное. Копируя шаблонные формы и придерживаясь традиционного уровня напряжений, нельзя создать прогрессивные конструкции.
Неправильно всецело полагаться и на расчет. Во-первых, существующие методы расчета на прочность не учитывают ряда факторов, определяющих работоспособность конструкции. Во-вторых, есть детали, не поддающиеся расчету (например, сложные корпусные детали)'. В-третьих, необходимые размеры деталей зависят не только от прочности, но и от других факторов. Конструкция литых деталей определяется в первую очередь требованиями литейной технологии. Для механически обрабатываемых деталей следует учитывать сопротивляемость силам резания и придавать им необходимую жесткость. Термически обрабатываемые детали должны быть достаточно массивными во избежание коробления. Размеры деталей управления нужно выбирать с учетом удобства манипулирования.
Появившиеся в последнее время численные методы расчета в том числе метод конечных элементов (МКЭ), а на их основе САПР программы позволяют выполнить расчеты на прочность и жесткость деталей практически любой формы, например, САПР АПМ WinMachine.
Необходимое условие правильного конструирования — постоянно иметь в виду вопросы изготовления и с самого начала придавать деталям технологически целесообразные формы. Опытный конструктор, компонуя деталь, сразу делает ее технологичной; начинающий должен постоянно обращаться к консультации технологов.
Компоновку необходимо вести на основе нормальных размеров (диаметры посадочных поверхностей, размеры шпоночных и шлицевых соединений, диаметры резьб и т. д.). Особенно это важно при компоновании узлов с несколькими концентричными посадочными поверхностями, а также ступенчатых деталей, форма которых в значительной степени зависит от градации диаметров. Одновременно следует добиваться максимальной унификации нормальных элементов. Элементы, неизбежные по конструкции главных деталей и узлов, рекомендуется использовать в остальных частях конструкции.
При компоновании должны быть учтены все условия, определяющие работоспособность агрегата, разработаны системы смазки, охлаждения, сборки-разборки, крепления' агрегата и присоединения к нему смежных деталей (приводных валов, коммуникаций, электропроводки); предусмотрены условия удобного обслуживания, осмотра и регулирования механизмов; выбраны материалы для основных деталей; продуманы способы повышения долговечности, увеличения износостойкости трущихся соединений, способы защиты от коррозии; исследованы возможности форсирования агрегата и определены его границы. Не всегда компонование идет гладко. В процессе проектирования часто обнаруживают незамеченные в первоначальных прикидках недостатки, для устранения которых приходится возвращаться к ранее забракованным схемам или разрабатывать новые. Отдельные узлы не всегда получаются с первых попыток. Это не должно смущать конструктора. Приходится создавать «временные» конструкции и доводить их до необходимого конструктивного уровня в процессе дальнейшей работы.
Техника компонования.
Компонование лучше всего вести в масштабе 1:1, если это допускают габаритные размеры проектируемого объекта. При этом легче выбрать нужные размеры и сечения деталей, составить представление о соразмерности частей конструкции, прочности и жесткости деталей и конструкции в целом. Вместе с тем такой масштаб избавляет от необходимости нанесения большого числа размеров и облегчает последующие процессы проектирования в частности, деталировку. Размеры деталей в этом случае можно брать непосредственно с чертежа. Вычерчивание в уменьшенном масштабе, особенно при сокращениях, превышающих 1:2, сильно затрудняет процесс компонования, искажая пропорции и лишая чертеж наглядности. Если размеры объекта не позволяют применить масштаб 1:1, то отдельные сборочные единицы и агрегаты объекта следует во всяком случае компоновать в натуральную величину.
Лекция 5. Идентификация, классификация и кодирование объектов
Без обеспечения информационной совместимости практически невозможно информационное взаимодействие между многочисленными участниками процесса сбора, обработки и представления пользователям данных о различных объектах.
С развитием компьютерных систем вопросы информационной совместимости приобретают особо актуальный характер, так как связаны с необходимостью унификации и стандартизации информационного обеспечения, направленных в первую очередь на разработку единых принципов идентификации, классификации и кодирования информации о различных объектах.
Идентификация включает наименование изделия, его условное обозначение и ссылку на документ, содержащий всесторонние требования к этому изделию, например: кислота соляная по ГОСТ 3118-77; бутилкаучук БК-1675У по ТУ 2294-010-17187505-95. Когда документ не обеспечивает идентификацию конкретного изделия, как правило, добавляется информация о производстве продукции. Например: пельмени, замороженные по ТУ 10 РФ 570.19.94. При использовании ссылочного метода основные характеристики и особенности продукции остаются не раскрытыми.
Описательный метод идентификации используется, как правило, в тех случаях, когда необходимо идентифицировать конкретный объект путем описания его характеристик (свойств, параметров, показателей). При этом однородные объекты, имеющие одинаковые наименования, область применения и близкую номенклатуру показателей, могут отличаться друг от друга значениями этих показателей.
Например, технические условия на пластмассовые канистры, предназначенные для фасовки и хранения холодных, пищевых и непищевых продуктов, включают несколько их исполнений, идентифицируемых по основным размерам (не более).
Высота, мм . Длина, мм . . Ширина, мм . Масса, кг ..
278 185 125 0,33
220 185 170 0,4
265 225 225 0,7
Описательный метод предусматривает использование всех основных характеристик объекта и с их помощью дифференцирует объект от всех остальных однородных объектов.
Описательный метод идентификации широко используется в медицине - медицинская карта пациента, в криминалистике - описание преступника и характера преступления, в геологии - описание минерала и т.д. Всестороннее описание объектов представлено, как правило, в нормативных и технических документах, содержащих основные показатели, свойства, характеристики, размеры, условия использования, область применения и т.п. Например, государственные стандарты типа технических условий, а также технические условия на конкретную продукцию включают классификацию, основные параметры и размеры, общие технические требования, требования безопасности, методы контроля, требования к упаковке, маркировке, транспортированию и хранению и др.
Одно из основных преимуществ описательного метода-возможность осуществления сопоставительного анализа однородных (родственных) объектов сравнением характеристик, вошедших в их идентификацию. Сравнение может проводиться автоматизированным путем для выбора:
– объекта, обладающего наилучшими характеристиками для заданных условий применения;
– объекта, обеспечивающего полную взаимозаменяемость другого;
– однородных объектов с целью их систематизации и стандартизации.
Описательно-ссылочный метод идентификации в отличие от описательного использует только часть основных характеристик объекта в сочетании со ссылкой на документ со всеми его характеристиками. Как показали исследования канадских специалистов, для компетентного выбора конкретных объектов достаточно семи основных характеристик.
Наиболее широко этот метод используется при создании банков данных о различных объектах, а также о различных информационных изданиях, таких как каталоги, указатели, кадастры и т.п.
Применение этого метода позволяет значительно сократить объем информации, необходимой для идентификации объектов, что имеет существенное значение для экономии компьютерной памяти и сокращения объемов изданий. В каталогах продукции приводят, например, наименование продукции, назначение и область применения, условные обозначения, используемые при заказе, основные обозначения документов, содержащих все требования к этой продукции, наименование и адрес изготовителя, а также основные характеристики с их конкретными значениями.
Классификация объектов. Классификация является основой систематизации объектов, которая, в свою очередь, является первым этапом работ по унификации и стандартизации. Классификация объектов необходима, когда стоит задача по обработке информации множества объектов, отличающихся существенными признаками, т.е. когда из множества объектов необходимо получить информацию об определенных подмножествах (насосы, ткани, лампочки и др.). Задачи, связанные с продукцией, решаются на уровне, как автоматизированных систем отдельных предприятий, так и отдельных регионов, страны в целом, а также на уровне международного сотрудничества. При этом информацию о продукции необходимо классифицировать так, чтобы можно было решать многие задачи.
Основные методы классификации объектов. Иерархический метод характеризуется тем, что исходное множество объектов последовательно разделяется на подмножества, которые в свою очередь делятся на подмножества, и т.д. Как правило, деление множества на подмножества осуществляется последовательно на соподчиненные группировки.
Классифицируемое множество объектов разделяется на классы, группы, виды и т.д. по основным признакам, характеризующим эти объекты по принципу: от общего - к частному. Каждая группировка в соответствии с выбранным признаком (основанием деления) делится на несколько других группировок, каждая из которых по другому признаку делится еще на несколько подчиненных группировок и т.д. Таким образом, между классификационными группировками устанавливается отношение подчинения (иерархии).
Построение иерархической классификации объектов осуществляется в такой последовательности:
• определяется множество объектов (людей, предприятий, процессов и т.д.), которое необходимо классифицировать для решения конкретных задач;
• выделяются основные признаки (свойства, характеристики, показатели, параметры и др.), по которым множество будет разделяться на подмножества;
• определяется порядок следования признаков - уровни деления, при разбиении множества на подмножества и количество уровней деления.
При построении иерархической классификации необходимо соблюдать следующие правила:
разделение множества на подмножества на каждом уровне должно производиться только по одному признаку деления;
получаемые в результате деления группировки на каждом уровне должны относиться только к одной вышестоящей группировке и не должны пересекаться (повторяться);
разделение множества должно осуществляться без пропусков очередного или добавления промежуточного уровня деления;
классификация должна производиться таким образом, чтобы сумма образованных подмножеств составляла делимое множество.
Наиболее существенными и сложными вопросами, возникающими при построении иерархической классификации, являются выбор системы признаков (П1, П2,..., Пл), используемых в качестве основания деления, и определение порядка их следования.
Представленная на рис. 2 классификационная схема соответствует реального классификации продукции по 1 -и уровень деления; 2-й уровень деления.
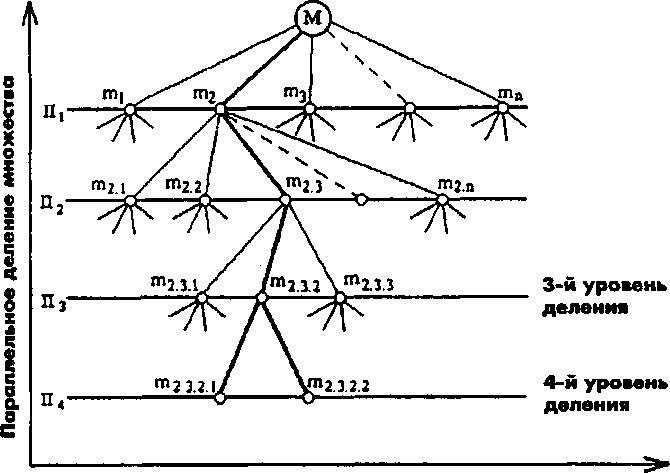
Рисунок 2. – Классификационная схема последовательного деления множества
Общему классификатору: множество М - класс 47 "Тракторы и сельскохозяйственные машины". Первый уровень деления сформирован по признаку перечня однородных групп продукции, входящих в М (т - резерв, т2 - тракторы, ш3 - машины сельскохозяйственные и т.д.), второй, например, для т2 (тракторы) - по признаку применения (/и2 i - резерв; т2 2 -сельскохозяйственные общего назначения; т2 3 -сельскохозяйственные универсально-пропашные и т.д.), третий, например, для т-, 3 - по признаку тяговых классов (т2 3 i - тяговый класс до 0,9; свыше 0,9 до 1,4; свыше 1,4 до 2), четвертый, например, для признаку мощности ( свыше 23,7 до 47,8 кВт; свыше 47,8 до 80J9 кВт).
Иерархический метод классификации хорошо приспособлен для ручной обработки информации, однако обладает малой гибкостью структуры, что обусловлено фиксированностью признаков (оснований деления) и заранее установленным порядком их следования. Включение новых уровней деления по дополнительным признакам весьма затруднено, особенно если не предусмотрен резерв. Кроме того, нельзя выделить объекты по необходимому для конкретных задач сочетанию признаков.
Фасетный метод характеризуется тем, что множество объектов разделяется на независимые подмножества (классификационные группировки), обладающие определенными заданными признаками, необходимыми для решения конкретных задач.
Последовательность построения фасетной классификации практически такая же, как при построении иерархической.
Для выделения из множества объектов конкретного подмножества, обладающего определенны ми признаками, необходимо:
• выделить основные признаки-характеристики, всесторонне характеризующие объект и обеспечивающие его идентификацию;
• сгруппировать выделенные признаки по принципу однородности в фасеты и присвоить им коды;
• определить фасетные формулы для образования подмножеств.
При применении фасетного метода подмножества формируются по принципу от частного к общему, т.е. на основе различных наборов конкретных характеристик объекта формируются конкретные подмножества.
На рис. 2 представлена схема формирования подмножеств объектов по фасетному методу.
Например, из множества работающих на предприятии необходимо выбрать специалистов с высшим образованием, имеющих стаж работы 15 лет и выше, свободно владеющих монгольским языком.
Решение указанной задачи можно обеспечить на основе Общероссийского классификатора информации о населении, содержащего необходимые фасеты и признаки:
фасет 30 - образование; признак 18 - высшее образование;
фасет 21 - стаж работы; признак 33-15 лет и выше;
фасет 05 - степень знания иностранных языков; признак 3 - владеет свободно;
фасет 04 - языки народов РФ и иностранные языки; признак 125 - монгольский.
Перечень специалистов, обладающих указанными признаками, составит искомое подмножество.
При создании фасетной классификации необходимо соблюдать следующие основные правила:
• признаки в различных фасетах не должны пересекаться, т.е. каждый признак отличается от другого по наименованию, значению и кодовому обозначению;
• из общего числа фасетов, характеризующих множество объектов, выбираются фасеты, необходимые для решения поставленных задач и устанавливается их строгая последовательность (фасетная формула).
Гибкость фасетной классификации позволяет систематизировать объекты по необходимому набору признаков и осуществлять информационный поиск по любому сочетанию фасетов. Фасетная классификация хорошо приспособлена для компьютерного формирования подмножеств на основе выбранного перечня признаков и менее удобна для ручной обработки информации.
Кодирование объектов. Кодирование представляет собой образование по определенным правилам и присвоение кодов объекту или группе объектов, позволяющее заменить несколькими знаками (символами) наименования этих объектов. С помощью кодов обеспечивается идентификация объектов максимально коротким способом, т.е. минимальным числом знаков.
Кодовое обозначение характеризуется: алфавитом кода; структурой кода; числом знаков - длиной кода; методом кодирования.
Алфавит кода представляет собой систему знаков (символов), составленных в определенном порядке, в число которых могут входить цифры, буквы и другие знаки (цифровые, буквенные и буквенно-цифровые коды).
Наиболее широкое применение в отечественной и зарубежной, в том числе международной практике кодирования информации находят цифровые коды. При этом, как правило, используются десятичные коды: если подмножество не превышает 10 объектов, то код составляет один знак - от 0 до 9 включительно; если подмножество не превышает 100 объектов, то код составляют два знака - от 00 до 99 включительно и т.д.
Наибольшая эффективность в процессе обработки информации обеспечивается при применении цифровых кодов, состоящих из пяти и менее цифр.
Структура кода - графическое изображение последовательности расположения знаков кода и соответствующие этим знакам наименования уровней деления. Например, структура кода для ОКП представлена на рис. 3.
Число знаков в коде определяется его структурой и зависит от количества объектов, входящих в подмножества, образуемые на каждом уровне деления. При определении числа знаков на каждом уровне деления необходимо иметь в виду возможность появления новых объектов и предусматривать резервные коды.
Методы кодирования в значительной степени связаны с методами разделения множества на подмножества.
Метод присвоения объектам порядковых цифровых номеров, при котором кодовыми обозначениями служат числа натурального ряда, обеспечивает полную идентификацию объектов, но не является информативным, так как не отражает признаков, присущих множеству.
Идентификационные методы кодирования обеспечивают идентификацию объектов через коды, составленные по определенным правилам и включающим определенный набор кодов отдельных признаков, характеризующих эти объекты.
Коды должны удовлетворять следующим основным требованиям:
• однозначно идентифицировать объекты и (или) группы объектов;
• иметь минимальное число знаков (минимальную длину), достаточное для кодирования всех объектов (признаков) заданного множества;
• иметь достаточный резерв для кодирования вновь возникающих объектов кодируемого множества;
• быть удобными для ручной и компьютерной обработки закодированной информации;
• обеспечивать возможность автоматического контроля ошибок при вводе в компьютерные системы.
X |
X 3 |
С 5 |
С X X |
|
|
|
вид |
|
|
|
подгруппа |
|
|
|
группа |
|
|
|
подкласс |
|
|
|
класс |
|
|
|
|
Рисунок 3. –
Классификационные методы кодирования разделяются на два типа: последовательный и параллельный.
Последовательный метод используется при иерархическом методе классификации, когда множество разделяется на подмножества в определенной последовательности и кодовое обозначение строится по заданной структуре, определяющей последовательность и количественный состав признаков на каждом уровне деления.
При последовательном методе код зависит от установленных правил его образования, необходимо иметь резервные коды на случай включения дополнительных объектов, а кроме того, невозможно изменить состав и количество признаков, через которые идентифицируется объект.
Параллельный (независимый) метод используется при фасетной классификации объектов, когда коды присваиваются фасетам и признакам независимо друг от друга. В этом случае структура кодового обозначения определяется фасетной формулой.
Этот метод кодирования хорошо приспособлен для компьютерной обработки и решения технико-экономических задач, характер которых часто меняется, и когда необходим анализ различных множеств объектов. Метод обеспечивает возможность независимого изменения и дополнения характеристик объектов и их различных сочетаний, необходимых для решения конкретных задач.
К недостаткам параллельного метода кодирования следует отнести некоторую громоздкость фасетных формул и избыточную емкость кодов.
Кодирование признаков объектов на каждом уровне деления при последовательной методе кодирования, а также фасетов и признаков при параллельном осуществляется присвоением порядковых номеров. Параллельный метод кодирования может успешно применяться при иерархическом методе классификации, когда одинаковыми кодами кодируются одинаковые объекты (признаки), находящиеся на одном уровне деления, но в разных подмножествах. При фасетной классификации коды признаков, входящих в отдельные фасеты, представляют собой порядковые номера, либо строятся на основе классификационных методов кодирования.
Контроль кода необходим для исключения ошибок при вводе кода в компьютерные системы, особенно это касается кодов с пятью и более знаками.
С целью недопущения в компьютерные системы ошибочных кодов используется контрольное число, обеспечивающее автоматический контроль вводимого кода. Контрольное число рассчитывается по определенному алгоритму на основе знаков, составляющих код и становится контрольной частью кодового обозначения.
Широко применяется контроль по модулю. В качестве модуля применяются числа, при делении на которые наиболее часто получается остаток, например, 9,10,11,37 и др. Наиболее часто и эффективно применяется контроль по модулю 11, по которому рассчитываются контрольные числа для Общероссийских классификаторов технико-экономической и социальной информации.
Алгоритм расчета контрольного числа по модулю 11 для кода 342415 представлен ниже.
Каждый разряд кода умножается на число натурального ряда, соответствующее последовательности расположения разряда в коде, и все произведения суммируются: 3x1 + 4x2 + 2x3 + 4x4 -I- 1x5 + 5x6 = 68.
Затем сумма произведений делится на 11: 68:11 = 66 + 2 в остатке.
Остаток от деления 2 - контрольное число.
Другой алгоритм расчета контрольного числа показан на примере двенадцатиразрядного кода товара системы штрихового кодирования EAN: 460123456789.
Суммируются цифры, стоящие в коде на четных местах: 6+ 1 + 3+5 + 7 + 9 = 31.
Полученный результат умножается на 3: 31x3 = 93.
Суммируются цифры, стоящие в коде на нечетных местах: 4 + 0 + 2 + 4 + 6 + 8 = 24.
Суммируются результаты двух последних действий: 93 + 24= 117.
Контрольным числом для этого кода будет то, которое необходимо добавить к этой сумме (к 117), чтобы получить число, делящееся без остатка на 10. Это число - 3, которое становится частью кода EAN-13.
При каждом считывании этого кода в компьютер вводятся все тринадцать цифр кода. Затем по первым двенадцати компьютер по указанному алгоритму подсчитывает контрольное число, и оно сравнивается со считанной тринадцатой цифрой. При совпадении этих цифр код пропускается в компьютер. При несовпадении - код не пропускается, что является сигналом для необходимости дополнительной проверки кода
Единая система классификации и кодирования технико-экономической информации. Порядок проведения работ по классификации и кодированию информации, используемой для решения задач управления на различных уровнях, регламентирован комплексом государственных стандартов: Единой системой классификации и кодирования технико-экономической и социальной информации (ЕСКК ТЭИ).
ЕСКК ТЭИ устанавливает состав и содержание работ по созданию классификаторов технико-экономической информации, поддержанию их в актуальном состоянии (ведению) путем внесения изменений, а также порядок разработки классификаторов и их практического применения.
Основными задачами ЕСКК ТЭИ являются:
упорядочение, унификация, классификация и кодирование информации, используемой в системе управления;
создание комплекса классификаторов, необходимых для решения задач органами управления различного уровня;
максимальное использование международных классификаций для решения задач, связанных с международным обменом информацией;
обеспечение условий для автоматизации процессов обработки информации, включая создание автоматизированных банков данных;
обеспечение информационной совместимости взаимодействующих информационных систем.
Объектами классификации и кодирования в ЕСКК ТЭИ являются экономические и социальные объекты и их свойства, информация о которых необходима для решения управленческих задач.
Примерный состав основных работ, предусмотренных ЕСКК ТЭИ, представлен ниже.
Задачи сбора, учета и обработки информации об объектах управления —> Анализ множества объектов управления и выделение их основных признаков —* Методы классификации и кодирования множества —*• Порядок разработки классификаторов —* Организация системы ведения классификаторов —* Организация внедрения классификаторов —* Классификаторы технико-экономической и социальной информации.
Постановку задачи по сбору, учету и анализу информации об объекте должен решать орган управления, который должен сформулировать техническое задание на разработку классификатора, необходимого для решения стоящих перед этим органом задач.
Далее осуществляется анализ множества объектов управления, выделяются их основные признаки, по которым, с учетом поставленных задач, формируются группы однородных объектов и выбираются методы классификации и кодирования множества.
Следующим этапом является разработка классификатора в порядке, установленном ЕСКК ТЭИ, включая разработку систем ведения классификатора и мероприятий по его внедрению.
Классификатор технико-экономической и социальной информации представляет собой документ, содержащий систематизированный перечень кодов и наименований объектов классификации и классификационных группировок, разработанный и утвержденный в установленном порядке. В зависимости от уровня утверждения и сферы применения разрабатываются классификаторы следующих категорий:
• общероссийские (ОК);
• отраслевые;
• предприятий (объединений, организаций, ассоциаций и т.д.).
По статусу утверждения и области применения классификаторы приравниваются соответственно к государственным и отраслевым стандартам, а также к стандартам предприятий.
В число общероссийских классификаторов входят такие, как ОК продукции, основных фондов, предприятий и организаций, занятий, специальностей, профессий, валют, услуг, стран, документов и др.
Общероссийские классификаторы являются обязательными при обмене информацией между системами управления государственного уровня и при заполнении унифицированных форм документов, установленных государственными органами и имеющими межотраслевое применение. Отраслевые классификаторы так же, как и отраслевые стандарты, применяются в рамках утвердившей их отрасли (министерства, ведомства) и используются при заполнении отраслевых документов. Классификаторы предприятий действуют в рамках предприятий (объединений, ассоциаций и др.), их утвердивших. В качестве классификаторов предприятий могут использоваться выборки из ОК ТЭИ и из отраслевых классификаторов.
Лекция 6. Системы управления качеством продукции машиностроения
Для современного машиностроения типичен переход от проектирования отдельных машин к созданию технических систем и систем машин. Так, например, нельзя проектировать современный пассажирский самолет без создания соответствующего аэродромного оборудования, необходимого для его обслуживания, т. е. без всего комплекса элементов, составляющих техническую систему. Автоматическую линию механической обработки нельзя создавать без учета взаимодействия с другими подразделениями предприятия: инструментальным цехом, транспортными службами, литейными и заготовительными цехами. Типичным примером системы машин является система колесных машин, предназначенных для транспортных перевозок, сельскохозяйственных работ, погрузочно-разгрузочных и других операций. Наличие широких кооперативных связей и специализации производства приводит к тому, что требуемый уровень качества отдельных машин невозможно обеспечить без того, чтобы определенными свойствами не обладали все комплектующие изделия и материалы. В свою очередь показатели качества всех видов продукции определяются уровнем технологии, состоянием технологического оборудования, методами контроля и испытаний. Говоря о факторах, определяющих уровень качества определенного вида изделий, необходимо учитывать также систему планирования уровня качества, систему ценообразования и целый ряд других факторов. В укрупненном виде все факторы, определяющие уровень качества, можно подразделить на организационные, технические, экономические, правовые и социальные. Все эти факторы функционируют в тесной взаимосвязи и должны рассматриваться как элементы некоторой системы, содержащей большое количество связей. Кроме того, известно, что качество продукции должно закладываться на стадии научных исследований и проектирования, обеспечиваться в процессе изготовления, реализовываться в процессе эксплуатации и ремонта. Эти три стадии тесно взаимосвязаны, и качество продукции не может быть обеспечено при появлении серьезных отклонений хотя бы в одной из них. В настоящее время проблема качества не может быть решена путем воздействий на отдельные элементы или группы факторов. Необходима организация единого научного управления качеством продукции на основе системного подхода к решению проблемы. В связи с этим председатель Госстандарта СССР, профессор В. В. Бойцов писал: «Поскольку проблема качества продукции сейчас уже не может быть решена какими-либо отдельными, даже существенными мерами совершенствования методов и средств производства, в СССР создаются предпосылки для ее решения на базе организации государственного управления качеством, в основе которого лежит стандартизация в самом широком ее понимании».
В общем случае основные принципы системного подхода к решению какой-либо проблемы базируются на следующих теоретических положениях.
Под системой понимается организованное множество, образующее целостное единство. Каждая система обладает следующими свойствами:
1. Система представляет собой целостный комплекс взаимосвязанных элементов. Например, при рассмотрении системы «машины для земляных работ» ее элементами будут: экскаватор, погрузчик, бульдозер, грейдер, дорожный каток. Для системы «подшипник качения» элементами будут являться: наружные и внутренние кольца, сепаратор, тела качения. Элементами системы «управление качеством продукции» могут являться правовые, экономические, организационные и технические факторы.
2. Система образует единство со средой. Так, систему управления качеством необходимо рассматривать в зависимости от производственных отношений конкретной среды, от уровня науки и техники, т. е. в конкретной исторической обстановке.
3. Каждая исследуемая система представляет собой элемент системы более высокого порядка. Например, система управления качеством продукции является элементом системы управления народным хозяйством. Система «подшипник качения» является элементом системы «машина».
4. Элемент системы может рассматриваться как система более низкого порядка. Так, элементами системы управления качеством продукции являются государственная система аттестации качества, государственная система надзора за внедрением и соблюдением стандартов. Относительно системы управления качеством продукции две названные системы должны рассматриваться как ее элементы (подсистемы).
Необходимой принадлежностью целостной системы является наличие связей. Под связями следует понимать, например, зависимости между показателями качества машины и ее деталей (долговечностью фрикционных сочленений и механическими свойствами материалов). Связи бывают как количественные, так и качественные. Количество связей должно быть системообразующих, т. е. их число должно быть таким, чтобы они позволяли полностью решить поставленную задачу.
Совокупность связей должна образовывать структуру, позволяющую строить иерархическую зависимость на различных уровнях. В каждой системе следует отличать структуру, для характеристики которой учитывается не все разнообразие элементов связей в отношении системы, а лишь нечто устойчивое, сохраняющееся. Иерархическую структуру будут образовывать, например, различные уровни управления качеством: государственный уровень, отраслевой, уровень предприятий.
Количественные связи должны подразделяться на жестко детерминированные и вероятностно-статистические.
Общая теория систем делает попытку выявить некоторые закономерности любых систем, поэтому она должна абстрагироваться от их несущественных различий, особенностей, упрощать эти системы. Фактически такое упрощение есть выделение устойчивых элементов, их связей и отношений, общих для всех систем.
Если степень упрощения высока, то упрощение может легко перейти в сверхупрощение. В этом случае общая теория систем не будет эффективной для изучения всех достаточно сложных систем.
Например, при изучении системы «автомобиль» его можно расчленить на отдельные узлы, узлы — на детали. В свою очередь за элементы детали можно принимать кристаллы, молекулы, атомы и т. д. При таком подходе количество элементов и связей в системе будет бесконечно большим. Поэтому системный подход устанавливает, что в зависимости от поставленной перед исследователем задачи необходимо ограничиваться только основными элементами и связями, отбрасывая второстепенные, не нужные для цели исследования. Безусловно, при оценке к. п. д. автомобиля нет необходимости рассматривать атомно-молекулярную структуру его деталей.
Исследование систем в общем случае должно содержать три этапа: содержательное исследование, формализацию и квантификацию.
Содержательное исследование сводится к описанию системы, качественному описанию связей между элементами систем.
Формализация включает схематическое и математическое описание системы и связей между ее элементами. Основным путем формализации является моделирование, которое может быть иллюстративным, описательным, количественным или качественным.
Квантификация — количественное выражение качественных признаков. Это наиболее сложный этап, сводящийся в основном к установлению требований, предъявляемых к качеству элементов, исходя из установленных требований к качеству системы (прямая задача), а также к тому, чтобы установить, например, в какой степени показатели качества элементов влияют на соответствующие показатели качества системы (обратная задача).
Понятие управления возникло как результат обобщения некоторых закономерностей живой природы, общества и техники. Под управлением понимается способность живой природы использовать информацию. Поэтому понятие «управление» непременно к неживой природе. По этому поводу В. А. Трапезников писал: «Управление не существовало до появления жизни, оно возникло вместе с ее зарождением. Никто не сможет оспорить тот очевидный факт, что без системы управления не мог бы существовать ни один живой организм».
В неживой природе также существуют «механизмы», подобные механизму управления по принципу обратной связи. Эти явления называются авторегуляцией, т. е. способностью системы возвращаться к прежнему, нарушенному возмущениями состоянию (например, физические и химические явления).
Понятие «управление» неразрывно связано с кибернетикой. Кибернетика изучает управляющие системы с точки зрения преобразования информации, поэтому основным звеном теоретической кибернетики является теория управляющих систем, т. е. теория устройств, которые осуществляют переработку информации в соответствии с заданным алгоритмом. Академик А. Н. Колмогоров дает следующее определение кибернетики: «Кибернетика — наука о способах восприятия, хранения, переработки и использования информации в машинах, живых организмах и их объединениях... Кибернетика изучает машинные, живые организмы и их объединения исключительно с точки зрения их способности воспринимать определенную «информацию», сохранять эту информацию в «памяти», передавать ее по каналам «связи» и перерабатывать ее в «сигналы», направляющие их деятельность в соответствующую сторону. Процессы восприятия информации, ее хранения и передачи называются в кибернетике связью, переработка воспринятой информации в сигналы, направляющие деятельность машин и организмов, — управлением».
Необходимым элементом управления является регулирование. Под регулированием понимается процесс обеспечения заданной устойчивости системы. Основная функция регуляторов — ограничение возмущений, действующих на систему. Регулятор ставится между системой и возмущениями с целью сохранения устойчивости кибернетических систем. Управление отличается от регулирования тем, что дает возможность изменить состояние системы, например, по некоторой программе, посредством совершенного регулятора.
Эшби определяет возмущение как то, что переводит систему из одного состояния в другое. Так как состояние системы характеризуется определенным разнообразием (информационным содержанием), то перевод системы из одного состояния в другое есть изменение ее разнообразия. Однако не всякое изменение системы совместимо с ее существованием; отдельные возмущения могут приводить к исчезновению (гибели) системы.
Если система находится в пределах допустимых состояний, то говорят, что она устойчива (или замкнута) относительно данных возмущений. Устойчивость системы может быть достигнута двумя путями: пассивной преградой и активной защитой.
Разнообразие возмущений часто бывает неизвестным, так как в большинстве случаев имеет место случайный характер возмущений. Поэтому система часто узнает о возмущениях, когда она переведена из устойчивого, заданного состояния в другое, отличное от него.
Например, система «автомобиль» может быть переведена из устойчивого (работоспособного) состояния в другое (неработоспособное) под действием таких случайных возмущений, как прокол камеры. Покрышка является своего рода регулятором против данного возмущения.
Другим примером регулирования могут служить статистические методы регулирования технологических процессов. Эти методы позволяют сохранять систему СПИД (станок — приспособление— инструмент — деталь) в заданном режиме обработки, не дают возможности появления бракованных изделий.
В данном случае под устойчивым состоянием систем понимается такое, когда точность обработки лежит в пределах, заданных контрольными границами.
Статистические методы контроля в сочетании с рядом организационно-технических мероприятий позволяют управлять системами СПИД. Если, например, система СПИД находится в таком состоянии, что дает 10% брака, то проведением ряда мероприятий система может быть переведена в состояние, при котором она работает без брака. В данном случае имеет место управление, так как система переводится из одного состояния в другое.
После определения понятий «система» и «управление» можно перейти к более подробному рассмотрению системы управления качеством промышленной продукции.
Согласно ГОСТ 15467—70, управлением качеством продукции называется установление, обеспечение и поддержание необходимого уровня качества продукции при ее разработке, производстве и эксплуатации или потреблении, осуществляемое путем систематического контроля качества и целенаправленного воздействия на условия и факторы, влияющие на это качество.
Система управления качеством продукции состоит практически из бесконечно большого количества элементов. Однако для практических целей достаточно ограничиться рассмотрением только ее основных элементов. К основным элементам (подсистемам) системы управления качеством продукции можно отнести:
планирование и отчетность о качестве, проводимые в государственном масштабе, отраслевом и на уровне предприятий;
государственную систему стандартизации;
государственную систему надзора за качеством, внедрением и соблюдением стандартов;
государственную систему аттестации продукции, включающую оценку уровня качества выпускаемой продукции, отнесение к одной из трех категорий качества и присвоение государственного Знака качества продукции высшей категории качества;
единые методы оценки качества, включающие: единство терминов и определений; стандартизованную номенклатуру показателей качества, дифференцированную по целям и видам продукции; стандартизованные методы расчета и оценки показателей качества; единство измерений;
систему обеспечения качества (саратовскую, КАНАРСПИ, СБТ и другие);
единую систему контроля и испытаний, включающую: единый для всех отраслей порядок организации промышленного контроля и испытаний, широкую автоматизацию и механизацию операций контроля, внедрение прогрессивных методов и средств контроля;
единую систему конструкторской документации, состоящую из разработанных и разрабатываемых стандартов ЕСКД с автоматизацией конструкторских работ;
систему унификации и агрегатирования;
автоматизированную систему управления промышленными предприятиями;
единую систему конструкторской подготовки производства, основанную на типизации технологических операций, унификации оснастки и оборудования, автоматизации работ по подготовке производства;
систему эксплуатации и ремонта, опирающуюся на централизованные и специализированные службы ремонта и изготовления запасных частей;
систему информации о качестве;
систему экономического стимулирования мероприятий по повышению качества продукции.
Для того чтобы система управления качеством нормально функционировала, должно быть обеспечено действенное функционирование всех ее элементов, каждый из которых в свою очередь состоит из большого числа элементов более низкого разряда. Комплекс всех этих элементов образует иерархическую структуру управления качеством.
Лекция 7. Стандартизация. Конструкторско-технологические методы обеспечения качества продукции.
Качество продукции закладывается на стадии проектирования, обеспечивается в процессе производства, реализуется и восстанавливается при эксплуатации и ремонте. Решение проблемы обеспечения качества на всех трех стадиях определяется государственной системой стандартизации. Например, качество продукции на стадии проектирования должно обеспечиваться стандартами Единой системы конструкторской документации (ЕСКД), в процессе производства — Единой системой конструкторской подготовки производства (ЕСТПП) и системой контроля качества и испытаний продукции, в процессе эксплуатации и ремонта — системой технологического обслуживания и ремонта машин и оборудования. Все три стадии должны базироваться на принципах комплексной стандартизации, на широком внедрении принципов унификации и агрегатирования.
Одним из основных путей обеспечения качества продукции на стадии проектирования должна явиться единая система проектирования, испытаний и постановки на серийное производство новых видов машин, оборудования и приборов. На необходимость разработки такой системы указано в постановлении ЦК КПСС и Совета Министров СССР от 10 ноября 1970 г. «О повышении роли стандартов в улучшении качества выпускаемой продукции».
Отдельные положения системы уже заложены в стандартах ЕСКД.
В соответствии с ГОСТ 2.103—68 на изделия всех отраслей промышленности установлены единые стадии разработки конструкторской документации и этапы выполнения работ. На этих стадиях необходимо разработать техническое задание, техническое предложение, эскизный проект, технический проект, рабочую документацию.
Техническое задание устанавливает основное назначение, технические и тактико-технические характеристики, показатели качества и технико-экономические требования, предъявляемые к разрабатываемому изделию, выполнение необходимых стадий разработки конструкторской документации и ее состав, а также специальные требования к изделию.
Правила выполнения, согласования и утверждения технического задания на разработку изделий всех отраслей промышленности установлены в стандарте «ЕСКД. Техническое задание». Согласно данному стандарту, техническое задание (ТЗ) разрабатывает заказчик или разработчик (головной разработчик) на основе результатов научно-исследовательских и экспериментальных работ (если таковые проводились), анализа технического уровня отечественной и зарубежной техники в данной области, ознакомления с патентной документацией. Техническое задание разрабатывается, как правило, на изделия в целом, а при необходимости и на составные части изделия. При этом требования технического задания на составные части изделия должны соответствовать требованиям технического задания на изделие в целом.
Техническое задание состоит из следующих разделов: тема разработки, основания к выполнению темы, цель и назначение разработки, предпосылки и источники разработки, технические требования, этапы работ, порядок окончания работ. В зависимости от особенностей изделий допускается вводить новые разделы.
Техническое задание на разработку изделия утверждает заказчик и разработчик изделия, затем оно согласуется с министерствами (ведомствами) или с головными или базовыми организациями — на изделия, относящиеся к профилю этих министерств, с органами государственного надзора (при необходимости), с представителями заказчика в организациях (предприятиях)разработчиках изделия, а при выдаче технического задания на составную часть изделия и с представителями заказчика, контролирующими производство изделия в целом (по указанию заказчика), с другими организациями по решению заказчика.
Изменение или уточнение утвержденного технического задания в процессе разработки изделия проводится путем выпуска дополнения к техническому заданию. Согласование и утверждение дополнений к техническому заданию производятся в порядке, установленном для технического задания.
Техническое предложение — совокупность конструкторских документов, которые должны cодержать технические и технико-экономические обоснования целесообразности разработки документации на основании анализа технического задания заказчика и различных вариантов возможных решений изделий, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов. Техническое предложение после согласования, и утверждения является основанием для разработки эскизного (технического) проекта.
Эскизный проект — совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве изделия и его принципе работы, а также данные, определяющие назначение, основные параметры и габаритные размеры разрабатываемого изделия. Эскизный проект после согласования и утверждения служит основанием для разработки технического проекта или рабочей конструкторской документации.
Технический проект — совокупность конструкторских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей документации. Технический проект после согласования и утверждения служит основанием для разработки рабочей конструкторской документации.
Конструкторской документации, разработанной на стадиях технического предложения, эскизного и технического проектов, присваиваются литеры соответственно «П», «Э» и «Т».
Рабочая документация — совокупность конструкторских документов, необходимых для изготовления и испытания опытного образца (опытной партии), установочных серий и изделий установившегося серийного или массового производства. Разработка рабочей документации опытного образца (опытной партии) предусматривает следующие этапы:
разработка конструкторских документов, предназначенных для изготовления и испытания опытного образца (опытной партии);
изготовление и заводские испытания опытного образца (опытной партии);
корректировка конструкторских документов по результатам изготовления и заводских испытаний опытного образца (опытной партии) с присвоением конструкторским документам литеры «О»;
государственные, межведомственные, приемочные и другие подобные испытания опытного образца (опытной партии);
корректировка конструкторских документов по результатам государственных, межведомственных, приемочных и других подобных испытаний опытного образца (опытной партии) с присвоением конструкторским документам литеры «O1». При последующих (повторных) изготовлениях и испытаниях опытного образца (опытной партии) и соответствующей корректировке конструкторских документов им присваивают соответственно литеры «О2», «О3», «О4» и т. д.
Разработка рабочей документации установочных серий предусматривает:
изготовление и испытание установочной серии;
корректировку конструкторских документов по результатам изготовления, испытания, оснащения технологического процесса ведущих составных частей изделия установочной серии с присвоением конструкторским документам литеры «А».
Стадии разработки документации на изделия установившегося серийного или массового производства предусматривают:
изготовление и испытание головной (контрольной) серии;
корректировку конструкторских документов по результатам изготовления и испытания головной (контрольной) серии с присвоением литеры «Б» конструкторским документам, окончательно обработанным и проведенным в производстве изготовлением изделий по зафиксированному и полностью оснащенному технологическому процессу.
Для некоторых изделий, устанавливаемых разработчиком, ГОСТ 2.103—68 допускает разработку конструкторских документов для изготовления макетов с целью:
проверки принципов работы изделия или его составных частей на стадии эскизного проекта;
проверки основных конструктивных решений разрабатываемого изделия или его составных частей на стадии технического проекта; предварительной проверки целесообразности изменения отдельных составных частей изготовляемого изделия до внесения этих изменений в рабочие конструкторские документы опытного образца (опытной партии).
Конструкторским документам для индивидуального производства, предназначенным для разового изготовления одного или нескольких изделий, присваивают литеру «И».
Вносить изменения в конструкторские документы имеет право только предприятие — держатель подлинников на основании «Извещения об изменении». В копии документов, находящихся в производстве, допускается вносить изменения на основании «Предварительного извещения». ГОСТ 2.503—68 устанавливает, что «Предварительное изменение» выпускают, когда:
в документе обнаружена ошибка, которая может вызвать брак изделия;
необходимо предварительно проверять предлагаемые изменения в производстве;
необходимо предварительно подготовить производство и в других случаях по усмотрению отрасли промышленности.
В тех случаях, когда после внесения в документы изменений нарушается конструктивная или эксплуатационная взаимозаменяемость изготовляемых изделий с изделиями, изготовленными ранее, вместо внесения изменения должны быть выпущены новые документы с новыми обозначениями. Это требование не распространяется на изделия индивидуального производства и на опытные образцы.
«Предварительное извещение» как временный документ действует в производстве до его погашения «Извещением об изменении». «Предварительное извещение» должно выпускать предприятие — держатель подлинников.
Изменения, вносимые в документы, утвержденные заказчиком, а также в документы, не утвержденные им, но по которым ведется поставка изделий заказчику, должны с ним согласовываться.
Все «Предварительные извещения» и «Извещения об изменениях», независимо от содержания предлагаемых изменений, согласовываются с представителями заказчика на предприятиях — держателях подлинников. Согласованию с заказчиком подлежат изменения, затрагивающие тактико-технические данные изделия, вызывающие необходимость доработки изделий, поставленных заказчику, влекущие за собой изменение условий эксплуатации и хранения изделия. После утверждения заказчиком, министерством-разработчиком и министерством-изготовителем «Предварительные извещения» и «Извещения об изменениях» высылаются предприятию — держателю подлинников и представителю заказчика на этом предприятии.
«Предварительные извещения» могут выпускать также предприятия-дублеры, если ими в документах обнаружены ошибки или если выпуск «Предварительного извещения» сокращает срок внедрения изменения в производство. Однако во всех случаях этот документ должен быть согласован с головным предприятием.
В других стандартах на единый порядок разработки, испытаний и постановки на серийное производство будет регламентирован порядок проведения испытаний опытных образцов и серийной продукции, порядок проведения межведомственных (государственных) испытаний.
Качество продукции и методы его оценки
В результате производственной деятельности промышленных предприятий осуществляется непрерывный процесс создания материальных ценностей, необходимых для удовлетворения потребностей общества. Все многообразие материальных ценностей, рассматриваемых как овеществленный результат народнохозяйственной деятельности, предназначенный для удовлетворения определенных потребностей, называется продукцией.
Понятие «продукция» является обобщающим и охватывает в общем случае изделия и продукты1.
Изделиями называются результаты работы производственного предприятия, количество которых характеризуется дискретной величиной, исчисляемой, например, в экземплярах, штуках и других счетных единицах. К изделиям относятся машины и приборы, а также их элементы (детали, узлы, блоки), швейные изделия и обувь, торты и ювелирные изделия и другие предметы производственного и бытового назначения.
Продуктами называются результаты работы производственного предприятия, количество которых характеризуется непрерывной величиной, исчисляемой, например, в килограммах, кубических, квадратных или погонных метрах, литрах. Это могут быть металлические и неметаллические материалы, полезные ископаемые, газ, масла и другие нефтепродукты, краски, ткани, овощи, зерно.
По способу использования вся промышленная продукция может быть разделена на два класса:
первый — потребляемая продукция;
второй — эксплуатируемая продукция.
Потреблением называется такое использование продукции, при котором она расходуется сама. Например, топливо сгорает, материалы перерабатываются в изделия, продукты питания употребляются в пищу.
Эксплуатацией называется такое использование продукции, при котором расходуется ее ресурс, а масса самой продукции практически не уменьшается. Физическая сущность и закономерность процесса расходования ресурса входят в область изучения науки о надежности машин.
В указанных классах продукция подразделяется на пять групп
первая — сырье и природные топлива: различные виды полезны>
ископаемых, природное жидкое, твердое и газообразное топливо
естественные строительные и декоративные материалы, драгоценные минералы и прочие ископаемые;
вторая — материалы и продукты: искусственные топлива, смазочные материалы, заготовки, слябы, прокат, проволока, ткани, меховые материалы, строительные, целлюлозно-бумажные и лесоматериалы, электро-, радио-, кино- и фотоматериалы, медицинские препараты и пищевые продукты, не вошедшие в первую группу;
третья — расходные изделия: дозированные продукты, выпускаемые в упаковке, например, кондитерские 'изделия, аптекарские и парфюмерно-косметические товары в промышленной упаковке, консервы в банках, жидкое топливо и смазочные материалы в бочках, газы в баллонах, нити, провода и кабели в катушках, бобинах, бухтах;
четвертая — неремонтируемые изделия, работоспособность которых не восстанавливается после отказа (электровакуумные и полупроводниковые приборы, крепежные изделия, подшипники качения, клиновые ремни, многие зубчатые колеса) и различные механизмы разового использования; в ГОСТ 2.116—71 «Карта технического уровня и качества продукции» под изделием условно понимается любая продукция производственного предприятия, включая материал, вещество и т. д. Определение понятия «изделие», установленное в ГОСТ 2.101—68 «Виды изделий», относится не к изготовленной продукции, а к продукции проектируемой и подлежащей изготовлению на предприятии в какое-то время.
пятая — ремонтируемые изделия: часть сложных машин, механизмов и приборов длительного использования, например, технологическое оборудование, сельскохозяйственные и транспортные машины, некоторые измерительные приборы, радио- и электронная аппаратура, мебель, швейные изделия, обувь.
Важной особенностью продукции является ее принадлежность к определенному месту и определенному периоду времени производства. Например, по месту производства можно различать продукцию конкретного участка, цеха, завода, отрасли, наконец, государства. По времени производства можно выделить продукцию, изготовленную за час, сутки, смену, квартал, год, пятилетку и т. д.
Если рассмотрению подлежит группа изделий или некоторое количество продукта, не объединенных указанными свойствами, например, изготовленных на различных предприятиях, в разных странах и в разные годы, или о времени и месте изготовления которых нет достоверных сведений, то эти изделия не могут быть отнесены к категории продукции и, следовательно, постановка вопроса о качестве этой группы изделий неправомерна.
Каждый вид продукции обладает целым набором специфических свойств, позволяющих отличить конкретный вид продукции от любого другого. Свойством продукции называется объективная особенность продукции, проявляющаяся при ее создании и потреблении или эксплуатации.
У каждого вида продукции может быть очень много свойств и едва ли их можно все перечислить. Кроме того, в зависимости от условий и обстоятельств в изделии могут обнаруживаться все новые и новые свойства.
Свойства будущего изделия формируются и учитываются при составлении задания на проектирование и при проектировании. В процессе изготовления изделия свойства его реализуются и конкретизируются. В процессе эксплуатации происходит проявление и поддержание свойств изделия согласно условиям его использования. Чем сложнее изделие, тем более сложным комплексом свойств оно обладает, тем сложнее формы проявления их.
Среди всего многообразия свойств продукции можно выделить простые и сложные.
Простое свойство, это, например, цвет изделия, срок службы, производительность. Примером сложного свойства может служить надежность, которая включает четыре простых свойства изделия: безотказность, долговечность, ремонтопригодность и сохраняемость.
Любое свойство продукции можно характеризовать словесно, численно, в виде таблицы, графика, функции. Качественная или количественная характеристика свойств продукции называется признаком продукции.
Примерами качественных признаков продукции могут служить цвет материала, форма изделия, наличие на поверхности детали защитного покрытия, профиль проката, способ скрепления деталей (сварка, склейка, клепка, свинчивание), способ настойки или регулировки (ручной, полуавтоматический, автоматический).
К качественным признакам продукции относятся так называемые альтернативные признаки, используемые, например, при статистическом контроле. Альтернативными называют признаки, которые могут иметь только два взаимоисключающих варианта, например, наличие или отсутствие дефекта или какого-либо элемента в изделии.
Количественный признак или параметр продукции дает численную характеристику отдельных свойств. Так, химический состав материала, степень полимеризации пластмассы являются примерами структурных параметров; угол заточки сверла, коэффициент формы зуба — примеры геометрических параметров. Эти и другие параметры изделия имеют точное количественное выражение.
Разумеется, не все свойства продукции имеют одинаковую значимость: одни из них могут оказаться важнейшими, другие второстепенными, а третьи могут совсем не иметь значения и никак не отражаться на эффективности использования данной продукции.
Например, для современного автомобиля такие свойства, как пробег до капитального ремонта, удельный расход горючего, литровая мощность двигателя, можно признать важнейшими. Свойства, характеризующие, например, комфортабельность и качество отделки автомобиля-самосвала в ряде случаев могут расцениваться как второстепенные. А такие свойства, как плавучесть (отрицательная), проницаемость кузова для радиоактивных излучений, пуленепробиваемость, электропроводность не имеют значения для легкового автомобиля в обычном исполнении и поэтому не подлежат определению. Они не отражают способность машины выполнять ее основные функции и поэтому не входят в состав качества изделия.
Качество продукции — это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Определение понятия «качество продукции» было сформулировано в результате анализа нескольких десятков определений, встречавшихся в последние годы в отечественной и зарубежной литературе, и является теперь стандартным (ГОСТ 15467—70). Из этой формулировки следует, что, во-первых, не все свойства изделия входят в понятие «качество»; во-вторых, качество продукции определяется потребностью общества в данном виде продукции, и если по каким-либо причинам потребность в этом виде продукции полностью исчезла, то и качество ее будет равно нулю; в третьих, удовлетворение потребности должно происходить в точном соответствии с назначением данного вида продукции.
Подготовка производства представляет собой комплекс взаимосвязанных мероприятий, обеспечивающих создание новых и совершенствование выпускаемых видов продукции, внедрение передовой технологии, эффективных методов организации труда, производства и управления.
Подготовка производства включает следующие стадии:
проведение исследований, связанных с подготовкой нового производства;
проектирование новой и совершенствование выпускаемой продукции;
технологическую подготовку производства;
организационно-экономическую подготовку производства. Содержание и порядок работ по подготовке производства регламентируются государственными стандартами:
Единая система конструкторской документации (ЕСКД);
Единая система технологической документации (ЕСТД);
Единая система технологической подготовки производства (ЕСТГТП).
Главная задача подготовки производства - создание и организация выпуска новых конкурентоспособных изделий.
Цель подготовки производства состоит в создании технических, организационных и экономических условий, полностью гарантирующих перевод производственного процесса на более высокий технический и социально-экономический уровень на основе достижений науки и техники, использования различных инноваций для обеспечения эффективной работы предприятия. Рассмотрим содержание основных стадий подготовки производства.
Научные исследования являются основой для развития предприятия, открывают новые возможности и потенциальные источники для коренного преобразования производства. Научно-исследовательские работы (НИР) предназначены для определения наиболее совершенных методов создания новых изделий и технологических процессов, коренного улучшения уже выпускаемой продукции, материалов и способов их обработки. В ходе исследований изучается состояние, определяются пути и методы совершенствования организации и управления производством,
В процессе исследовательской стадии определяются перспективы развития производства и эффективность применения новой или усовершенствованной продукции и технологии. Научные исследования проводятся либо в специальных НИИ, либо в лабораториях предприятия. Исследовательская стадия обычно заканчивается составлением технических условий для проектирования продукции.
На стадии проектирования осуществляется конструкторская подготовка производства, в процессе которой определяется характер продукции, ее конструкция, физико-химические свойства, внешний вид, технико-экономические и другие показатели.
Проектирование новой продукции осуществляется проектно-техническими и научно-исследовательскими институтами, а также конструкторскими отделами и лабораториями предприятий. Целями конструкторской подготовки производства являются:
повышение качества и конкурентоспособности продукции;
обеспечение высокой технологичности конструкции на основе унификации и стандартизации деталей и узлов изделия, что позволяет сокращать трудовые и материальные затраты на проектирование и изготовление изделия;
снижение себестоимости новой продукции за счет совершенствования конструкции изделия, уменьшения расхода сырья и материалов на единицу продукции, снижения эксплуатационных затрат, связанных с использованием продукции;
обеспечение охраны труда и техники безопасности, а также удобств при использовании и ремонте изделий.
Конструкторская подготовка производства, как правило, включает пять этапов:
техническое задание (ТЗ);
технический проект (ТП);
рабочие чертежи опытных образцов;
изготовление, испытание и доводку опытных образцов новых изделий;
разработку рабочих чертежей для серийного производства. Проектирование нового изделия начинается с составления технического (проектного) задания. Оно разрабатывается заказчиком (предприятием) или по его поручению проектной организацией. В техническом задании указываются наименование и назначение нового изделия, технические и экономические показатели в процессе его производства и эксплуатации. На уровне технического задания должны быть определены принципиальные отличия нового изделия от ранее выпускаемых, даны расчеты эффективности нового изделия как для производителя, так и для потребителя.
Техническое задание разрабатывается на основе результатов выполненных научно-исследовательских и опытно-конструкторских работ (НИОКР), краткосрочного и долгосрочного прогнозирования, данных анализа соответствующих отечественных и зарубежных стандартов, достижений науки и техники. В ТЗ включаются прогнозируемые показатели технического уровня продукции с отражением уровня стандартизации и унификации. ТЗ содержит технико-экономические требования к продукции, определяющие ее потребительские свойства и эффективность применения, перечень документов, требующих совместного рассмотрения, порядок сдачи и приемки результатов разработки. ТЗ может содержать требования к технологической подготовке производства, проведению экспертизы.
На основе исходных требований, изложенных в техническом задании, на проектирование продукции, маркетинга, условий применения, тенденций развития разработчик проводит необходимые НИХЖН и опытно-технологические работы, включая патентные исследования, функционально-стоимостной анализ, моделирование, художественное конструирование и другие прогрессивные методы создания продукции. При этом разработчик руководствуется нормативно-техническими и другими документами, в которых установлены значения показателей, определяющих технический уровень продукции, требования сопротивляемости внешним воздействиям, взаимозаменяемости и совместимости составных частей и продукции в целом, безопасности, охраны здоровья и природы.
На основе технического задания разрабатывается технический проект, т.е. совокупность конструкторских документов, которые должны содержать технические решения, дающие полное представление о конструкции изделия, и исходные данные для разработки рабочих чертежей опытных образцов.
Технический проект позволяет осуществлять выбор материалов и полуфабрикатов, определять основные принципы изготовления продукции и проводить экономическое обоснование проекта.
После испытания и доводки опытных образцов производятся необходимые уточнения и разработка рабочих чертежей для организации производства изделий.-На всех этапах проектирования уточняются, конкретизируются и окончательно определяются все технические и экономические характеристики нового изделия.
Результаты конструкторской подготовки оформляются в виде технической документации - чертежей, инструкций, технических условий и т.д.
Технические условия (ТУ) являются неотъемлемой частью комплекта технической документации на продукцию (изделие, материал, вещество и т.п.), на которую они распространяются. ТУ должны содержать все требования к продукции, ее изготовлению, контролю, приемке и поставке, которые целесообразно указывать в конструкторской или другой технической документации.
Конструкторская подготовка производства осуществляется в соответствии с комплексом государственных стандартов, устанавливающих единые взаимосвязанные правила и положения ее проведения, оформления и обращения конструкторской документации, разрабатываемой и применяемой промышленными, научно-исследовательскими, проектно-конструкторскими организациями и предприятиями. Этот комплекс стандартов носит название Единой системы конструкторской документации (ЕСКД).
Применение ЕСКД позволяет создавать благоприятные условия для обеспечения научно-технической подготовки производства на высоком уровне, способном гарантировать конкурентоспособность выпускаемых изделий, сокращать время проектирования, обеспечивать необходимое единообразие этого процесса на различных предприятиях в разных отраслях экономики. Следует отметить, что в ЕСКД учтены правила, положения, требования, а также положительный опыт оформления графических документов (эскизов, чертежей, схем), установленных рекомендациями ИСО - Международной организацией по стандартизации.
Продолжением работ по проектированию изделия является технологическая подготовка производства (ТПП), которая представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции необходимого качества при установленных сроках. объеме производства и затратах. Содержание и объем ТПП зависят от типа производства, конструкции и назначения изделия. Под технологической готовностью понимается наличие полного комплекта технологической документации и средств технологического оснащения, необходимых для производства новых изделий.
Основная задача ТПП - обеспечить высокое качество изготовления изделий и создать необходимые условия для роста производительности труда, улучшения использования оборудования, снижения расхода сырья, материалов, топлива, энергии.
В процессе технологической подготовки производства решается широкий круг вопросов. Основные из них:
отработка конструкции нового изделия на его технологичность;
разработка технологических процессов изготовления изделия;
проектирование специальной оснастки и оборудования;
определение потребности в оборудовании и его планировка;
проектирование межоперационного транспорта и контроля.
Работа регламентируется стандартами Единой системы технологической подготовки производства (ЕСТПП). Она определяет порядок организации и управления ТПП на всех уровнях: государственном, отраслевом, предприятия. ЕСТПП призвана обеспечить единый для каждого предприятия системный подход к выбору, применению методов и средств технологической подготовки производства, соответствующих передовым достижениям науки, техники и производства; высокую приспособляемость производства к непрерывному его совершенствованию, быстрой переналадке к выпуску более совершенной продукции; основу для внедрения автоматизированных систем ТПП.
Технологическое проектирование начинается с разработки маршрутной технологии, в которой определяются последовательность выполнения основных операций и закрепление их в цехах за конкретными группами оборудования. По маршрутной технологии за каждым цехом и участком закрепляются обрабатываемые виды продукции, указываются оборудование, инструменты, специальность рабочих, разряды работ и нормы времени.
В индивидуальном и мелкосерийном производствах, а также на предприятиях со сравнительно простой технологией разработка технологических процессов обычно ограничивается маршрутной технологией. В массовом же и крупносерийном производствах вслед за маршрутной разрабатывается более подробная пооперационная технология, которая содержит подробное описание всех технологических операций.
При разработке технологического процесса важной задачей является выбор экономически эффективных способов изготовления изделия. Выбранная технология производства должна обеспечивать высокое качество изготовления продукции, повышение производительности труда и наиболее низкую себестоимость изделий по сравнению с другими вариантами.
В ускорении технологической подготовки производства исключительно важная роль принадлежит типовым технологическим процессам, под которыми понимаются обобщенные схемы изготовления деталей однородных классификационных групп. Внедрение типовых технологических процессов позволяет сократить объем технологической документации в 6-10 раз, ускорить проектирование технологического процесса в 3-4 раза, сократить длительность производственного цикла в 2-2,5 раза, ускорить процесс технического нормирования в 2,5 раза, повысить техническое оснащение производства на 70-90%, снизить трудоемкость изготовления продукции на 30-40% и себестоимость - на 20%.
Типизация технологических процессов создает необходимые предпосылки для агрегатирования и стандартизации технологического оснащения, что значительно сокращает трудоемкость проектирования и изготовления оснастки, которая занимает около 80% по длительности и 90% общих затрат на технологическую подготовку производства.
B. Гpибoв, B. Гpyзинoв
Понятие
и классификация предприятий
![]()
Предприятие - это самостоятельный хозяйствующий субъект, созданный для производства продукции, выполнения работ и оказания услуг с целью удовлетворения общественных потребностей и получения прибыли.
Переход к рынку влечет за собой коренные изменения в формах хозяйствования, отношениях между собственниками, организаторами производства и наемными работниками. Предприятие предоставляет рабочие места, выплачивает заработную плату. Путем выплаты налогов оно участвует в реализации государственных программ, развитии экономики страны. Это означает, что в условиях рыночных отношений предприятие есть самоорганизующийся и самовоспроизводящийся социально-производственный организм, автономный центр производственных, хозяйственных и социальных решений.
Из этого следует, что предприятия - это обособленные экономические структуры. Их обособленность обусловливается товарным характером общественного производства.
В силу обособленности предприятия самостоятельны:
в производственной деятельности (что и сколько производить, как производить);
в коммерческой деятельности (что и сколько продавать, покупать, распределять);
в распределении производственного продукта (что идет на собственные нужды, а сколько на обмен и накопление и т.д.).
Из вышеизложенного следует, что предприятия - это основное звено экономики. Эффективная работа предприятий - важнейшее условие успешного развития экономики страны.
Предприятие представляет собой производственно-технологическое, организационное и экономическое единство. Организационно оно является производственной единицей. Как правило, это завод, фабрика, шахта, электростанция, предприятие транспорта, связи, капитальное строительство, совхоз, оно может включать и несколько заводов или фабрик (комбинат, производственное объединение, концерн и т.д.).
Предприятие имеет собственное название, фирменный знак (марку), самостоятельный баланс, расчетный счет в банке. Оно несет имущественную ответственность по своим обязательствам, т.е. является юридическим лицом. Часто в хозяйственной практике используется понятие "фирма". Как правило, фирма представляет собой объединение однородных или смешанных предприятий.
Каждое предприятие в условиях рынка стремится производить те товары и услуги, которые дают наибольшую прибыль. В то же время в условиях рынка нет гарантии, что предприятие ее получит. Все это зависит от многих обстоятельств: правильного определения неудовлетворенных желаний покупателей и ориентации предприятия на их производство, уровня издержек производства, которые должны быть меньше, чем доходы, полученные от продажи своей продукции. Последнее зависит от производительности системы, НТП. уровня организации производства и труда, степени конкуренции и т.п. Это требует от каждого предприятия поиска своего пути развития, системы организации, маркетинга, своих форм хозяйствования.
Предприятия можно классифицировать по различным количественным и качественным параметрам. Основными количественными параметрами выступают численность работников и годовой оборот капитала.
В соответствии с критерием численности занятых выделяют:
малые предприятия, или малый бизнес (до 100 человек);
средние предприятия, или средний бизнес (до 500 человек);
крупные предприятия, или крупный бизнес (свыше 500 человек).
Следует отметить, что именно малый бизнес играет значительную роль в экономике практически всех развитых стран, в нем занято до половины работающего населения. Термин "малое предприятие" характеризует лишь размеры фирмы, но не дает представления об организационно-правовой форме предприятия (малым может быть и частное, и государственное, и другое предприятие). В чем преимущества малого бизнеса: прежде всего гибкость, высокая адаптивная способность к изменениям рыночной конъюнктуры. Многочисленный характер мелких фирм создает возможности для широкого развития конкуренции.
Значительный процент банкротств среди предприятий малого бизнеса позволяет держаться на плаву только тем, кто функционирует наиболее эффективно. Роль малого бизнеса в современной экономике весьма многообразна. Он как бы связывает экономику в единое целое и образует своего рода фундамент, на котором вырастают более сложные и высокие ее этажи.
Среди качественных параметров классификации предприятий молено назвать следующие:
тип собственности (частные или государственные);
характер и содержание деятельности;
ассортимент выпускаемой продукции;
способы и методы ведения конкурентной борьбы;
способ вхождения в различные союзы и объединения;
организационно-правовые формы предпринимательской деятельности.
Жизненный цикл предприятия |
|
|
|
Предприятие, как субъект хозяйствования, в процессе функционирования проходит ряд стадий: создание, рост, зрелость, спад, реорганизация (реструктуризация) или санация, банкротство, ликвидация. Первая стадия - создание предприятия и его становление. О возникновении субъекта хозяйствования свидетельствует факт его регистрации в соответствующих органах исполнительной власти. На этой стадии происходит уточнение сферы деятельности предприятия, определение целей и выбор стратегии деятельности, разработка производственной и организационной структуры предприятия, подбор необходимого персонала, закупка оборудования, сырья, организация производства продукции (услуг) и управления предприятием. На стадии роста и расширения деятельности предприятия происходит позиционирование его продукции на рынке, поиск лучших партнеров, завоевание своей доли на рынке, обеспечение рентабельной работы предприятия. Стадия зрелости или оптимального функционирования характеризуется успешной высокоэффективной работой предприятия на основе отработанной технологии и организации производства, прогрессивных форм и методов управления предприятием, активной маркетинговой деятельности. Если предприятие способно к изменениям, гибко реагирует на динамику внешней среды, быстро адаптируется к потребностям рынка, оно может долгие годы успешно функционировать, не боясь падения рентабельности и банкротства. Если же предприятие своевременно не реагирует на требования различных стадий жизненного цикла, то дело будет неуклонно приближаться к спаду деловой активности и банкротству. Однако существуют некоторые условия, выполнение которых помогает сохранить нормальное функционирование предприятия и уменьшить риск банкротства:
Руководители предприятия должны обращать внимание на любые изменения в функционировании самого предприятия и в окружающей среде, которые могут быть первыми сигналами о надвигающейся беде. Наименее жесткая альтернатива банкротству - реорганизация предприятия, цель которой - оживить предприятие. В этом случае разрабатывается и осуществляется план выхода из кризисной ситуации, который может включать слияния, присоединения, разделения, выделения и преобразования предприятия, в результате чего создаются новые, ликвидируются существующие юридические лица, меняется организационно-правовая форма предприятия. Особой формой реорганизации является реструктуризация Предприятия, которая включает систему мероприятий по улучшению управления на предприятиях, повышению эффективности производства и конкурентоспособности продукции, повышению производительности труда, снижению издержек производства, улучшению финансово-экономических результатов деятельности. Реструктуризация должна способствовать оздоровлению экономики предприятия, восстановлению платежеспособности и ликвидности, финансовой устойчивости. В том случае, когда результаты деятельности предприятия ведут к банкротству, может быть проведена санация (оздоровление) предприятия. Санация - это комплекс мероприятий, направленных на предотвращение банкротства и ликвидацию предприятия. Суть санации состоит в передаче (по решению суда) функций по управлению делами фирмы государственному органу или совету кредиторов из числа уполномоченных специалистов по делам о несостоятельности. Применение процедуры санации создает реальные возможности для решения следующих задач;
Санация может осуществляться организационными и финансовыми методами. В первом случае проводятся изменения в административном аппарате предприятия, устраняются или сокращаются нерентабельные подразделения. Финансовые меры могут предусматривать выпуск новых акций или облигаций для мобилизации денежного капитала, увеличение банковских кредитов и предоставление бюджетных субсидий, уменьшение дивидендов (процентов) по акциям (облигациям, депозитам), отсрочку их погашения (выплат), перевод краткосрочной задолженности в долгосрочную. Если санация не принесла ожидаемых результатов, проводится процедура банкротства. В соответствии с Федеральным законом "О несостоятельности (банкротстве) предприятий" от 8 января 1998 г. № 6-83 под несостоятельностью (банкротством) понимается неспособность удовлетворить требования кредиторов по оплате товаров (работ, услуг), включая неспособность обеспечить обязательные платежи в бюджет и внебюджетные фонды. Основным признаком несостоятельности (банкротства) является приостановление текущих платежей - предприятие не обеспечивает или заведомо не способно обеспечить выполнение требований кредиторов в течение трех месяцев со дня наступления сроков их исполнения. По истечении указанного срока кредиторы предприятия-должника получают право на обращение в арбитражный суд с заявлением о признании его несостоятельным (банкротом). В суд может обратиться с заявлением и сам должник. Ликвидация предприятия, т.е. прекращение его деятельности, происходит по причине банкротства по решению собственника имущества, либо по решению суда. |
|
Производственная структура предприятия |
|
|
|
Необходимым условием успешной деятельности предприятия является рациональное построение его производственной и организационной структуры. Под структурой понимается упорядоченная совокупность взаимосвязанных элементов, находящихся между собой в устойчивых отношениях, обеспечивающих их функционирование и развитие как единого целого. Для успешного ведения производства необходимо рационально построить производственный процесс в пространстве. Это осуществляется путем определения исходя из особенностей предприятия наиболее эффективной производственной структуры. Под производственной структурой предприятия понимается состав и взаимосвязь образующих его цехов, участков и служб в процессе производства продукции. Производственная структура характеризует разделение труда между подразделениями предприятия и их кооперацию. Она оказывает существенное влияние на важнейшие экономические показатели предприятия: качество продукции, рост производительности труда, величину издержек производства, эффективность использования ресурсов. Главными элементами производственной структуры предприятия являются цехи, участки и рабочие места. Цех является основной структурной единицей крупного предприятия. Он наделяется определенной производственной и хозяйственной самостоятельностью, является обособленной производственной единицей и выполняет закрепленные за ним производственные функции. Все цехи промышленного предприятия обычно делятся на основные и вспомогательные. В основных цехах выполняются операции по изготовлению продукции для реализации. Основные цехи делятся на заготовительные, обрабатывающие и сборочные. К вспомогательным цехам относят инструментальный, ремонтный, энергетический и др. В состав цехов входят участки, которые создаются по технологическому или предметному принципу. Так, в обрабатывающем цехе могут быть организованы участки по принципу технологической специализации: токарный, фрезерный, шлифовальный, слесарный и др. По принципу предметной специализации образуются участки по изготовлению части готового продукта. Первичным звеном организации производства является рабочее место. Рабочим местом называется неделимое в организационном отношении (в данных конкретных условиях) звено производственного процесса, обслуживаемое одним или несколькими рабочими, предназначенное для выполнения определенной операции, оснащенного соответствующим оборудованием и организационно-техническими средствами. От уровня организации рабочих мест, обоснованного определения их количества и специализации, согласования их работы во времени, рациональности их расположения в цехах существенно зависят результаты работы предприятия. Следует отметить, что производственная структура предприятия не является чем-то застывшим, она динамична. По мере совершенствования техники и технологии, организации производства, труда и управления предприятием совершенствуется и производственная структура. Это создает условия для интенсификации производства, эффективного использования ресурсов и достижения высоких результатов работы предприятия. Построение оптимальной производственной структуры предприятия необходимо осуществлять с учетом следующих принципов:
|
|
Организационная структура предприятия |
|
|
|
Под организационной структурой предприятия понимаются состав, соподчиненность, взаимодействие и распределение работ по подразделениям и органам управления, между которыми устанавливаются определенные отношения по поводу реализации властных полномочий, потоков команд и информации. Различают несколько типов организационных структур: линейные, функциональные, линейно-функциональные, дивизиональные, адаптивные. Рассмотрим основные характеристики этих структур. Линейная структура характеризуется тем, что во главе каждого подразделения стоит руководитель, сосредоточивший в своих руках все функции управления и осуществляющий единоличное руководство подчиненными ему работниками. Его решения, передаваемые по цепочке "сверху вниз", обязательны для выполнения нижестоящими звеньями. Он, в свою очередь, подчинен вышестоящему руководителю. На этой основе создается иерархия руководителей данной системы управления (например, мастер участка, начальник цеха, директор предприятия), т.е. реализуется принцип единоначалия, который предполагает, что подчиненные выполняют распоряжения одного руководителя. Вышестоящий орган управления не имеет права отдавать распоряжения каким-либо исполнителям, минуя их непосредственного начальника. Линейная структура управления используется, как правило, малыми и средними предприятиями, осуществляющими несложное производство, при отсутствии широких кооперационных связей между предприятиями. Функциональная структура предполагает специализацию выполнения отдельных функций управления. Для их осуществления выделяются отдельные подразделения (либо функциональные исполнители). Функциональная организация управления базируется на горизонтальном разделении управленческого труда. Указания функционального органа в пределах его компетенции обязательны для производственных подразделений. Функциональная структура управления обычно применяется на крупных предприятиях. В США, например, эту структуру используют 25% крупных фирм. Линейно-функциональная структура позволяет в значительной степени устранить недостатки как линейного, так и функционального управления. При этой структуре назначение функциональных служб - подготовка данных для линейных руководителей в целях принятия компетентных решений или возникающих производственных и управленческих задач. Роль функциональных органов (служб) зависит от масштабов хозяйственной деятельности и структуры управления предприятием в целом. Чем крупнее фирма и сложнее ее управляющая система, тем более разветвленным аппаратом она располагает. В этой связи остро стоит вопрос координации деятельности функциональных служб. Линейно-функциональные структуры управления используются в большинстве предприятий. Дивизиональная (или отделенческая) структура управления -наиболее распространенная форма организации управления современной промышленной фирмы. Смысл ее состоит в том, что самостоятельные подразделения практически полностью отвечают за разработку, производство и сбыт однородной продукции (дивизионально-продуктовая структура управления) или самостоятельные отделения полностью отвечают за хозяйственные результаты на определенных региональных рынках (дивизионально-региональная структура управления). Каждое отраслевое отделение представляет собой независимое производственно-хозяйственное подразделение, состоящее из отделений и заводов. Такое самостоятельное подразделение в большей степени ориентировано на максимизацию прибыли и завоевание позиций на рынке, чем при функциональной системе управления. Опыт показывает, что там, где важен фактор техники и технологии, дивизионально-продуктовая форма управления имеет безусловные преимущества. Линейная, линейно-функциональная и дивизиональная структуры относятся к категории бюрократических и относительно стабильны во времени. Адаптивные структуры управления С начала 60-х гг. XX в. многие организации стали разрабатывать и внедрять новые более гибкие типы организационных структур, которые в сравнении с бюрократическими были лучше приспособлены к быстрой смене внешних условий и появлению новой наукоемкой технологии. Такие структуры называются адаптивными, поскольку их можно быстро модифицировать в соответствии с изменениями окружающей среды и потребностями самой организации. Другое их название - органические структуры, имеющие возможности адаптироваться к изменениям в окружающей среде подобно тому, как это делают живые организмы. Адаптивная структура управления характеризуется слабым или умеренным использованием формализации правил и процедур, децентрализацией и участием специалистов в принятии решений, широко определяемой ответственностью в работе, гибкостью структуры власти и небольшим количеством уровней иерархии. Большинство специалистов по управлению видит в органическом подходе будущее и критикует бюрократические структуры. Однако при выборе структуры необходимо принимать во внимание условия, в которых действует конкретное предприятие. Дело в том, что бюрократические и адаптивные структуры представляют собой лишь крайние точки в составе таких фирм. Реальные структуры реальных предприятий (фирм) лежат между ними, обладая признаками тех и других в разных соотношениях. Иными словами, в управлении, как и в любой другой сфере социальной активности человека, не существует понятия "хорошая" или "плохая". Есть выбор, соответствующий или не соответствующий имеющимся условиям. В настоящее время используются два основных типа адаптивных структур - проектные и матричные. Проектная структура - это временные органы управления, созданные для решения конкретной задачи. Смысл ее состоит в том, чтобы собрать в одну команду самых квалифицированных сотрудников организации для осуществления сложного проекта. Когда проект завершен, команда распускается. В матричной структуре члены проектной группы подчиняются как руководителю проекта, так и руководителям тех функциональных отделов, в которых они работают постоянно. Руководитель проекта обладает так называемыми проектными полномочиями. Они варьируются от почти всеобъемлющей линейной власти над всеми деталями проекта до "штабных" полномочий. Выбор конкретного варианта определяется тем, какие права делегирует руководителю проекта высшее руководство. Основной недостаток матричной структуры - ее сложность. Тем не менее она используется в ряде отраслей промышленности, в частности, в химической, электронной, в производстве вычислительной техники, а также в банках, системе страхования, правительственных учреждениях. Выбор организационной структуры управления, в наибольшей степени отвечающей целям предприятия и учитывающей конкретные условия деятельности, осуществляется на основе тщательного анализа всех факторов, оказывающих на нее влияние, оценки преимуществ и недостатков различных типов организационных структур. Организационная структура выражает форму разделения и кооперации труда в сфере управления и оказывает активное воздействие на процесс функционирования предприятия. Чем совершеннее структура управления, тем эффективнее воздействие на объект управления и выше результативность работы предприятия. Организационная структура управления не является чем-то застывшим, она постоянно совершенствуется в соответствии с изменившимися условиями. Поэтому данные структуры отличаются большим разнообразием и определяются многими факторами и условиями. Важнейшие из них следующие:
Построение организационных структур управления осуществляется с учетом следующих принципов:
При проектировании структуры управления необходимо соблюдать следующее основное правило: вовлекать наименьшее число уровней управления и создавать кратчайшую цепь команд. |
|
Инфраструктура предприятия |
|
|
|
Инфраструктура предприятия - это подразделения по обслуживанию основного производства, а также социальному обслуживанию коллектива. Соответственно различают производственную и непроизводственную инфраструктуру предприятия. Производственная инфраструктура имеет целью обеспечение бесперебойного и эффективного функционирования производственного процесса. Работы по обслуживанию основного производства выполняются вспомогательными подразделениями и обслуживающими хозяйствами: инструментальным, ремонтным, транспортным, энергетическим, складским, службами материально-технического снабжения и сбыта продукции. Совершенствование производственной инфраструктуры является одним из факторов улучшения деятельности предприятия. Службы материально-технического снабжения и сбыта продукции играют важную роль не только в нормальном функционировании производственного процесса. Они оказывают существенное влияние на величину издержек производства путем создания и поддержания оптимального запаса при минимуме затрат, обеспечивая при этом надлежащее складирование, хранение и учет материальных ресурсов и готовой продукции. Инструментальное хозяйство на предприятии создается для выполнения работ по обеспечению производства инструментом и технологической оснасткой, организации их хранения, эксплуатации и ремонта. От уровня организации инструментального хозяйства и качества инструмента зависят интенсивность использования оборудования, технологические параметры его работы, уровень производительности труда и в целом результаты работы предприятия. Основной задачей ремонтного хозяйства является обеспечение бесперебойной работы всего парка машин и оборудования за счет проведения планового ремонта и текущего обслуживания. Для предупреждения нерациональных потерь в производстве и сокращения затрат на ремонт служит система планово-предупредительного ремонта, которая включает различного вида работы по техническому уходу и ремонту оборудования по заранее составленному плану с целью обеспечения эффективной эксплуатации оборудования. Кроме того, ремонтное хозяйство выполняет текущий ремонт и обслуживание зданий, сооружений, производственных и служебных помещений. Капитальный ремонт зданий, как правило, осуществляется с помощью специализированной ремонтной организации. Основной задачей транспортного хозяйства на предприятии является своевременное и бесперебойное обслуживание производства транспортными средствами по перемещению грузов в ходе производственного процесса. По своему назначению транспортные средства могут быть подразделены на внутренний, межцеховой и внешний транспорт. Совершенствование организации транспортного хозяйства предполагает ликвидацию чрезмерно дальних перевозок, встречных, возвратных, пустых и не полностью загруженных транспортных средств. Энергетическое хозяйство обеспечивает потребности предприятия в электро- и теплоэнергии, технологическом паре, сжатом воздухе, техническом кислороде, природном газе. Однако целесообразнее по возможности заключить длительный договор на обслуживание с крупными производителями на поставку энергоносителей. Непроизводственная инфраструктура предприятия создается для социального обслуживания работников предприятия. Она включает жилищно-коммунальные структуры, детские сады, ясли, медицинские пункты, поликлиники, больницы, санатории, дома отдыха, пансионаты, оздоровительные комплексы, столовые, буфеты, учебные заведения и другие необходимые службы. Непроизводственная инфраструктура является важной составляющей общей структуры предприятия, обеспечивающей нормальную жизнедеятельность коллектива. Наличие важнейших элементов непроизводственной инфраструктуры на предприятии создает возможность и дает уверенность его работникам удовлетворять жизненно необходимые социальные потребности, тем самым создавая предпосылки для хорошего делового настроя и высокопродуктивной работы коллектива. В последние годы в силу сложного финансового состояния российских предприятий, значительная часть которых просто убыточна, прекращают деятельность некоторые службы непроизводственной инфраструктуры или передают их в ведение муниципальных органов власти. Такое развитие событий, как правило, ухудшает социальное обслуживание работников предприятий. |
|
Производственный процесс |
|
|
|
Производственный процесс представляет собой совокупность целенаправленных действий персонала предприятия по превращению сырья и материалов в готовую продукцию. Основные компоненты производственного процесса, определяющие характер производства, - это:
Профессионально управляемое взаимодействие этих компонентов формирует конкретный производственный процесс и составляет его содержание. Производственный процесс является основой деятельности любого предприятия. Содержание производственного процесса оказывает определяющее воздействие на построение предприятия и его производственных подразделений. Основной частью производственного процесса является технологический процесс. В ходе реализации технологического процесса происходит изменение геометрических форм, размеров и физико-химических свойств предметов труда. По своему значению и роли в производстве производственные процессы подразделяются на:
Основными называются производственные процессы, в ходе которых осуществляется изготовление основной продукции, выпускаемой предприятием. К вспомогательным относятся процессы, обеспечивающие бесперебойное протекание основных процессов. Их результатом является продукция, используемая на самом предприятии. Вспомогательными являются процессы по ремонту оборудования, изготовлению оснастки, выработке пара, сжатого воздуха и т.д. Обслуживающими процессами называются такие, в ходе реализации которых выполняются услуги, необходимые для нормального функционирования как основных, так и вспомогательных процессов. Это процессы транспортировки, складирования, комплектования деталей, уборки помещений и др. Производственный процесс состоит из множества различных операций, которые соответственно подразделяются на основные (технологические) и вспомогательные. Технологическая операция - это часть производственного процесса, выполняемая на одном рабочем месте над одним объектом производства (деталью, узлом, изделием) одним или несколькими рабочими. По виду и назначению продукции, степени технической оснащенности операции классифицируются на ручные, машинно-ручные, машинные и аппаратурные. Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например, ручная окраска, сборка, упаковка изделия и пр. Машинно-ручные операции осуществляются с помощью машин и механизмов при обязательном участии рабочего, например, перевозка грузов на электрокарах, обработка деталей на станках при ручной подаче. Машинные операции полностью выполняются машиной при минимальном участии рабочих в технологическом процессе, например, установка деталей в зону машинной обработки и снятие их по окончании обработки, наблюдение за работой машин, т.е. рабочие не участвуют в технологических операциях, а лишь контролируют их. Аппаратурные операции протекают в специальных агрегатах (сосудах, ваннах, печах и др.). Рабочий наблюдает за исправностью оборудования и показаниями приборов и вносит по мере необходимости корректировку в режимы работы агрегатов в соответствии с требованиями технологии. Аппаратурные операции широко распространены на предприятиях пищевой, химической, металлургической и других отраслей промышленности. Организация производственного процесса состоит в объединении людей, орудий и предметов труда в единый процесс производства материальных благ, а также в обеспечении рационального сочетания в пространстве и во времени основных, вспомогательных и обслуживающих процессов. |
|
Принципы организации производственного процесса |
|
|
|
В целях рациональной организации производственного процесса необходимо соблюдение ряда принципов, т.е. тех исходных положений, на основе которых осуществляются построение, функционирование и развитие производства. Принцип специализации означает разделение труда между отдельными подразделениями предприятия и рабочими местами и их кооперирование в процессе производства. Реализация этого принципа предполагает закрепление за каждым рабочим местом и каждым подразделением строго ограниченной номенклатуры работ, деталей или изделий. Принцип пропорциональности предполагает относительно равную производительность в единицу времени взаимосвязанных подразделений предприятия. Несоблюдение принципа пропорциональности ведет к диспропорциям, вследствие чего ухудшается использование оборудования и рабочей силы, возрастает длительность производственного цикла, увеличиваются заделы. Принцип параллельности предусматривает одновременное выполнение отдельных операций или частей производственного процесса. Этот принцип базируется на положении о том, что части производственного процесса должны быть совмещены во времени и выполняться одновременно. Соблюдение принципа параллельности ведет к сокращению длительности производственного цикла, экономии рабочего времени. Принцип прямоточности предполагает такую организацию производственного процесса, при которой обеспечивается кратчайший путь движения предметов труда от запуска сырья и материалов до получения готовой продукции. Соблюдение принципа прямоточности ведет к упорядочению грузопотоков, сокращению грузооборота, уменьшению затрат на транспортировку материалов, деталей и готовых изделий. Принцип ритмичности означает, что весь производственный процесс и составляющие его части по изготовлению заданного количества продукции повторяются через равные промежутки времени. Различают ритмичность выпуска продукции, ритмичность работы и ритмичность производства. Ритмичностью выпуска называется выпуск одинакового или равномерно увеличивающегося (уменьшающегося) количества продукции за равные отрезки времени. Ритмичность работы - это выполнение равных объемов работ (по количеству и составу) за равные интервалы времени. Ритмичность производства означает соблюдение ритмичного выпуска продукции и ритмичность работы. Принцип непрерывности предполагает сокращение или ликвидацию перерывов в процессе производства готовой продукции. Принцип непрерывности реализуется в таких формах организации производственного процесса, при которых все его операции осуществляются непрерывно, без перебоев, и все предметы труда непрерывно движутся с операции на операцию. Это сокращает время на изготовление продукции и уменьшает простои оборудования и рабочих. Принцип технической оснащенности ориентирует на механизацию и автоматизацию производственного процесса, устранение ручного, монотонного, тяжелого, вредного для здоровья человека труда. Соблюдение принципов организации производственных процессов имеет большое практическое значение, оно способствует рациональному использованию потенциала предприятия и повышению эффективности его работы. |
|
Методы организации производственного процесса |
|
|
|
Термин "организация" происходит от французского слова "organisahion" и означает устройство, сочетание кого-либо или чего-либо в единое целое. Организация предполагает внутреннюю упорядоченность частей целого как средство достижения желаемого результата. Применяемые методы организации производственного процесса можно разделить на три вида:
Поточный метод характеризуется:
Основной структурной единицей поточного производства является поточная линия. Поточная линия представляет собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ним операций и связанных между собой специальными видами межоперационных транспортных средств. В условиях потока наиболее часто применяются разнообразные приводные транспортные средства - конвейеры. На конвейере непрерывного действия технологические операции выполняются во время движения изделия. При пульсирующем характере работы конвейер останавливается на время выполнения операций. Поточный метод организации производственного процесса можно применять при соблюдении следующих условий:
Поточные линии весьма разнообразны и характерны для массового производства. Наибольшее распространение они получили в легкой и пищевой промышленности, машиностроении, металлообработке и других отраслях. Поточный метод организации производственного процесса характеризуется высокой эффективностью, которая обеспечивается высоким уровнем использования всех принципов организации производства. Эффективность проявляется;
В то же время поточная организация производственного процесса имеет и недостатки:
В целях уменьшения негативного влияния недостатков поточного метода организации производственного процесса могут применяться следующие меры:
Основными направлениями повышения социально-экономической эффективности поточного производства являются внедрение полуавтоматических и автоматических поточных линий, применение роботов и автоматических манипуляторов для выполнения монотонных операций. Партионный метод организации производства имеет следующие характерные черты:
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах, в заготовительных цехах массового и крупносерийного производства, использующих высокопроизводительное оборудование, превосходящее своей мощностью пропускную способность сопряженных станков и машин в последующих подразделениях. По показателям экономической эффективности (росту производительности труда, использованию оборудования, снижению себестоимости, оборачиваемости оборотных средств) партионные методы значительно уступают поточным. Частая смена номенклатуры изготавливаемой продукции и связанная с этим переналадка оборудования, увеличение запасов незавершенного производства и другие факторы ухудшают финансово-экономические результаты деятельности предприятия. Однако появляются возможности для более полного удовлетворения спроса потребителей на различные разновидности продукции, увеличения доли на рынке, повышения содержательности труда рабочих. Важнейшими направлениями повышения эффективности партионного метода являются следующие. Во-первых, внедрение групповых методов обработки. Их сущность заключается в том, что все детали, входящие в состав различных изделий, объединяются в группы по определенным признакам: конструкторского и технологического сходства, однородности используемого оборудования, однотипности применяемой оснастки и т.д. Из каждой группы выделяется деталь-представитель, обладающая присущими всем остальным деталям конструкторскими и технологическими особенностями. В случае невозможности выделения такой детали, она проектируется. Именно на комплексную деталь-представитель разрабатываются групповой технологический процесс, технологическая оснастка и подбирается оборудование. Использование групповых методов обработки создает предпосылки для организации предметно-замкнутых участков, когда технологический цикл замыкается в пределах этих участков, широкого использования универсально-сборных и групповых приспособлений, что, в конечном счете, обеспечивает снижение затрат времени на переналадку оборудования, уменьшение длительности производственного цикла, сокращение размеров станочного парка и т.д. Вторым важным направлением повышения эффективности партионного метода является внедрение гибких автоматизированных производств на основе гибких производственных систем (ГПС). Гибкая производственная система представляет собой совокупность или отдельную единицу технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающую свойствами автоматизированной переналадки на производство изделий произвольной номенклатуры в установленных пределах значений их характеристик. Ее использование позволяет распространить преимущества автоматизации на мелко- и среднесерийное производство, обеспечить выпуск продукции малыми партиями и чрезвычайно высокую адаптацию к требованиям рынка, способность быстро реагировать на спрос потребителей. Конечно, следует иметь в виду, что внедрение гибких автоматизированных производств на базе ГПС сопровождается немалыми единовременными затратами. Экономическая целесообразность принятия решения об их использовании требует тщательного обоснования и расчета эффективности внедрения. Единичный метод организации производства предполагает изготовление продукции в единичных экземплярах или небольшими неповторяющимися партиями. Он применяется при изготовлении сложного уникального оборудования (прокатные станы, турбины и т.д.), специальной оснастки, в опытном производстве, при выполнении отдельных видов ремонтов и т.п. Отличительными особенностями единичного метода организации производства являются;
Направлениями повышения эффективности единичного метода организации производства являются развитие стандартизации, унификация деталей и узлов, внедрение групповых методов обработки. |
|
Конструкторская подготовка производства - совокупность взаимосвязанных процессов по созданию новых или совершенствованию действующих конструкций изделий согласно требованиям заказчика-потребителя.
Этот этап ТПП выполняется отделом главного конструктора (ОГК) предприятия, в распоряжении которого имеется техническая база для производства опытного образца и его испытания (экспериментальный цех). Выполняется конструкторская подготовка с соблюдением требований ЕСКД (единой системы конструкторской документации); объем ее зависит от вида изделия, его сложности, прогнозного объема продаж, сроков выпуска, длительности ЖЦТ (жизненного цикла товара) и других факторов. Согласно ЕС КД проектирование нового изделия состоит из следующих стадий:
1) Составление технического задания;
2) Расчет технического предложения;
3) Разработка эскизного проекта;
4) Разработка технического проекта;
5) Подготовка рабочей конструкторской документации; проведение нормоконтроля, патентной и метрологической экспертизы;
6) Изготовление и испытание опытного образца;
7) Корректировка рабочего проекта и выпуск установочной партии изделий;
8) Проверка, согласование, внесение изменений, утверждение и размножение рабочего проекта; передача документации в отдел главного технолога (ОГТ).
Техническое задание определяет назначение изделия (продукции), его технические характеристики, показатели качества, технологические, организационные и экономические условия производства, требования к конструкторской документации. Техническое задание составляет заказчик для организации-разработчика проекта. Разработчиками являются конструкторские бюро, научно-исследовательские институты, конструкторские отделы предприятий.
Техническое предложение содержит технико-экономическое обоснование целесообразности разработки изделия на основании анализа технического анализа заказчика и встречных вариантов проектно-технологических решений по изделию, всесторонней оценки всех возможных решений с учетом современного состояния проблемы. После согласования предложения с заказчиком и утверждения его в установленном порядке оно является основанием для разработки эскизного проекта.
Эскизный проект состоит из графической части, представляющей собой совокупность конструкторских документов (чертежей), раскрывающих конструкторские решения с указанием параметров, габаритных размеров, дающие общее представление о новом изделии, и пояснительной записки с расчетами основных параметров изделия, описанием принципов его работы, эксплуатационных особенностей. На основании утвержденного вышестоящей организацией эскизного проекта разрабатывается технический проект.
Технический проект, так же, как и эскизный, состоит из графической части и пояснительной записки, содержащих окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, его отдельных узлов и исходных данных для разработки рабочей документации. Указывается максимально возможный уровень унификации и применения стандартных сборочных единиц и деталей, приводятся результаты экспериментальных работ по повышению технологичности конструкции. Техническое проектирование часто сопровождается изготовлением макета изделия.
В рабочем проекте содержатся рабочие чертежи на каждую деталь изделия (деталировка) с указанием марки материала, массы детали и других конструктивных данных.
ЕСКД устанавливает следующие основные требования к выполнению рабочих чертежей:
Рабочий проект сопровождается спецификацией, определяющей состав сборочной единицы, узла или комплекта и необходимых для комплектования конструкторских документов и планирования запуска в производство указанных изделий.
Проектирование новой продукции в массовом и серийном производстве заканчивается изготовлением опытных образцов и сдачей технической документации заказчику. В настоящее время все перечисленные стадии конструкторской подготовки используются при создании лишь принципиально новых либо особо ответственных видов продукции. В остальных случаях, как правило, применяется двухстадийное проектирование, при котором совмещаются разработка технического и рабочего проектов, а в ряде случаев опускается также стадия эскизного проектирования.
Обязательным условием конструкторской подготовки является соблюдение требований стандартизации и унификации. Стандарты устанавливают и регламентируют на определенный период прогрессивные требования, нормы, методы, правила, распространяемые на сами изделия, на факторы и условия, влияющие на их качество.
Конструктивная унификация представляет собой ограничение разнообразия изготовляемых типоразмеров деталей и узлов конструкций путем заимствования из ранее выпущенных конструкций. Унификация может проводится как в пределах одного завода, специализированного на выпуске определенной продукции, так и в масштабе всей отрасли в целом. При внутризаводской унификации одна из конструкций выбирается в качестве “базовой” модели, а затем путем присоединения к ней недостающих или, наоборот, изъятия из нее ненужных частей, узлов, деталей создается ряд производных моделей. В этом случае резко сокращается число оригинальных деталей за счет увеличения унифицированных и ранее освоенных производством. Таким путем осуществляется конструктивная преемственность изделий, формируются их конструктивные ряды. Уровень стандартизации и унификации определяется системой коэффициентов: унификации, повторяемости, конструктивной преемственности, стандартизации.
Необходимым условием начала производства проектируемой продукции является определение ее экономической эффективности путем сопоставления эффекта и затрат ранее производимого продукта с новым.