

1.3 Выбор типа оборудования и его основных параметров
Для холодной прокатки выбираем стан Кварто 250, т.к. он соответствует заданному диаметру рабочего валка. Стан четырехвалковый реверсивный одноклетьевой.
Название стана: Кварто 250
Диаметр рабочих валков (мм) R = 250.00
Диаметр опорных валков (мм) D = 750.00
Длина бочки валка (мм) L = 1000.00
Модуль Юнга(*10**6Мпа) E = 0.22
Коэффициент Пуассона (б/р) Nu = 0.30
Диаметр шейки рабочего валка (мм) D = 160.00
Диаметр шейки опорного валка (мм) D = 520.00
Расстояние между нажимными винтами (мм) L =1400.00
Допустимое усилие прокатки (МН) [P] = 43.00
Допустимый момент прокатки (МН*м) [M] = 0.5
Максимальное натяжение полосы (т) [T] = 20.00
1.4 Ориентировочный расчет энергосиловых параметров процесса
Определяем суммарную степень деформации получения холоднокатаной полосы:
![]() (81,4%)
(81,4%)
Общий коэффициент вытяжки составит:
![]()
Среднюю степень деформации по ГОСТу
для стали 40.
![]() ,
тогда средний коэффициент вытяжки:
,
тогда средний коэффициент вытяжки:
![]()
Примем значения вытяжек по проходам
Определим
![]() для 6го прохода как
для 6го прохода как ![]() ,
для 3го прохода примем
,
для 3го прохода примем
![]()
Так как ![]() ,
то
,
то
![]()
n |
1 |
2 |
3 |
4 |
5 |
6 |
λ |
1,5 |
1,4 |
1,33 |
1,3 |
1,23 |
1,204 |
Количество проходов:
![]()
Рассмотрим прокатку по проходам и рассчитаем суммарные степени деформации, для начала рассчитаем коэффициент обжатия.
![]()
![]()
![]()
![]()
![]()
![]()
Рассмотрим прокатку по проходам, и рассчитаем суммарные степени деформации:
|
|
(33,00%) |
|
|
(28,60%) |
|
|
(24,80%) |
|
|
(23,00%) |
|
|
(18,70%) |
![]()
![]() (17,40%)
(17,40%)
Длину
холоднокатаной полосы находим, исходя
из равенства ![]() .
.
Схема режима прокатки исходной полосы и ее параметры представлены в таблице 1.
Таблица 1
Схема режима прокатки исходной полосы
|
1 прокатка |
||||||
№ прохода |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
|
- |
1,5 |
1,4 |
1,33 |
1,3 |
1,23 |
1,204 |
|
- |
0,67 |
0,714 |
0,752 |
0,77 |
0,813 |
0,83 |
h, мм |
4,3 |
2,881 |
2,057 |
1,547 |
1,191 |
0,968 |
0,8 |
е, мм |
- |
33 |
28,6 |
24,8 |
23 |
18,7 |
17,4 |
l, мм |
50 000 |
74 627 |
104 521 |
138 979 |
180 521 |
222 107 |
268 750 |
Расчет ведем по методике Б. В. Кучеряева
Для нахождения момента прокатки и усилия прокатки используется контактное касательное напряжение, вычисляемое по формуле:
 (1)
(1)
где
![]() – контактное касательное напряжение,
МПа;
– контактное касательное напряжение,
МПа;
![]() – напряжение пластического сдвига,
МПа;
– напряжение пластического сдвига,
МПа;
![]() ,
,
![]() – толщина полосы до и после прокатки,
соответственно, м;
– толщина полосы до и после прокатки,
соответственно, м;
![]() – угол захвата, рад.;
– угол захвата, рад.;
![]() ,
,
![]() – заднее и переднее натяжение,
соответственно, МПа;
– заднее и переднее натяжение,
соответственно, МПа;
![]() – высота нейтрального сечения, м.
– высота нейтрального сечения, м.
Напряжение пластического сдвига
![]() и предел текучести
и предел текучести
![]() связаны следующим соотношением:
связаны следующим соотношением:
![]() (2)
(2)
Угол захвата определяется по формуле:
![]() (3)
(3)
где
![]() – проекция дуги захвата на ось прокатки,
м:
– проекция дуги захвата на ось прокатки,
м:
![]() – радиус рабочих валков, м;
– радиус рабочих валков, м;
![]() – абсолютное обжатие, м.
– абсолютное обжатие, м.
Проекция дуги захвата на ось прокатки вычисляется по формуле:
![]() (4)
(4)
Абсолютное обжатие находится по формуле:
![]() (5)
(5)
Высота нейтрального сечения вычисляется из следующего соотношения:
 (6)
(6)
где
![]() – коэффициент трения по нормальному
давлению;
– коэффициент трения по нормальному
давлению;
![]() ,
,
![]() – коэффициенты, учитывающие влияние
натяжений.
– коэффициенты, учитывающие влияние
натяжений.
![]() – коэффициент трения по напряжению
пластического сдвига;
– коэффициент трения по напряжению
пластического сдвига;
Коэффициенты, учитывающие влияние переднего и заднего натяжений и определяются по формулам:
![]() ,
,
![]() (7), (8)
(7), (8)
где
![]() и
и
![]() – предел текучести до и после деформации,
МПа. В наших расчетах для упрощения
принимаем
– предел текучести до и после деформации,
МПа. В наших расчетах для упрощения
принимаем
![]() ;
;
Коэффициент трения по напряжению пластического сдвига , при отсутствии экспериментальных данных может быть определен по формуле:
![]() (9)
(9)
Коэффициент трения по нормальному давлению , определяется по формуле:
![]() ,
где: (10)
,
где: (10)
![]() – относительная деформация;
– относительная деформация;
![]() – фактор формы очага деформации.
– фактор формы очага деформации.
Параметр
![]() при
при
![]() и
и
![]() при
при
![]() .
.
Относительная деформация и фактор формы очага деформации вычисляются по формулам:
![]() ,
,
![]() (11), (12)
(11), (12)
где
![]() – средняя толщина проката, м.
– средняя толщина проката, м.
Средняя толщина проката определяется по формуле:
![]() (13)
(13)
Тогда зная значение контактного касательного напряжения, момент и усилие прокатки находятся по формулам:
![]() (14)
(14)
![]() (15)
(15)
где
![]() – момент прокатки, МН·м;
– момент прокатки, МН·м;
![]() – нейтральный угол, рад.;
– нейтральный угол, рад.;
![]() – средняя ширина проката, м;
– средняя ширина проката, м;
![]() – усилие прокатки, МН.
– усилие прокатки, МН.
Нейтральный угол находится по формуле:
![]() (16)
(16)
где
![]() – проекция на ось прокатки части дуги
захвата в зоне опережения, м.
– проекция на ось прокатки части дуги
захвата в зоне опережения, м.
Проекция на ось прокатки части дуги захвата в зоне опережения определяется по формуле:
 (17)
(17)
Средняя ширина проката находится по формуле:
![]() (18)
(18)
где
![]() и
и
![]() – ширина полосы до и после прокатки
соответственно, м.
– ширина полосы до и после прокатки
соответственно, м.
Для вычисления средней ширины проката
необходимо вычислить уширение. Уширение
полосы
![]() можно определить по формуле Губкина:
можно определить по формуле Губкина:
 (19)
(19)
Тогда зная величину уширения , можно вычислить ширину полосы после прокатки по формуле:
![]()
I проход
Исходные данные для первого прохода:
1. Определяем абсолютное обжатие:
![]()
2. Определяем проекция дуги захвата на ось прокатки:
![]()
Средняя толщина проката
![]()
Фактор формы очага деформации
![]()
3. Определяем угол захвата:
![]()
![]()
Проверка:
![]()
4. Определяем коэффициент трения по напряжению пластического сдвига:
![]()
Примем
![]() ,
т.к. значение
больше
1. (Если
меньше
1, то
,
т.к. значение
больше
1. (Если
меньше
1, то
![]() ).
).
![]()
6. Определяем высоту нейтрального сечения:

7. Определяем проекцию на ось прокатки части дуги захвата в зоне опережения:
![]()

8. Определяем нейтральный угол:
![]()
![]()
Далее определяется предел текучести. График предела текучести для стали 40 приведен на рис. 1 (на рис. Предел текучести обозначается как σ0,2)
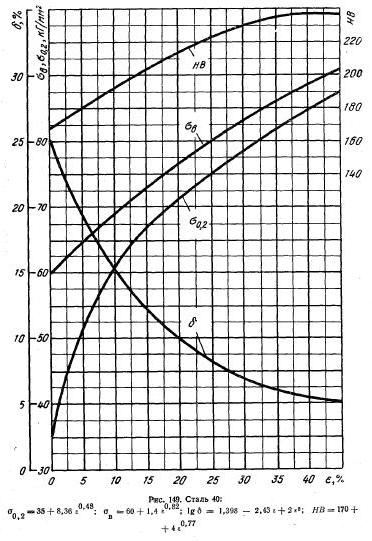
Рисунок 1
Однако проще рассчитать предел текучести как функцию от деформации (см. под графиком на рис.1).
Определить предел текучести можно по формуле:
![]()
![]()
![]()
![]()
10. Определяем напряжение пластического сдвига
![]()
11. Контактное касательное напряжение

![]()
12. Определяем момент прокатки
![]()
![]()
![]()
13. Определяем усилие прокатки:
![]()
![]()
![]()
II проход
Исходные данные для второго прохода:
1. Определяем абсолютное обжатие:
![]()
2. Определяем проекция дуги захвата на ось прокатки:
![]()
Средняя толщина проката
![]()
Фактор формы очага деформации
![]()
3. Определяем угол захвата:
![]()
![]()
Проверка:
![]()
4. Определяем коэффициент трения по напряжению пластического сдвига:
![]()
Примем , т.к. значение больше 1. (Если меньше 1, то ).
![]()
6. Определяем высоту нейтрального сечения:

7. Определяем проекцию на ось прокатки части дуги захвата в зоне опережения:
![]()

8. Определяем нейтральный угол:
![]()
![]()
Далее определяется предел текучести. График предела текучести для стали 40 приведен на рис. 1 (на рис. Предел текучести обозначается как σ0,2)
Рисунок 1
Однако проще рассчитать предел текучести как функцию от деформации (см. под графиком на рис.1).
Определить предел текучести можно по формуле:
![]()
![]()
![]()
10. Определяем напряжение пластического сдвига
![]()
11. Контактное касательное напряжение

12. Определяем момент прокатки
![]()
![]()
13. Определяем усилие прокатки:
![]()
III проход
Исходные данные для четвертого прохода:

1. Определяем абсолютное обжатие:
![]()
2. Определяем проекция дуги захвата на ось прокатки:
![]()
Средняя толщина проката
![]()
Фактор формы очага деформации
![]()
3. Определяем угол захвата:
![]()
![]()
Проверка:
![]()
4. Определяем коэффициент трения по напряжению пластического сдвига:
![]()
Примем , т.к. значение больше 1. (Если меньше 1, то ).
![]()
6. Определяем высоту нейтрального сечения:

7. Определяем проекцию на ось прокатки части дуги захвата в зоне опережения:
![]()

8. Определяем нейтральный угол:
![]()
![]()
Далее определяется предел текучести. График предела текучести для стали 40 приведен на рис. 1 (на рис. Предел текучести обозначается как σ0,2)
Рисунок 1
Однако проще рассчитать предел текучести как функцию от деформации (см. под графиком на рис.1).
Определить предел текучести можно по формуле:
![]()
![]()
![]()
![]()
10. Определяем напряжение пластического сдвига
![]()
11. Контактное касательное напряжение

12. Определяем момент прокатки
![]()
13. Определяем усилие прокатки:
![]()
IV проход
Исходные данные для пятого прохода:

1. Определяем абсолютное обжатие:
![]()
2. Определяем проекция дуги захвата на ось прокатки:
![]()
Средняя толщина проката
![]()
Фактор формы очага деформации
![]()
3. Определяем угол захвата:
![]()
![]()
Проверка:
![]()
4. Определяем коэффициент трения по напряжению пластического сдвига:
![]()
Примем , т.к. значение больше 1. (Если меньше 1, то ).
![]()
6. Определяем высоту нейтрального сечения:

7. Определяем проекцию на ось прокатки части дуги захвата в зоне опережения:
![]()

8. Определяем нейтральный угол:
![]()
![]()
Далее определяется предел текучести. График предела текучести для стали 40 приведен на рис. 1 (на рис. Предел текучести обозначается как σ0,2)
Рисунок 1
Однако проще рассчитать предел текучести как функцию от деформации (см. под графиком на рис.1).
Определить предел текучести можно по формуле:
![]()
![]()
![]()
10. Определяем напряжение пластического сдвига
![]()
11. Контактное касательное напряжение

12. Определяем момент прокатки
![]()
13. Определяем усилие прокатки:
![]()
V проход
Исходные данные для пятого прохода:

1. Определяем абсолютное обжатие:
![]()
2. Определяем проекция дуги захвата на ось прокатки:
![]()
Средняя толщина проката
![]()
Фактор формы очага деформации
![]()
3. Определяем угол захвата:
![]()
![]()
Проверка:
4. Определяем коэффициент трения по напряжению пластического сдвига:
![]()
Примем , т.к. значение больше 1. (Если меньше 1, то ).
![]()
6. Определяем высоту нейтрального сечения:

7. Определяем проекцию на ось прокатки части дуги захвата в зоне опережения:
![]()

8. Определяем нейтральный угол:
![]()
![]()
Далее определяется предел текучести. График предела текучести для стали 40 приведен на рис. 1 (на рис. Предел текучести обозначается как σ0,2)
Рисунок 1
Однако проще рассчитать предел текучести как функцию от деформации (см. под графиком на рис.1).
Определить предел текучести можно по формуле:
![]()
![]()
![]()
10. Определяем напряжение пластического сдвига
![]()
11. Контактное касательное напряжение

12. Определяем момент прокатки
![]()
13. Определяем усилие прокатки:
![]()
VI проход
Исходные данные для шестого прохода:

1. Определяем абсолютное обжатие:
![]()
2. Определяем проекция дуги захвата на ось прокатки:
![]()
Средняя толщина проката
![]()
Фактор формы очага деформации
3. Определяем угол захвата:
![]()
![]()
Проверка:
![]()
4. Определяем коэффициент трения по напряжению пластического сдвига:
![]()
Примем , т.к. значение больше 1. (Если меньше 1, то ).
![]()
6. Определяем высоту нейтрального сечения:

7. Определяем проекцию на ось прокатки части дуги захвата в зоне опережения:
![]()

8. Определяем нейтральный угол:
![]()
![]()
Далее определяется предел текучести. График предела текучести для стали 40 приведен на рис. 1 (на рис. Предел текучести обозначается как σ0,2)
Рисунок 1
Однако проще рассчитать предел текучести как функцию от деформации (см. под графиком на рис.1).
Определить предел текучести можно по формуле:
![]()
![]()
![]()
10. Определяем напряжение пластического сдвига
![]()
11. Контактное касательное напряжение

12. Определяем момент прокатки
![]()
13. Определяем усилие прокатки:
![]()
Вывод: усилия допустимы, момент прокатки находится в оптимальных условиях. Выбранное оборудование справится
Сводная таблица по 6 проходам и всем рассчитанным нами показателям по прокатке.
Обозначение |
Показатели прокатки |
1 проход |
2 проход |
3 проход |
4 проход |
5 проход |
6 проход |
Коэф. вытяжки |
|
1,5 |
1,4 |
1,33 |
1,3 |
1,23 |
1,204 |
Коэф. обжатия |
|
0,67 |
0,714 |
0,752 |
0,77 |
0,813 |
0,83 |
Высота (h), мм. |
4,3 |
2,881 |
2,057 |
1,547 |
1,191 |
0,968 |
0,8 |
Степень деформации |
|
33 |
28,6 |
24,8 |
23 |
18,7 |
17,4 |
Абсолютное обжатие |
|
1,419 |
0,824 |
0,51 |
0,356 |
0,223 |
0,168 |
Проекция дуги захвата на ось проката |
|
18,82 |
14,35 |
11,29 |
9,43 |
7,466 |
6,48 |
Средняя толщина проката |
|
3,6 |
2,469 |
1,802 |
1,369 |
1,0795 |
0,884 |
Фактор формы очага деформации |
|
5,23 |
5,812 |
6,27 |
6,89 |
6,92 |
7,33 |
Угол захвата |
|
4,32 |
3,3 |
2,59 |
2,162 |
1,711 |
1,4853 |
коэффициент трения по напряжению пластического сдвига |
|
0,0756 |
0,0574 |
0,0452 |
0,0377 |
0,0298 |
0,026 |
высоту нейтрального сечения |
|
3,34 |
2,33 |
1,723 |
1,317 |
1,05 |
0,8614 |
проекцию на ось прокатки части дуги захвата в зоне опережения |
|
10,71 |
8,26 |
6,633 |
5,612 |
4,5275 |
3,873 |
нейтральный угол |
|
2,46 |
1,89 |
1,52 |
1,286 |
1,037 |
0,8876 |
Контактное касательное напряжение |
|
90,174 |
110,881 |
102,217 |
94,451 |
82,729 |
69,715 |
момент прокатки |
|
0,146 |
0,135 |
0,0956 |
0,0720 |
0,0486 |
0,0366 |
усилие прокатки |
|
12,951 |
14,639 |
12,589 |
10,956 |
9,152 |
7,490 |