

Глава 8
Ф ОРМОВКА
В ТРЕХ И БОЛЕЕ ОПОКАХ
ОРМОВКА
В ТРЕХ И БОЛЕЕ ОПОКАХ
![]()
Ж)
6)
Ю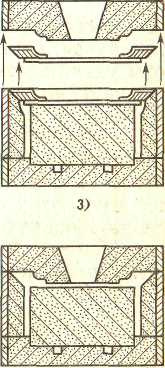
§ 1. Формовка в трех опоках
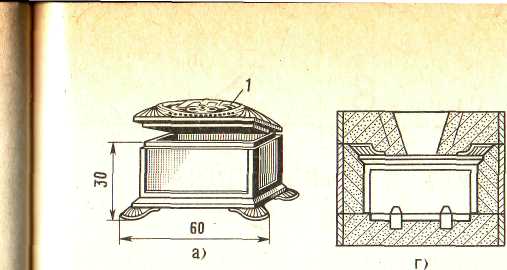
В качестве примера формовки в трех опоках рассмотрим процесс изготовления литейной формы для корпуса шкатулки (рис. 59, а). Латунная модель корпуса шкатулки состоит из четырех частей: корпуса 3, донышка 2 и двух ушек 4 шарниров для крышки /. Крышку шкатулки отливают отдельно в форме из двух опок. Литейную форму корпуса шкатулки изготовляют в трех опоках. Высота средней опоки делается равной высоте корпуса модели, установленного на донышке с ножками. Процесс формовки шкатулки следующий:
Модель корпуса шкатулки с укрепленными на ней отъем ными частями устанавливают на специальной подмодельной плите, имеющей выступ, равный профилю нижней поверхности донышка модели, и накрывают средней опокой (рис. 59, б). Поверхность модели припыливают, насеивают на нее облицовочную смесь и уплотняют эту смесь.
Излишек смеси в опоке осторожно (так как на боковой стороне модели расположены укрепленные в пазах отъемные части ушек) срезают сначала с болвана, расположенного внутри модели,
126
в) е) ■ ■
Рис, 59, Формовка в трех опоках затем вокруг модели вровень с краями опоки и основания уступа модели, выполняя таким образом поверхность разъема формы между средней и нижней опоками. Чтобы в дальнейшем предотвратить сдвиг-болвана, в центре его (см. рис. 59, б) нужно вырезать знак (углубление). Тогда на поверхности разъема в нижней части формы образуется равный ему выступ, который будет удерживать болван от сдвига.
Припылив поверхность разъема, устанавливают нижнюю опоку, наполняют ее смесью и уплотняют, излишек смеси срезают (рис. 59, в), делают несколько вентиляционных наколов в болване иглой.
Обе заформованные опоки переворачивают, делают подрезку поверхности разъема формы между средней и верхней опоками, по профилю краев модели донышка. Поверхность разъема припы-
ливают, устанавливают верхнюю опоку, в центре модели донышка ставят щелевой питатель, опоку заформовывают. Срезав излишек смеси с опоки вокруг литника, делают несколько вентиляционных наколов иглой (рис. 59, г), затем извлекают модель литниковой системы и форму переворачивают.
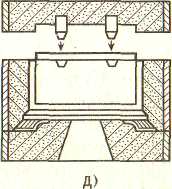
Снимают нижнюю часть формы и устанавливают ее разъе мом вверх, с помощью пинцета из нее удаляют отъемные части мо дели — ушки (рис. 59, д).
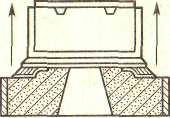
Снимают среднюю часть формы так, чтобы модель осталась на болване верхней части формы (рис. 59, е). В снятой части формы отделывают рабочую полость и плоскость разъема.
В верхней части формы осторожно снимают с болвана мо дель (рис. 59, ж). Болван хорошо заглаживают, особенно его верх нюю часть, которая при заливке формы больше всего подвер гается удару струи заливаемого в форму металла. Для придания большей прочности верхней части болвана ее желательно немного смочить.
Среднюю и нижнюю части формы устанавливают на место. Собранную и скрепленную форму переворачивают на 180 °.
Снимают верхнюю часть формы, прорезают в ней проводкой щелевой питатель и заглаживают отпечаток модели донышка.
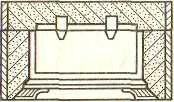
10. Из средней части формы извлекают модель донышка (рис. 59, з), собирают форму для заливки. Готовая литейная форма шкатулки показана на рис. 59, и.