

Міністерство освіти і науки України
Київський національний університет технологій та дизайну
Кафедра метрології, стандартизації та сертифікації
Курсова робота
З дисципліни «взаємозамінність та технічні
Вимірювання в техніці»
(Варіант 6)
Виконав студент гр. БМС 2 - 07
Желєзнов М.А. _____________(підпис)
Роботу прийнято "___"______2010
Козелло Н. Л.________ (підпис)
Київ 2010
 Зміст
Зміст
Завдання 1
Визначення посадок та квалітетів з’єднань складальної одиниці…………………
Ескізи деталей………………………………………………………………
Завдання 2
Визначення посадок та квалітетів шпонкового з’єднання........................
Схема шпонкового з’єднання ...........................................................
Завдання 3
Визначення допусків та посадок шліцьового прямо бічного з’єднання..............
Схема шліцьового з’єднання..........................................................
Завдання 4
Визначення допусків та посадок різьбового з’єднання
Схема різьбового з’єднання..........................................................
Завдання 5
Обґрунтування та вибір засобів вимірювання лінійних розмірів деталей........
Список використаної літератури.......................
ЗАВДАННЯ 1.
Для деталей вузла, що зображено на рис.1:
а) вибрати квалітет точності, систему посадки та зазначити їх на кресленні;
б) визначити для трьох з'єднань граничні розміри, допуски, величини натягів чи зазорів (данні розрахунків звести в таблицю), накреслити в масштабі схему полів допусків цих посадок с зазначенням вирахуваних величин;
в) для однієї з посадок розрахувати виконавчі розміри робочих калібрів для контролю отвору и вала, накреслити в масштабі схему полів допусків цих калібрів та креслення калібрів з зазначенням виконавчих розмірів;
г) виконати креслення деталей 1, 2, 3, з зазначенням точності розмірів, відхилень форми та шорсткості поверхонь.
-
Варіант
Діаметр з’єднання, мм
Клас точності
З’єднання для
d1
d2
d3
підшипника
розрахунку
80
60
50
6
d1,d2,d3

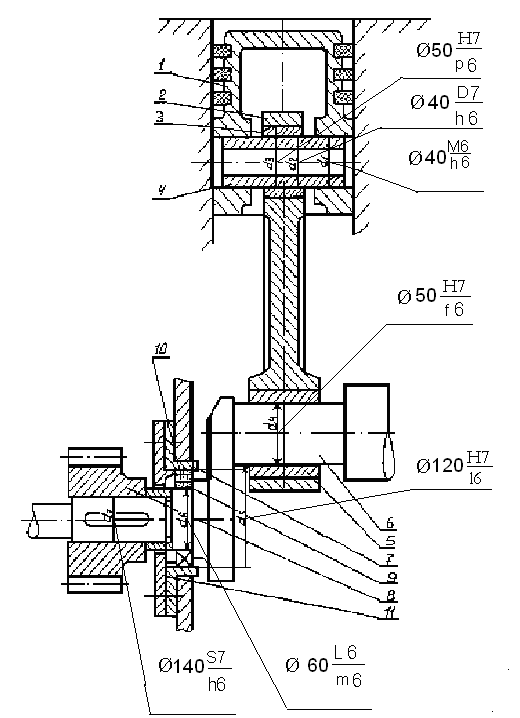
Рис. 1 Вихідний вал редуктора в зборі
З’єднання: 1 – корпус-кришка; 2 – шестерня-вал; 3 – розпірна втулка-вал;
 Для
з’єднання 1 – внутрішнього діаметру
корпуса з зовнішнім діаметром кришки
вибираємо посадку з зазором в системі
отвору
Для
з’єднання 1 – внутрішнього діаметру
корпуса з зовнішнім діаметром кришки
вибираємо посадку з зазором в системі
отвору
 ;
для з’єднання 2 – внутрішнього діаметра
шестерні та зовнішнього діаметра вала
вибираємо перехідну посадку в системі
отвору
;
для з’єднання 2 – внутрішнього діаметра
шестерні та зовнішнього діаметра вала
вибираємо перехідну посадку в системі
отвору
 ;
для з’єднання 3 – внутрішнього діаметра
втулки та зовнішнього діаметра вала
вибираємо посадку з зазором в системі
отвору
;
для з’єднання 3 – внутрішнього діаметра
втулки та зовнішнього діаметра вала
вибираємо посадку з зазором в системі
отвору
 .
.
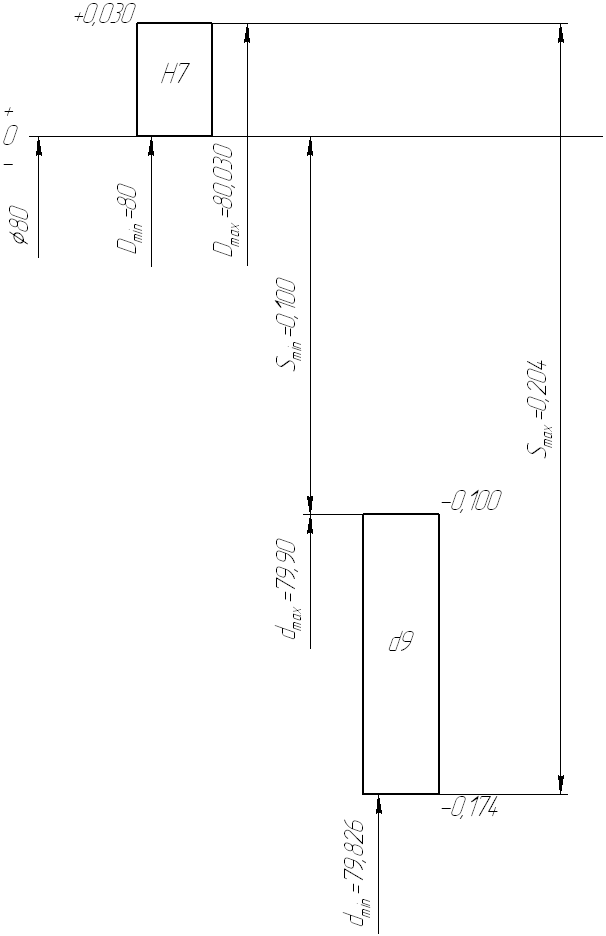
З’єднання 1. Посадка з зазором .
Вибираємо граничні відхилення. Маємо з’єднання: верхнє відхилення ES = =0,030 мм, нижнє відхилення отвору EI = 0 мм; верхнє відхилення вала es = -0,100 мм, нижнє відхилення вала ei = -0,174 мм.
Знаходимо граничні розміри і допуск отвору:
Найбільший граничний розмір

Найменший граничний розмір

Допуск отвору

або

Граничні розміри і допуск вала:
Найбільший граничний розмір

Найменший граничний розмір

Допуск вала

або

Найбільший зазор

Найменший зазор

Допуск посадки:

або

Будуємо схему розташування полів допусків
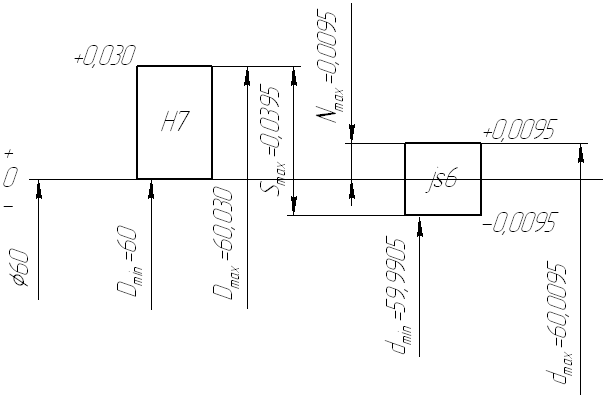
З’єднання 2. Перехідна посадка
Вибираємо граничні відхилення. Маємо з’єднання: верхнє відхилення ES = 0,030 мм, нижнє відхилення отвору EI = 0 мм; верхнє відхилення вала es = 0,0095 мм, нижнє відхилення вала ei = -0,0095 мм.
Знаходимо граничні розміри і допуск отвору:
Найбільший граничний розмір

Найменший граничний розмір

Допуск отвору
або

Граничні розміри і допуск вала:
Найбільший граничний розмір

Найменший граничний розмір

Допуск вала

або

Найбільший натяг

Найбільший зазор

Допуск посадки:

або

Будуємо схему розташування полів допусків
З’єднання 3. Посадка з зазором .
Вибираємо граничні відхилення. Маємо з’єднання: верхнє відхилення ES = 0,064 мм, нижнє відхилення отвору EI = 0,025 мм; верхнє відхилення es = 0,0095 мм, нижнє відхилення вала ei = -0,0095 мм.
Знаходимо граничні розміри і допуск отвору:
Найбільший граничний розмір

Найменший граничний розмір

Допуск отвору

або

Граничні розміри і допуск вала:
Найбільший граничний розмір

Найменший граничний розмір

Допуск вала
або

Найбільший зазор

Найменший зазор

Допуск посадки:

або

Будуємо схему розташування полів допусків

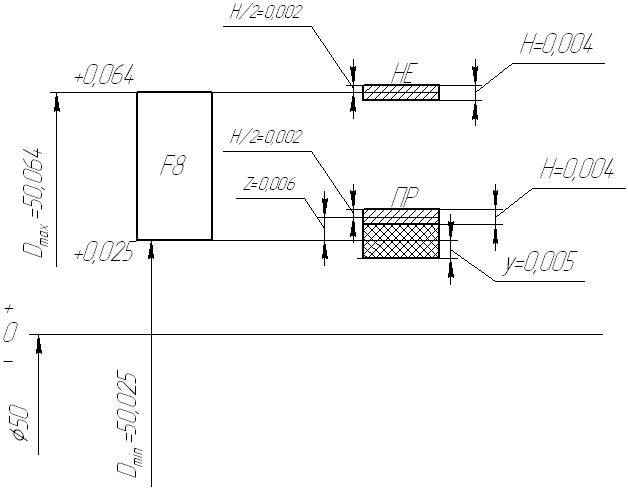
Розрахунок виконавчих розмірів калібрів:
1 .
Визначення розмірів калібрів-пробок
для отвору діаметром D
= 50 мм
з полем допуску F8.
.
Визначення розмірів калібрів-пробок
для отвору діаметром D
= 50 мм
з полем допуску F8.
Граничні відхилення
отвору 50F8
такі: основне відхилення – 25 мкм,
ES
дорівнює 64 мкм.
Максимальний граничний розмір отвору
 =
50,064 мм,
мінімальний граничний розмір отвору
=
50,064 мм,
мінімальний граничний розмір отвору
 =
50,025 мм. За
ГОСТ 24853-81, для квалітету IT 8 та інтервалу
розмірів 30-50 мм
знаходимо параметри допуску на
виготовлення калібру-пробки Н
= 4; Z
= 6; y
= 5. Схема розташування полів допусків
для калібру-пробки ПР і НЕ наведена на
рис. Максимальний розмір нового прохідного
калібру-пробки:
=
50,025 мм. За
ГОСТ 24853-81, для квалітету IT 8 та інтервалу
розмірів 30-50 мм
знаходимо параметри допуску на
виготовлення калібру-пробки Н
= 4; Z
= 6; y
= 5. Схема розташування полів допусків
для калібру-пробки ПР і НЕ наведена на
рис. Максимальний розмір нового прохідного
калібру-пробки:

Виконавчий розмір
калібру-пробки ПР,
що проставляється на кресленні
 Граничні
виконавчі розміри ПР
- максимальний 50,033 мм;
мінімальний 50,029 мм.
Граничні
виконавчі розміри ПР
- максимальний 50,033 мм;
мінімальний 50,029 мм.
Мінімальний розмір зношеного прохідного калібру-пробки:

При досягненні цього розміру калібр ПР вилучається з експлуатації.
Максимальний
розмір непрохідного нового
калібру-пробки
 Виконавчий
розмір калібру НЕ,
що проставляється на кресленні
Виконавчий
розмір калібру НЕ,
що проставляється на кресленні
 . Граничні
виконавчі розміри калібру-пробки НЕ
– максимальний 50,066
мм;
мінімальний 50,062
мм.
. Граничні
виконавчі розміри калібру-пробки НЕ
– максимальний 50,066
мм;
мінімальний 50,062
мм.
2. Визначення розмірів калібрів-скоб для валу діаметром d = 50 мм з полем допуску js6.
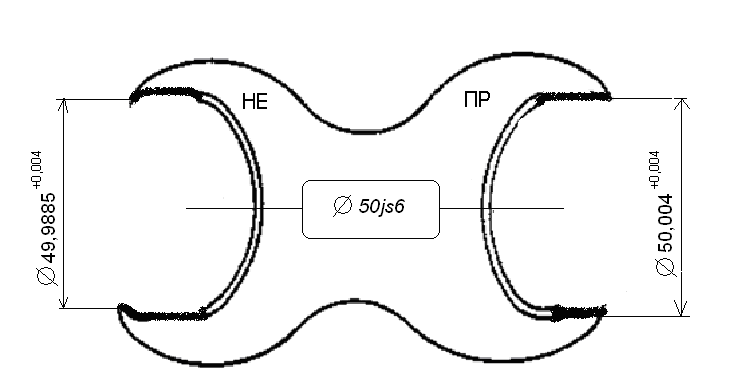
За
ГОСТ 25347-82 граничні відхилення дорівнюють
0,0095
і -0,0095
мкм. Граничні
розміри вала
 = 50,0095 мм;
= 50,0095 мм;
 =
49,9905 мм. За
ГОСТ 24853-81,
H1
= 4,
Z1
= 3,5,
y1
= 3.
Схема
розташування полів допусків калібру-скоби
ПР
і НЕ
наведена на рис. Мінімальний розмір
прохідного нового калібру-скоби:
=
49,9905 мм. За
ГОСТ 24853-81,
H1
= 4,
Z1
= 3,5,
y1
= 3.
Схема
розташування полів допусків калібру-скоби
ПР
і НЕ
наведена на рис. Мінімальний розмір
прохідного нового калібру-скоби:

Виконавчий розмір
калібру, що проставляється на кресленні
 Граничні
виконавчі розміри - мінімальний
Граничні
виконавчі розміри - мінімальний
 ;
максимальний
;
максимальний

Максимальний
розмір зношеного прохідного калібру-скоби:

Найменший розмір непрохідного калібру-скоби:
 Виконавчий
розмір калібру-скоби НЕ, що проставляється
на кресленні
Виконавчий
розмір калібру-скоби НЕ, що проставляється
на кресленні
 Граничні
виконавчі розміри мінімальний 49,9885
мм;
максимальний 49,9925
мм.
Граничні
виконавчі розміри мінімальний 49,9885
мм;
максимальний 49,9925
мм.

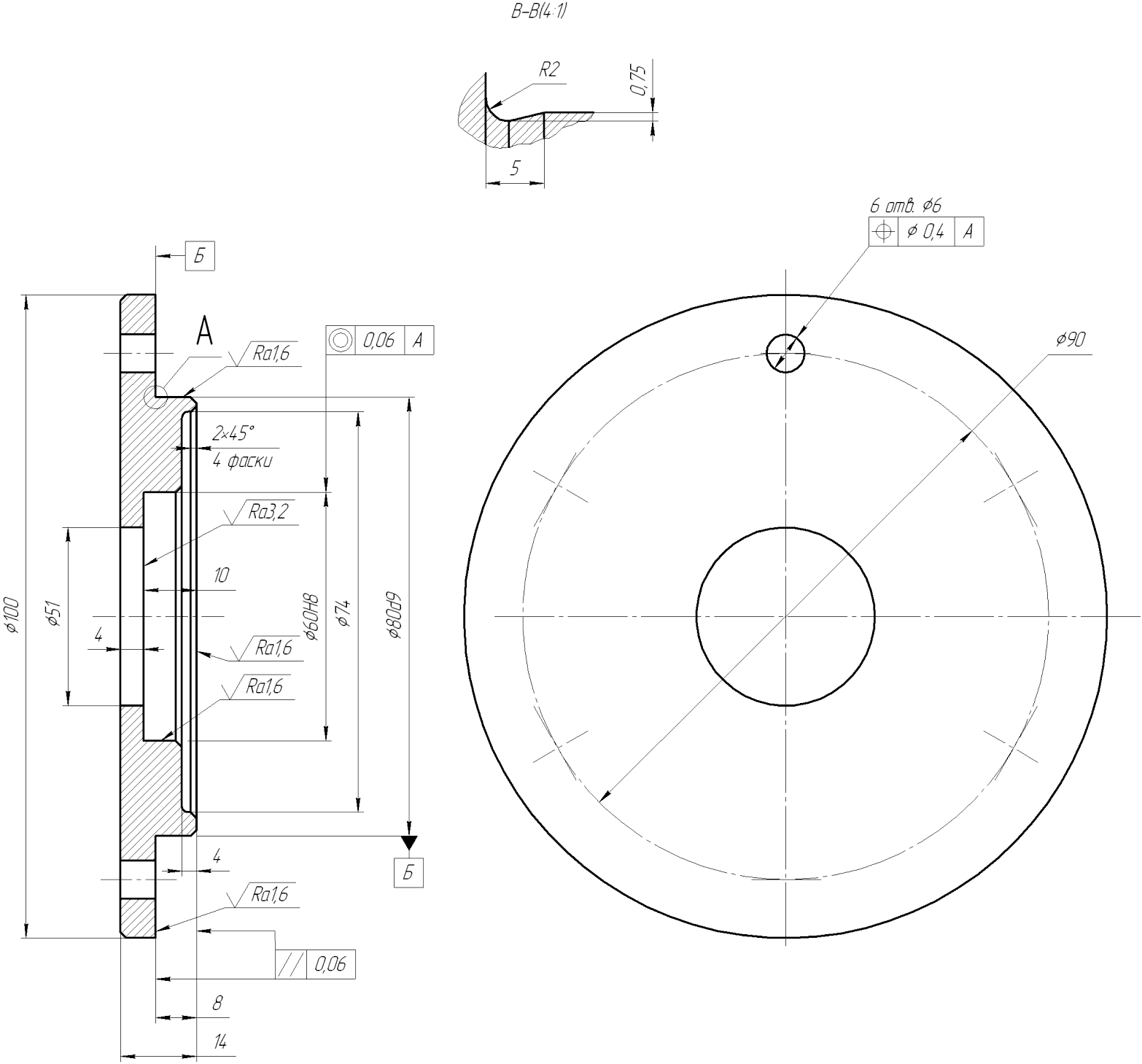
1. Неуказанные радиусы 2мм mах
2. Неуказанные предельные отклонения размеров: H14, h14, IT14/2;
поверхностей: IT16/2

1. НВ 260.
2. * Розміри, забезпечені інструментально
3. Невказканий граничний відхил розмірів: валів h14, інших - ІТ .
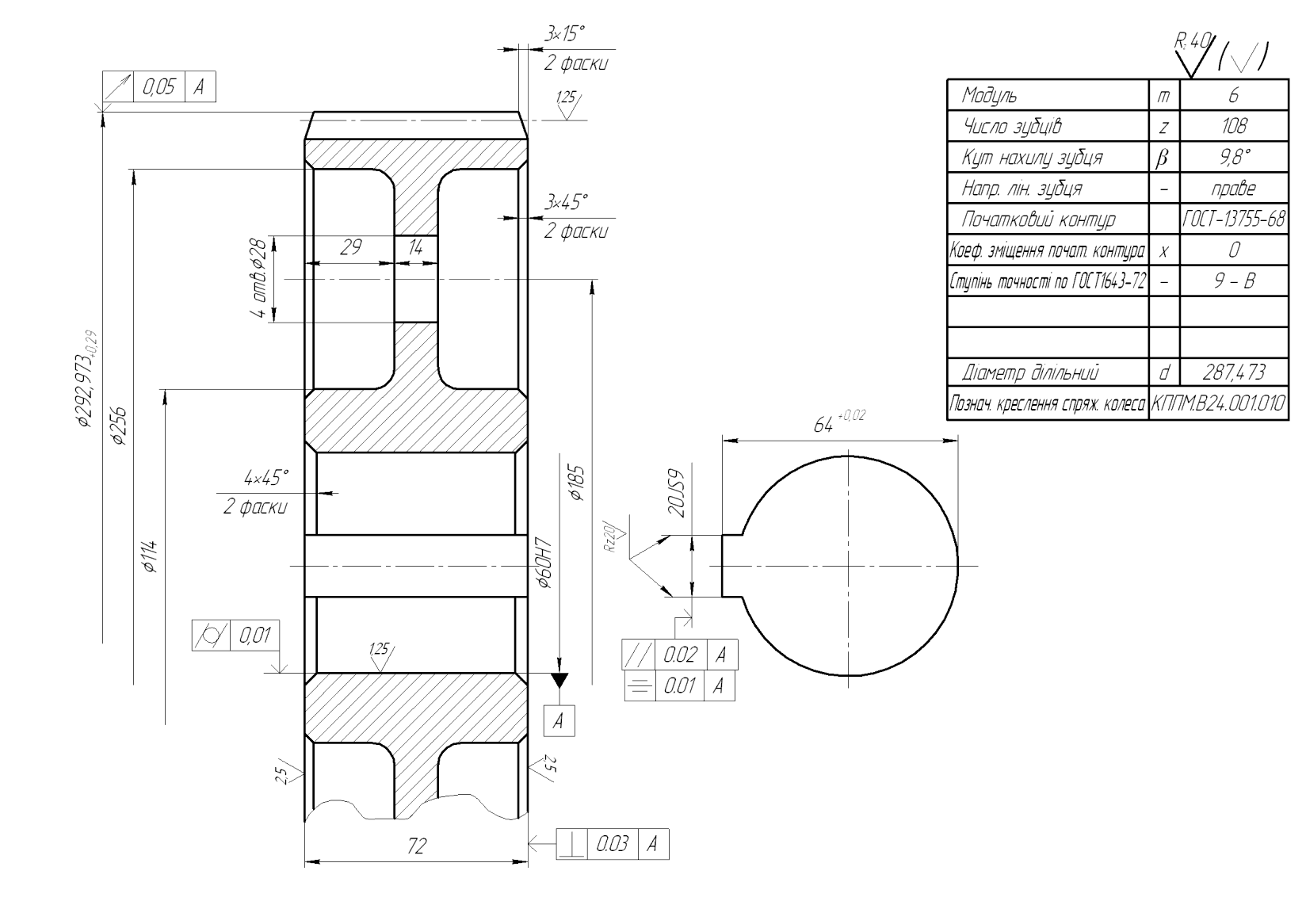
1. НВ 260
2. Радіуси заокруглень R2 мм max.
3. Не вказані граничні відхил. розмірів:
отворі Н14, валів h14, інших ІТ
ЗАВДАННЯ 2.
Для деталей вузла, що зображено на рис.2:
1) вибрати квалітет точності, систему посадки та зазначити їх на кресленні;
2) для з’єднання d7 ( рисунок 2).
a) вибрати призматичну шпонку;
б) установити тип з'єднання;
3) призначити поля допусків і квалітети для деталей, що входять у з'єднання: шпонка, паз вала, паз втулки;
4) накреслити схему полів допусків;
5) накреслити в масштабі шпонкове з’єднання.
Варіант
|
Діаметр з’єднання, мм |
Клас точності |
||||||
d1=d2 |
d3 |
d4 |
d5 |
d6 |
d7 |
підшипника |
||
6 |
40 |
50 |
50 |
120 |
60 |
140 |
6 |
|
Рис.
2
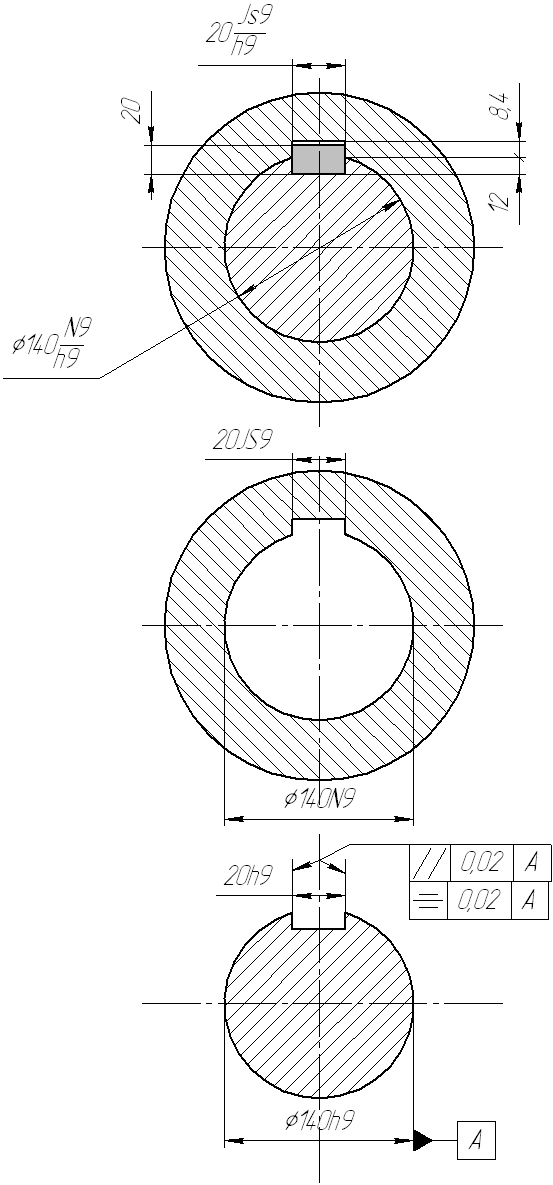
Для з’єднання d7 вибираємо призматичну шпонку для діаметра вала d7=140 мм.
При заданих умовах
роботи приймаємо призматичну шпонку
та нормальне з’єднання шпонки з пазами
по ширині b=36
мм.,
по посадкам
 та
та
 , де з’єднання паза вала зі шпонкою -
,
- з’єднання паза втулки зі шпонкою.
, де з’єднання паза вала зі шпонкою -
,
- з’єднання паза втулки зі шпонкою.
Для діаметра вала d=140 мм вибираємо переріз шпонки b×h = 36×20 мм, та довжину шпонки L= 100 мм.
Шпонка 36×20×100 ГОСТ 23360.78.
Вибираємо граничні відхилення:
для ширини шпонки - h9 es = 0 мм, ei = -62 мм;
для ширини паза на валу - N9 ES = 0 мм, EI = -62 мм;
для ширини паза у втулці - Js9 ES = +0,031 мм, EI = -0,031 мм.
Обчислюємо граничні зазори і натяги:
У з'єднанні шпонки з пазом вала ( )

У з’єднанні шпонки з пазом втулки ( )


ЗАВДАННЯ 3.
Для заданих умов роботи та діаметру шліцьового прямобічного з’єднання обрати серію розмірів (легка, середня, важка), центруючий елемент, призначити допуски і посадки, накреслити в масштабі шліцьове з’єднання і схему полів допусків посадки. Данні наведено в таблиці.
Варіант |
Зовнішній діаметр з’єднання, мм |
Серія |
Центрування по |
6 |
102 |
Середня |
b |
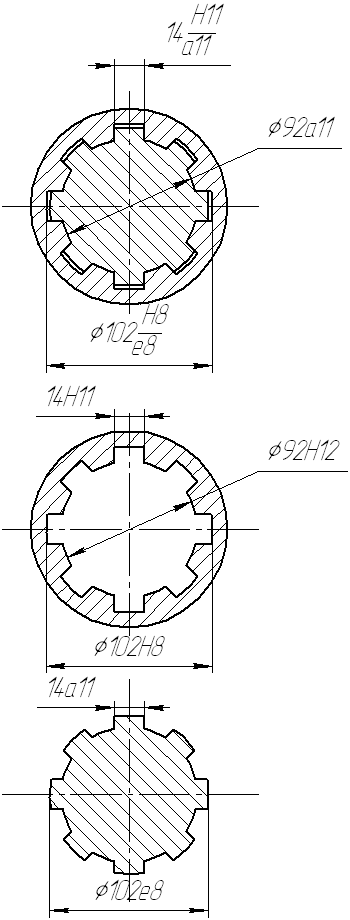
Зовнішній діаметр з’єднання 102 мм.
Центрування по бічних поверхнях зуба b.
Середня серія – z×d×D : 10×92×102, b = 14 мм.
Обираємо граничні відхилення для внутрішнього діаметра, зовнішнього діаметра, ширини шліца з урахуванням центрування по бічним поверхням шліців b.
Схеми розташування полів допусків шліцьового з’єднання.
а) По боковим сторонам:
Посадка по ширині шліца 14 H11/a11.
Втулка – 14 H11:
ES = 0,110 мм, EI = 0 мм;
Вал – 14 a11:
es = -0,290 мм, ei = -0,400 мм;


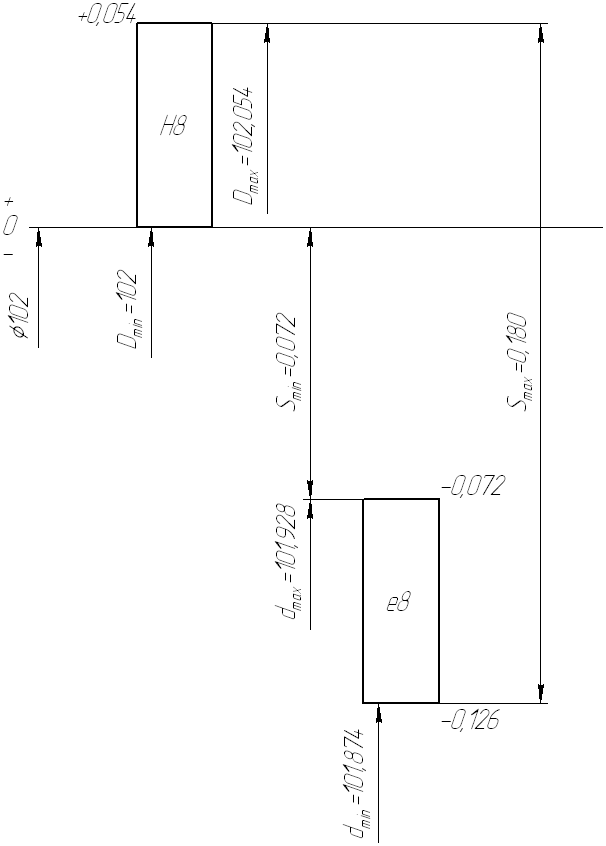
б) По зовнішньому діаметру:
Посадка по зовнішньому діаметру ø102 H8/е8.
Втулка – ø102 Е8:
ES = 0,054 мм, EI = 0 мм;
Вал – ø102 е8:
es = -0,072 мм, ei = -0,126 мм;

в) По внутрішньому діаметру:
Посадка по внутрішньому діаметру ø92 H12/a11.
Втулка – ø92 H12:
ES = 0,35 мм, EI = 0 мм;
Вал – ø92 a11:
es = -0,38 мм, ei = -0,600 мм;


ЗАВДАННЯ 4 .
а) для деталей 1,2,3, зображених на схемі, (завдання 1, рисунок 1) вибрати засоби вимірювання лінійних розмірів (діаметрів і довжин) і величин радіального і торцевого биття та шорсткості поверхонь. Обґрунтувати вибір ЗВ;
б) дати схему 2-х засобів вимірювань, з приведенням метрологічних характеристик.
При виборі вимірювальних засобів і методів контролю виробів врахувати сукупність метрологічних, експлуатаційних і економічних показників. Точність вимірювання повинна знаходитись у відповідності з допуском на виготовлення.
При виборі конкретного вимірювального засобу користуватися таблицями, приведеними в лекції 4 у залежності від вимірюваного розміру, допуску на виготовлення і похибки вимірювання.
З'єднання
1 (корпус-кришка)
 обираємо з таблиці
обираємо з таблиці
Для ø80 по квалітету 7 вибираємо з таблиці «Вимірювання
внутрішніх розмірів» засоби вимірювання 6а, 9а, 12. Для ø80 по квалітету 9 вибираємо з таблиці «Вимірювання зовнішніх розмірів накладними засобами вимірювання»: 4а, 5а, 6а.
4.Мікрометри гладкі (МК) з величиною відліку 0,01 мм при настроюванні на нуль по установлюваній мірі.
Температурний режим: 2°С для діапазону розмірів 50 – 250 мм.
Гранична похибка вимірювання – 5 мкм для діапазону розмірів 75 – 100 мм.
*Мікрометри при роботі знаходяться в руках.