Введение
Повышение производительности и качества продукции, выпускаемой в течение достаточно длительного периода в массовом и крупносерийном производстве, обеспечиваются созданием и внедрением для конкретных видов изделий специальных или специализированных автоматов и автоматических линий.
Вместе с тем в последние годы практически повсеместно утвердились тенденции к сокращению размеров серий и увеличению разнообразия выпускаемых изделий. В итоге более 80% производства носит мелкосерийный характер. Необходимую гибкость производства изделий обеспечивает применение технологического оборудования с числовым программным управлением (ЧПУ).
В настоящее время технологическое оборудование с ЧПУ объединяют в единые производственные комплексы с помощью транспортной и управляющей систем. Такие производственные комплексы, являющиеся высшей ступенью развития автоматизации, называют гибкими автоматизированными производственными системами.
1. Постановка задачи проектирования ртк
Два обрабатывающих центра, на одном – токарно-фрезерное 30 х 180 мм , на втором – токарно-фрезерное изделие 60 х 180 мм. Для первого – разделены вход и выход, для второго - разделены вход и выход.
2. Выбор технологического оборудования
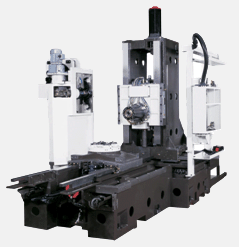
Технологический участок имеет в своём составе два горизонтальных обрабатывающих центра Hyundai Kia HX-400 Bobs, один робот M-16iB Series, два сквозных общих накопителя (для заготовок и готовых деталей).
Участок функционирует следующим образом:
1. Со складского комплекса в накопители поступают заготовки.
2. Робот берёт заготовку из накопителя №1 и вставляет в станок№1.
3. Станок №1 производит обработку заготовки.
4. Робот берёт заготовку из накопителя №2 и вставляет в станок№2.
5. Станок №2 производит обработку заготовки.
6. Робот снимает полученную деталь со станка №1 и возвращает в
накопитель №1.
7. Робот снимает полученную деталь со станка №2 и возвращает в накопитель№2.
Накопитель представляет собой транспортно-приёмное устройство, связанное с роботизированным складским комплексом.
2.1 Горизонтальный обрабатывающий центр с 2-х паллетной системой загрузки, двойным столом Hyundai Kia hx-400 и контроллером Fanuc 18i-mb.

Стандартные характеристики
возможности |
|
размер стола |
400 x 400 мм |
нагрузка на стол |
400 кг |
|
|
перемещение |
|
ось X |
650 мм |
ось Y |
600 мм |
ось Z |
700 мм |
угол индексации стола |
1° |
расстояние от поверхности стола до центра шпинделя
|
150~850 мм |
расстояние от центра стола до торца шпинделя |
50~650 мм |
подачи |
|
быстрое перемещение осей X и Y |
40 м/мин |
быстрое перемещение оси Z |
40 м/мин |
скорость подачи при резке по всем осям |
1~50,000 мм/мин |
шпиндель |
|
торец шпинделя |
BT-40 |
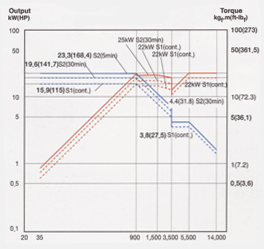
скорость шпинделя |
12,000 rpm |
мощность шпинделя |
15 / 11 кВт |
|
|
12,000 об/мин (STD.) |
14,000 об/мин (OPT.) |
ATC |
|
количество инструментов в стандарте |
40 |
Возможное количество инструментов (опция) |
60-90-120 |
Тип инструмента |
BT, CAT или BigPlus |
Время смены инструмента (инструмент к инструменту) |
3 сек |
Время смены инструмента (стружка к стружке) |
7.5 сек |
Макс диаметр инструмента |
125 / 245 мм |
Макс длина инструмента |
500 мм |
Макс вес инструмента |
15 / 25 кг
|
APC |
|
количество столов (паллет) |
2 |
Время смены столов (паллет) |
6 сек |
общее |
|
вес станка |
12,000 кг |