

Реферат
Курсовая работа по дисциплине «Метрология, стандартизация и сертификация» на тему «Расчёт, выбор и назначение допусков и посадок для сопряжения узла редуктора».
Общее количество страниц 30
Общее количество иллюстраций 10
в том числе:
Рисунков, графиков и схем 9
Чертежей 1
Общее количество таблиц 9
В данной курсовой работе на базе проведенных расчётов и использования метода подобия и прецедентов назначены и выбраны допуски и посадки для сопряжений узла редуктора. Проведен размерный анализ узла редуктора в условиях полной и неполной взаимозаменяемости.
Проведен анализ выбора и назначения средств измерения и контроля качества размерных параметров деталей узла редуктора.
Содержание
Реферат |
3 |
Содержание |
4 |
Введение |
5 |
Обозначения |
6 |
Задача 1: Выбор посадки с натягом |
7 |
Задача 2: Выбор посадки колец подшипника |
12 |
Задача 3: Расчет переходной посадки на вероятность получения натягов и зазоров |
14 |
Задача 4: Контроль размеров (расчет исполнительных размеров калибров и контркалибров) |
17 |
Задача 5: Метод центрирования и выбор посадки шлицевого Соединения |
20 |
Задача 6: Расчет размерной цепи для обеспечения заданного замыкающего звена |
24 |
Заключение |
29 |
Список используемой литературы |
30 |
Введение
В наше время очень важна культура точного построения чертежей и расчетов деталей. Создание станков точной обработки поверхностей деталей требует хороших знаний ГОСТов, поэтому данная курсовая работа предполагает решение 6 задач на темы, которые включают в себя расчёты, построение полей допусков, построение чертежей, построение СПД и д.р.
Целью данной работы является приобретение умения работы с технической литературой, изучение ГОСТов и применение их на практике, более детальное изучение посадок и допусков, а также технических требований.
Предметом изучения и расчётов данных задач являются различные соединения деталей:
С натягом
С зазором
А также конструкции подшипников, редуктора и др.
В ходе выполнения работы мы должны освоить начальные навыки работы с конструкциями, осознавать технику выполнения расчётов, уметь выполнять расчёты и выбирать необходимые стандартные допуски и посадки для более точного изготовления деталей, выбора необходимых инструментов для их изготовления. Это поможет нам освоить технологии производства и изготовления деталей (в дальнейшем).
Обозначения:
D(d) - номинальный размер отверстия и вала соответственно;
Dmax (dmax) - наибольший предельный размер отверстия и вала ;
Dmin (dmin) - наименьший предельный размер отверстия и вала;
EI - нижнее предельное отклонение отверстия;
ES - верхнее предельное отклонение отверстия;
ei - нижнее предельное отклонение вала;
es - верхнее предельное отклонение вала;
IT - допуск квалитета;
TD (Td) - допуск на изготовление отверстия или вала;
Т (SN) - допуск на зазор или натяг (допуск посадки);
Smax (Nmax) - наибольший зазор (натяг) соединения;
Smin (Nmin) - наименьший зазор (натяг) соединения;
В - номинальный размер изделия;
Dmin - наименьший предельный размер изделия;
Dmax - наибольший предельный размер изделия;
Т - допуск изделия;
Н - допуск на изготовление калибров (за исключением калибров со сферическими измерительными поверхностями) для отверстия;
Z - отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
Y - допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия;
α - величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180мм;
Задача № 1
Расчет и выбор посадки с натягом
Расчет и выбор посадки произведем в следующем порядке.
Прежде, чем выбрать стандартную посадку, нужно выбрать систему, исходя из технологических возможностей. Выбираем систему основного отверстия, ввиду того, что она в 3 раза дешевле.
Определяем требуемое минимальное удельное давление на контактных поверхностях под действием осевой силы и крутящего момента. Выбираем соответствующую формулу:
 ,
,
где Mкр - крутящий момент, стремящийся повернуть одну деталь относительно другой.
l - длина контакта сопрягаемых деталей.
f - коэффициент трения при установившимся процессе распрессовки или проворачивания.
d(D)н.с. - номинальный размер соединения.

Определяем необходимую величину наименьшего расчетного натяга
 (м)
(м) Предварительно
определяем коэффициент C1
и С2
по формуле:
Предварительно
определяем коэффициент C1
и С2
по формуле:
 ,
,
где Е1,Е2 – модули упругости материалов вала и отверстия соответственно
 –
коэффициенты
Ляме;
–
коэффициенты
Ляме;
 -
коэффициенты Пуассона для вала и
отверстия соответственно.
-
коэффициенты Пуассона для вала и
отверстия соответственно.
По таблице 1.106 (Мягков, том 1, стр.335) выбираем значения модулей упругости и коэффициентов Пуассона
-
Материал
E,Н/м2

Сталь и стальное литье

0,3
Чугунное литье

0,25
Бронза оловянистая

0,35
Латунь

0,38
Пластмассы

Для
вала и отверстия выбираем Е= ;
значения коэффициентов Ляме для стали
;
значения коэффициентов Ляме для стали



Для
сплошного вала (d1=0)




Определяем минимально допустимый натяг с учетом поправок

где
 -
поправка, учитывающая различие температур;
-
поправка, учитывающая различие температур;
 -
поправка, учитывающая действие
центробежных сил;
-
поправка, учитывающая действие
центробежных сил;
 -
поправка, учитывающая уменьшение натяга
при повторных запрессовках, с учетом
возможных разборок (принимаем
-
поправка, учитывающая уменьшение натяга
при повторных запрессовках, с учетом
возможных разборок (принимаем
 );
);
 -
поправка, учитывающая смятие неровностей
контактных поверхностей деталей при
образовании соединения. Ввиду отсутствия
разницы в температурах и действия
центробежных сил;
-
поправка, учитывающая смятие неровностей
контактных поверхностей деталей при
образовании соединения. Ввиду отсутствия
разницы в температурах и действия
центробежных сил;
и не учитываются.
Определяем поправку по формуле

где
 - шероховатость поверхностей отверстия;
- шероховатость поверхностей отверстия;
 -
шероховатость поверхностей вала.
-
шероховатость поверхностей вала.
тогда:

Определяем максимально допустимое удельное давление, при котором отсутствует пластическая деформация на контактных поверхностях деталей.
В
качестве
 берется наименьшее из двух значений
р1
и р2,(Н/м2)
берется наименьшее из двух значений
р1
и р2,(Н/м2)
σ1 и σ2 – пределы текучести материалов охватываемой и охватывающей деталей, выбираются в зависимости от материала детали.
По таблице III-6 (Н.Н.Зябрева, стр. 68) выбираем пределы текучести
-
Марка материала
σт, Па
Сталь 25

0,3
Сталь 30

Сталь 35

Сталь 40

Сталь 45

Чугун 28-48
0,25
Бронза
Бр.АЖН-11-6-6

Латунь
ЛМцОС58-2-2-2




следовательно,
Определяем величину наибольшего расчетного натяга



Определяем с учетом поправок к Nmax величину максимального допустимого натяга.

 -
коэффициент увеличения давления у
торцов охватывающей детали. Определяем
по графику
-
коэффициент увеличения давления у
торцов охватывающей детали. Определяем
по графику


По таблице системы допусков и посадок выбираем посадку.

максимальный
натяг Nmax
в подобранной посадке должен быть не
больше


минимальный натяг Nmin в подобранной посадке с учетом возможных колебаний действующий нагрузки и других факторов должен быть.

выбираем
посадку Ø
Построение СПД

Задача №2
Расчет и выбор подшипниковых посадок
1. Выбор посадок зависит от вида нагружения колец подшипника. Так как вращается вал, то наружное кольцо испытывает местное нагружение, внутреннее – циркуляционное. Для соединения наружного кольца с корпусом при местном виде нагружения и перегрузке до 300% и корпусе с отверстием ø100 по таблице 4.93 (Мягков, 2 том, стр.289) выбираем посадку ø100G7.
2. Для соединения внутреннего кольца с валом при циркуляционном нагружении выбор посадки производится в зависимости от величины нагрузки. Определим интенсивность нагрузки по формуле
 ,
где
,
где
 – интенсивность
нагрузки;
– интенсивность
нагрузки;
 – радиальная реакция
опоры на подшипник (по условию);
– радиальная реакция
опоры на подшипник (по условию);
 ,
где
,
где
В – ширина подшипника;
r
– радиус закругления
(для подшипника №309
 мм);
мм);
 – динамический
коэффициент посадки (принимаем
– динамический
коэффициент посадки (принимаем
 );
);
 – коэффициент,
учитывающий ослабление посадочного
натяга при полом вале (принимаем
– коэффициент,
учитывающий ослабление посадочного
натяга при полом вале (принимаем
 );
);
 – коэффициент
неравномерного распределения радиальной
нагрузки между рядами тел качения
(принимаем
– коэффициент
неравномерного распределения радиальной
нагрузки между рядами тел качения
(принимаем
 ).
).


3. По таблице 4,92 (Мягков, 2 том, стр.287) для соединения внутреннего кольца подшипника с валом выбираем посадку ø45k6.
Диаметр d отверстия внутреннего кольца подшипника, мм |
Допускаемее значения РR, |
|||
Поля допусков для валов |
||||
j s6, j s5 |
k6,k5 |
m6,m5 |
n6,n5 |
|
Свыше 18 до 80 |
До 300 |
300-1400 |
1400-1600 |
1600-3000 |
Свыше 80 до 180 |
>> 600 |
600-2000 |
2000-2500 |
2500-4000 |
Свыше 180 до 360 |
>> 700 |
700-3000 |
3000-3500 |
3500-6000 |
Свыше 360 до 630 |
>> 900 |
900-3500 |
3500-5400 |
5400-8000 |
4. Таким образом, для
соединения вала с внутренним кольцом
подшипника и внешнего кольца с корпусом
выбираем посадки Ø и Ø
и Ø соответственно.
соответственно.
Построение СПД



Задача №3
Расчет переходной посадки на вероятность получения
натягов и зазоров
По учебнику В.Д. Мягкова (том 1) ,определяем значения полей допусков отверстий и валов для заданной посадки K6/h5
ES=+4 EI=-18
es=0 ei=-15
По формулам определяем





2. Определяем среднее квадратичное отклонение натяга по формуле


При этом


3. Определяем предел интегрирования по формуле


4. Из таблицы значений функции Ф(z) принимаем Ф(-0,11)=-Ф(0,11)=-0,0438
5. Вычислим вероятность того, что значения натяга находятся в пределах от 0,5мкм до 0.
Вероятности значений натяга и зазора вычисляются по формулам (для z<0)




Процент вычислим по формуле


Следовательно, при сборке примерно 45,6% всех соединений (456 из 1000) будут с натягами, и 54,3% (543 из 1000) – с зазорами.

T(SN)=Nmax-Nmin=Smax-Smin=TD+Td=46+30=76мкм




 Задача
№4
Задача
№4
Контроль размеров (расчет исполнительных размеров калибров)
Широко распространен, особенно для сопрягаемых размеров, способ контроля предельными калибрами, при котором действительные размеры деталей непосредственно не определяются, а лишь устанавливается, находятся ли они в заданных пределах или выходят за них. Для отверстий – «пробки», для валов – «скобы». Для контроля необходимо два предельных калибра, проходной ПР, и непроходной НЕ.
1. По ГОСТ 25347-82 находим предельные отклонения изделия: es=-210мкм, ei=-570мкм.
Величина поля допуска будет равна


2. Находим наибольший и наименьший диаметры вала




3. По табл.2 ГОСТ 24853-81 для квалитета 11 и интервала размеров 3315-400 мм находим данные для расчета калибра:
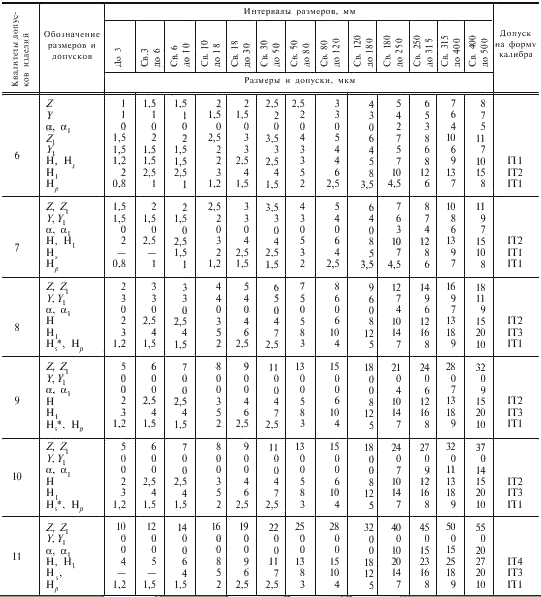
Н=25мкм
Z=50мкм
Y=0мкм
a=15мкм,
где Н - допуск на изготовление калибров для вала;
Z - Отклонение середины поля допуска на изготовление проходного калибра для вала относительно наименьшего предельного размера изделия;
Y - Допустимый вход размера изношенного проходного калибра для вала за границу поля допуска изделия;
 - Величина для компенсации
погрешности контроля калибрами вала с
размерами свыше 35 мм.
- Величина для компенсации
погрешности контроля калибрами вала с
размерами свыше 35 мм.
4. Находим наибольший и наименьший проходной размер нового калибра-скобы:


Размер калибра ПР,
проставляемый на чертеже
 .
Исполнительные размеры:
.
Исполнительные размеры:
- наибольший

- наименьший
5. Находим наименьший размер изношенного проходного калибра-скобы

Находим наибольший и наименьший размер непроходного нового калибра-скобы

Размер калибра НЕ,
проставляемый на чертеже
 .
Исполнительные размеры:
.
Исполнительные размеры:
- наибольший

- наименьший

Построение СПД





