

4 Определение временных параметров работы комплекса
Диаграмма работы роботизированной ячейки представлена на рисунке 7.
По этой диаграмме можно определить оценку такта выпуска изделий с РТК.
 ,
,
где: tj – время пребывания робота в зоне j – ого оборудования
 ,
,
тогда по данным формулам получим:
t1=2+1+1+1+2+27=34 с
t2=4+2+1+1+1+2+16+2+1+1+2=34 c
t3=6+2+1+1+1+2=13 c
t4=12+2+1+1+1+2=19c
t5=4+2+1+1+1+2+10+2+1+1+1+2=28c
t6=5+2+1+1+1+2=12c
tожидания=350+350=700 с
Tp=840c
Время простаивания j-го оборудования в ожидании робота :

где tPj время обработки детали
tP1=332с
tP2 =639с
tоб1=840-332=508с
tоб2=840-639=201с
5 Моделирование сформированной ртк
Модель РТК представим в виде сети Петри представлена на рисунке 8.
Время, затрачиваемое на производство 10 деталей – 140мин.
Таблица 3. Физическая интерпретация позиций.
Станок 1свободен.. |
Р1 |
Станок 2свободен. |
Р2 |
Робот свободен |
Р3 |
Есть заготовки в 1-ом оборудовании |
Р4 |
Вход в рабочую зону 1-го оборудования |
Р5 |
Заведение схвата на заготовку |
Р6 |
Захват заготовки |
Р7 |
Съём заготовки с 1-го оборудования |
Р8 |
Отход от 1-го оборудования |
Р9 |
Подход ко 2-му оборудованию |
Р10 |
Вход в рабочую зону 2-го оборудования |
Р11 |
Заведение заготовки на обрабатывающий центр-1 |
Р12 |
Отпускание заготовки |
Р13 |
Подъем схвата |
Р14 |
Выход из рабочей зоны 2-го оборудования |
Р15 |
Подход к 1-му оборудованию |
Р16 |
Есть заготовки в 1-ом оборудовании |
P17 |
Вход в рабочую зону 1-го оборудования |
Р18 |
Заведение схвата на заготовку |
Р19 |
Захват заготовки |
Р20 |
Съём заготовки с 1-го оборудования |
Р21 |
Отход от 1-го оборудования |
Р22 |
Подход к 3-му оборудованию |
Р23 |
Вход в рабочую зону 3-го оборудования |
Р24 |
Заведение заготовки на обрабатывающий центр-2 |
Р25 |
Отпускание заготовки |
Р26 |
Подъем схвата |
Р27 |
Выход из рабочей зоны 3-го оборудования |
Р28 |
Ожидание окончания работы обрабатывающего центра-1 |
Р29 |
Подход к 2-му оборудованию |
Р30 |
Вход в рабочую зону 2-го оборудования |
Р31 |
Заведение схвата на изделие |
Р32 |
Захват изделия |
Р33 |
Подъем изделия |
Р34 |
Выход из рабочей зоны 2-го оборудования |
Р35 |
Подход к 4-му оборудованию |
Р36 |
Вход в рабочую зону 4-го оборудования |
Р37 |
Установка изделия на 4-ое оборудование |
Р38 |
Отпускание изделия |
Р39 |
Подъем схвата |
Р40 |
Отход от 4-го оборудования |
Р41 |
Ожидание окончания работы обрабатывающего центра-2 |
Р42 |
Подход к 3-му оборудованию |
Р43 |
Вход в рабочую зону 3-го оборудования |
Р44 |
Заведение схвата на изделие |
Р45 |
Захват изделия |
Р46 |
Съем изделия со 3-го оборудования |
Р47 |
Отход от 3-го оборудования |
Р48 |
Подход к 4-му оборудованию |
Р49 |
Вход в рабочую зону 4-го оборудования |
Р50 |
Установка изделия на 4-ое оборудование |
Р51 |
Отпускание изделия |
Р52 |
Подъем схвата |
Р53 |
Отход от 4-го оборудования |
Р54 |
Подход в 1-му оборудованию |
Р55 |
Переходы:
t0 – Станок производит обработку изделия .
Далее ti – Gj,i из таблицы 2.
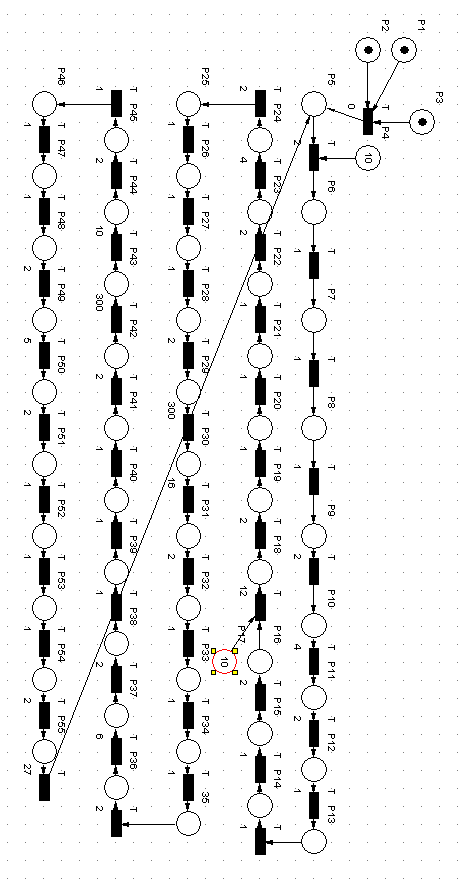
Рисунок 8 – модель РТК
. ФОРМИРОВНАИЕ ТРЕХМЕРНЫХ МОДЕЛЕЙ РТК
Для создания трехмерной модели РТК была использована офисная программа SOLIDWORKS.
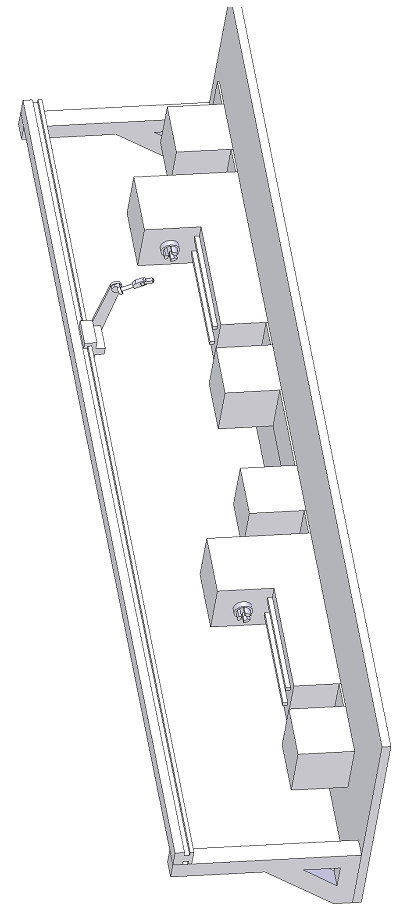
Рисунок 9- Трехмерная модель РТК
Список используемой литературы
Зайцев Б. Г. Справочник молодого токаря. – М.: Высшая школа, 1988.
Козырев Ю. Г. Промышленные роботы. – М.: Машиностроение, 1988.