

Пример выполнения курсовой работы
Вариант 0. Спроектировать заготовку для изготовления втулки (рис. 1), материал − сталь 65, производство − крупносерийное.
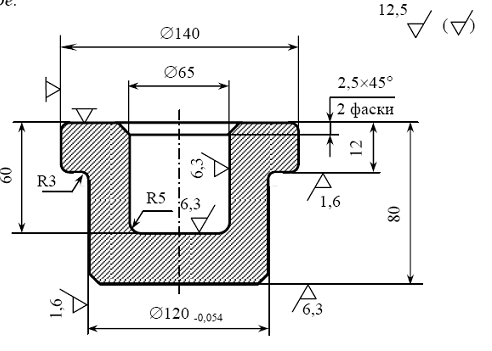
Рис. 1. Чертеж детали
1. Так как производство крупносерийное выберем способ изготовления заготовки − горячую объемную штамповку. Штамповочное оборудование − КГШП (кривошипный горячештамповочный пресс).
2. Исходные данные по детали: − материал − сталь 65; химический состав (по массе) 0,62÷0,7 % С; 0,5÷0,8 % Мn; 0,17÷0,37 % Si; до 0,25 % Cr; суммарная средняя массовая доля легирующих элементов (Si, Mn, Cr, Ni, Mo, W, V) 0,27+0,65+0,12=1,04 %; − масса детали Mд={1,2·3,14·14,02/4+6,8·3,14·12,02/4-6,0·3,14·6,52/4}·7,8=5,4 кг.
3. Исходные данные для расчета припусков и допусков:
− расчетная масса поковки, определяемая по выражению [ГОСТ 7505-89, с. 8],
Мп.р=Мд·Кр,
где Мп.р − расчетная масса поковки; Мд − масса детали; Кр − расчетные коэффициент.
В соответствии с приложением 3 (табл. 20) Кр=1,6;
Мп.р=Мд·Кр,=5,4·1,6=8,6 кг.
− класс точности Т3 [ГОСТ 7505-89, приложение 1, табл. 19];
− группа стали М3 (сталь со средней массовой долей углерода 0,68 % и суммарной массовой долей легирующих элементов 1,04 %) [ГОСТ 7505-89, табл. 1];
− степень сложности С1 [ГОСТ 7505-89, приложение 2]. Размеры описывающей поковку геометрической фигуры (цилиндра) диаметр 140·1,05=147 мм, длина 80θ1,05=84 мм (1,05 − коэффициент увеличения габаритных линейных размеров детали, определяющих положение ее обработанных поверхностей). Масса описывающей фигуры (расчетная) 8,4·3,14·14,72·7,8=11,2 кг. Отношение массы поковки к массе описывающей ее фигуры 8,6/11,2=0,78;
− конфигурация поверхности разъема штампа [ГОСТ 7505-89, табл. 1] П − плоская.
− исходный индекс 12 [ГОСТ 7505-89, табл. 2].
4. Припуски и кузнечные напуски [ГОСТ 7505-89, табл. 3]:
− основные припуски на размеры (на сторону):
диаметр 140 и чистота поверхности 12,5 − припуск 1,5 мм;
диаметр 120 и чистота поверхности 1,6 − припуск 1,8 мм;
толщина 80 и чистота поверхности 6,3 − припуск 2,0 мм;
толщина 80 и чистота поверхности 12,5 − припуск 1,7 мм;
толщина 12 и чистота поверхности 12,5 − припуск 1,6 мм;
толщина 12 и чистота поверхности 1,6 − припуск 1,6 мм;
диаметр впадины 65 и чистота поверхности 6,3 – припуск 1,7 мм;
глубина впадины 60 и чистота поверхности 12,5 – припуск 1,7 мм.
− дополнительные припуски, учитывающие:
смещение поковки по поверхности разъема штампа 0,3 мм [ГОСТ 7505-89, табл. 4];
отклонение от плоскостности 0,3 мм [ГОСТ 7505-89, табл. 5];
− штамповочный уклон [ГОСТ 7505-89, табл. 18]: для наружной поверхности − не более 7°, принимается 3°; для внутренней − не более 7°, принимается 7°.
5. Размеры поковки и их допускаемые отклонения (рис. 2):
− размеры поковки:
диаметр 140+(1,5+0,3)·2=143,6 принимаем 144 мм (с учетом округления размеров поковки с точностью 0,5 мм);
диаметр 120+(1,8+0,3)·2=124,2 принимаем 124 мм;
диаметр 65-(1,7+0,3)·2=61 принимаем 61 мм;
толщина 80+1,7+2+0,3·2=84 принимаем 84 мм;
толщина 12+1,7+1,6+0,3·2=48,8 принимаем 50 мм;
глубина 60·0,8=48,8 принимаем 50 мм (т.к. впадины и углубления в поковке, когда их оси параллельны направлению движения одной из подвижных частей штампа, а диаметр не менее 30 мм, выполняют глубиной до 0,8 их отверстий).
− минимальная величина радиусов закруглений [ГОСТ 7505-89, табл. 7] наружных поверхностей при глубине полости ручьев штампа
до 50 мм − не менее 3 мм, принимаем 5 мм;
свыше 50 мм − не менее 3 мм, принимаем 4 мм.
− допускаемые отклонения размеров [ГОСТ 7505-89, табл. 8]:
диаметр
![]() мм;
диаметр
мм;
диаметр
![]() мм;
диаметр
мм;
диаметр
![]() мм;
глубина
мм;
глубина
![]() мм;
толщина
мм;
толщина
![]() мм;
толщина
мм;
толщина
![]() мм;
мм;
− неуказанные допуски радиусов закруглений R4 0,5 мм; R5 1,0 мм [ГОСТ 7505-89, табл. 17];
− допускаемые отклонения от плоскостности 0,6 мм [ГОСТ 7505-89, табл. 13];
− допускаемое отклонение от соосности выемки 50·0,01=0,5 мм (допускаемое отклонение от соосности не пробитых отверстий в поковках принимается не более 1% глубины отверстия);
− допускаемая величина остаточного облоя 0,8 мм [ГОСТ 7505-89, табл. 10];
− допускаемая величина на смещение по поверхности разъема штампа 0,7 мм [ГОСТ 7505-89, табл. 9].
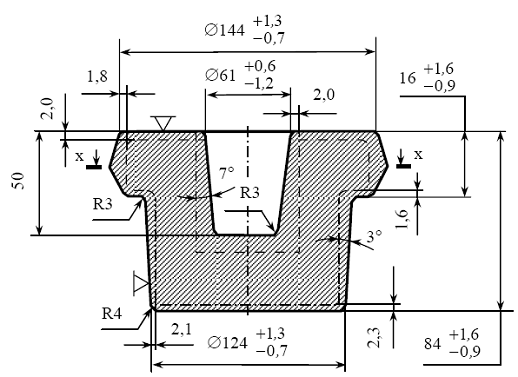
Рис. 2. Чертеж заготовки
Разработать маршрут обработки поверхности ø120 -0,054 мм, шероховатость Ra=1,6 мкм.
В соответствии с точностью размера ø 120 h8 (-0,054) мм и шероховатостью поверхности втулки Ra=1,6 мкм (рис. 1) выбираем следующий технологический маршрут:
1) обтачивание черновое, при этом достигается 12 квалитет точности, шероховатость поверхности Rz=80 мкм;
2) обтачивание чистовое – 10 квалитет точности, шероховатость поверхности Rz=80 мкм;
3) шлифование – 8 квалитет точности, шероховатость поверхности Ra=1,6 мкм.
Таблица 10
Точность и качество обработки поверхностей
Обработка |
Параметр шероховатости поверхности, мкм |
Дефектный поверхностный слой, мкм |
Квалитет точности размера обработки |
1 |
2 |
3 |
4 |
Обработка наружных цилиндрических поверхностей |
|||
Обтачивание: |
Rz 160-80 |
120-60 |
14-12 |
черновое |
|||
получистовое или однократное |
Rz 80-20 |
50-20 |
12-11 |
чистовое |
Rz 40-10 |
30-20 |
10-9 |
тонкое, алмазное |
Ra 1,25-0,63 |
10-5 |
9-7 |
Шлифование: |
Ra 2,5-1,25 |
20 |
9-8 |
предварительное |
|||
чистовое |
Ra 1,25-0,63 |
15-5 |
8-6 |
Притирка, суперфиниш |
Ra 0,63-0,04 |
5-3 |
6-5 |
Обработка отверстий |
|||
Сверление и рассверливание |
Rz 80-20 |
70-25 |
13-11 |
Зенкерование: |
Rz 80-40 |
50-30 |
13-12 |
черновое |
|||
однократное литого или прошитого отверстия |
Rz 40-20 |
40-25 |
13-11 |
чистовое после чернового или сверления |
Rz 40-20 |
40-25 |
10-9 |
Растачивание: |
Rz 80-40 |
50-30 |
13-11 |
черновое |
|||
чистовое |
Ra 5-2,5 |
25-15 |
10-9 |
тонкое, алмазное |
Ra 1,25-0,32 |
10-4 |
8-6 |
Шлифование: |
Ra 2,5 |
20 |
9-8 |
предварительное |
|||
чистовое |
Ra 1,25-0,63 |
20-5 |
8-6 |
Притирка, хонингование |
Ra 0,32-0,04 |
5-3 |
6-5 |
Обработка плоскостей |
|||
Фрезерование и строгание: |
Rz 80-40 |
100-50 |
13-11 |
черновое |
|||
чистовое |
Ra 5-1,25 |
50-20 |
11-9 |
Торцовое точение и подрезка: |
Rz 160-80 |
100-50 |
14-12 |
черновое |
|||
чистовое или однократное |
Rz 80-10 |
50-20 |
13-10 |
тонкое |
Ra 2,5-1,25 |
30-10 |
10-8 |
Протягивание однократное |
Ra 5-1,25 |
50-10 |
10-8 |
Шлифование: |
|
|
|
предварительное |
Ra 2,5 |
20 |
10-8 |
чистовое или однократное |
Ra 1,25-0,63 |
15-5 |
8-7 |
Для обработки указанной поверхности в качестве чистовой технологической базы выберем наружную поверхность ø 140 мм. Приспособление для базирования заготовки – 3-х кулачковый самоцентрирующий патрон.
Для выполнения токарных операций будем использовать токарно-винторезный станок 16К20, для выполнения шлифовальной – круглошлифовальный станок 3М150.
Выберем следующие инструменты:
резец проходной упорный отогнутый Т15К6 ГОСТ 18879-73;
шлифовальный круг 24А 32Н С2 6 К5 А2 ПП 100 м/с;
штангенциркуль ШЦЦ-II-250-0,01 ГОСТ 166-89.
Расчет припусков.
Общий припуск на обработку поверхности:
номинальный 2Zном=Dзаг-Dдет=124-120=4 мм;
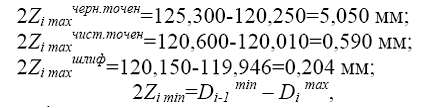
максимальный 2Zmax=Dзаг max-Dдет min=125,3-119,946=5,354 мм;
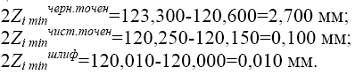
минимальный 2Zmin=Dзаг min-Dдет max=123,3-120=3,3 мм.
В соответствии с выбранным маршрутом обработки данной поверхности разобьем общий припуск на межоперационные, определив номинальные межоперационные припуски по справочнику [3],:
припуск на диаметр на чистовое точение при креплении заготовки в патроне равен 2Zном=0,30 мм; на шлифование – 2Zном=0,15 мм.
Припуск на черновое точение определим по выражению (6)
2Zчерн=2Zобщ-(2Zном ток+2Zном шл)=4-(0,45+0,15)=3,4 мм.
Максимальные и минимальные операционные припуски определим следующим образом:
![]()
где
![]() –
наибольший предельный размер до
обработки;
–
наибольший предельный размер до
обработки;
![]() –
наименьший предельный размер после
обработки на данной операции.
–
наименьший предельный размер после
обработки на данной операции.
где
![]() –
наименьший предельный размер до
обработки;
–
наименьший предельный размер до
обработки;
![]() –
наибольший предельный размер после
обработки на данной операции.
–
наибольший предельный размер после
обработки на данной операции.
Результаты всех вычислений запишем в табл. 11
Таблица 11
Результаты расчетов

Расчет режимов резания и норм времени выполним для чернового точения: диаметр заготовки D=124 мм, глубина резания t=1,7 мм; длина L=68 мм; материал заготовки – сталь углеродистая конструкционная 65.
Для выполнения данной операции выберем проходной упорный отогнутый резец (материал режущей части – твердый сплав Т15К6) ГОСТ 18879-73 со следующими параметрами: главный угол резца в плане φ=90°; вспомогательный угол резца в плане φ1=10°; главный передний угол γ=10°; угол наклона главной режущей кромки λ=0°; сечение державки резца h=25 мм; b=16 мм; угол при вершине резца r=1,0 мм.
Зададим стойкость резца Т=60 мин.
Выберем подачу в соответствии с S=0,8 мм/об.
Рассчитаем скорость резания, определив все необходимые коэффициенты по справочнику:

Коэффициент Kv равен
![]()
Скорость резания равна
![]()
Частота вращения шпинделя
![]()
Уточнив по паспортным данным станка 16К20 ближайшее меньшее значение, примем n=900 мин-1.
Тогда действительная скорость резания равна
![]()
Рассчитаем составляющую силы резания Pz.
Значения коэффициентов выберем из справочника [4]:

Коэффициент
![]()
Составляющая силы резания

Мощность Nрез, потребляемую на резание, определим следующим образом:
![]()
Мощность электродвигателя главного привода станка 16К20 Nдв=11 кВт. Мощность на шпинделе станка с учетом К.П.Д. станка равна Nшп= Nдв·ηст=11·0,85=9,35 кВт. Условие Nрез≤Nшп выполняется, следовательно, станок выбран верно.
Норма штучного времени состоит из следующих составляющих:
![]()
где То – норма основного времени; Тв – норма вспомогательного времени; Тобс – время обслуживания рабочего места; Тотд – время на отдых и личные потребности.
Норма основного времени:
![]()
где l1+l2 – величина врезания и перебега инструмента; i – число проходов инструмента, необходимое для снятия припуска.
Величина врезания и перебега инструмента равна 3,5 мм, для удаления припуска необходим один проход инструмента, следовательно
Норма вспомогательного времени состоит из времени на установку и закрепление детали в приспособлении tуст, времени, связанного с переходом (включение и выключение подачи, подвод и отвод инструмента и т.п.) tпер, и времени на контрольные измерения tизм.
В случае установки заготовки в патроне, измерении размеров при помощи штангенциркуля получим:
![]()
Основное и вспомогательное время в сумме дают оперативное время
![]()
В справочнике нормативы времени на обслуживание рабочего места и отдых приведены в процентах от оперативного, для типоразмера станка 16К20 (высота центров 200 мм), а также для механической подачи процент от оперативного времени на обслуживание рабочего места аобс=4 %, на отдых – аотд=4 %.
Норма штучного времени определится следующим образом:
