

Тема 17. Изготовление зубчатых колес
17.1. Общие сведения о зубчатых передачах
Назначение зубчатых передач ГТД - отбор движения от ротора, его преобразование и передача по кинематическим цепям к функциональным элементам и агрегатам (винты турбовинтовых двигателей, насосы, генераторы и т.д.) с обеспечением необходимых скоростей, мощностей и крутящих моментов.
Особое место занимают редукторы, встроенные в турбовинтовые двигатели (для самолетов) и турбовальные двигатели (для вертолетов), так как при относительно малых габаритах, диктуемых конструкцией летательных агрегатов, они передают основную энергию двигателя либо на воздушные винты самолета, либо на трансмиссию и ротор вертолета.
 Зубчатые
передачи используются
также для передачи движения от стартера
к валу двигателя при его запуске.
Зубчатые
передачи используются
также для передачи движения от стартера
к валу двигателя при его запуске.
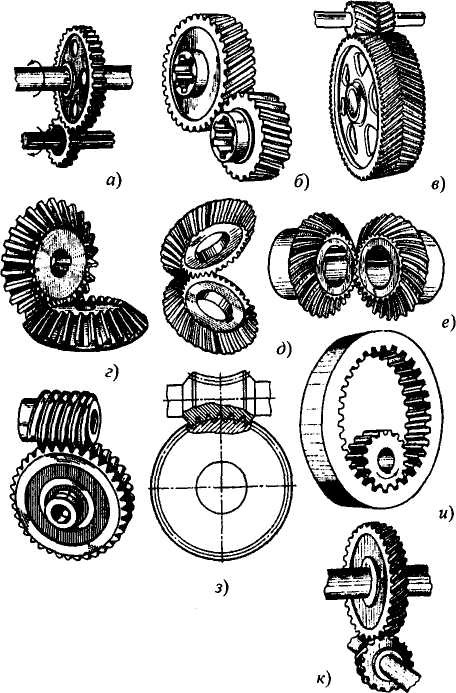
Рис. 17.1. Типы зубчатых передач:
а-
цилиндрическая
с прямыми зубьями; б- цилиндрическая с
косыми зубьями; в
- цилиндрическая с шевронными зубьями;
г
- коническая
с прямыми зубьями; д
-
коническая с косыми зубьями; е
-
коническая с винтовыми зубьями; ж
-
червячная с
цилиндрическим червяком; з
- червячная
с глобоидным червяком; и
-
передача с цилиндрическими
колесами внутреннего зацепления; к-
с
винтовыми зубьями
Зубчатые передачи применяются для передачи вращательного движения и для его преобразования в поступательное, возвратно-поступательное, возвратно-вращательное и другие движения.
Преимущества зубчатых передач по сравнению с другими видами передач (гидравлические, ременные, фрикционные, с гибкой связью и т.д.):
- высокая надежность;
- высокий КПД, доходящий в одном зацеплении до 0,99;
- малые габариты при больших передаваемых мощностях;
- постоянное передаточное отношение (отсутствие проскальзывания);
- высокий ресурс работы;
- возможность использования зубчатых передач при малых и при сверхвысоких частотах вращения.
Недостатки зубчатых передач: шум при работе и сложность изготовления.
К зубчатым передачам, часто работающим в весьма напряженных условиях, предъявляются высокие требования по эксплуатации. Они должны обеспечивать необходимую прочность, сопротивляемость изнашиванию, плавность и бесшумность работы и т.д. Эти требования удовлетворяются за счет правильного выбора материала и режимов термической или химико-термической обработки, получением точной геометрической формы и оптимальной шероховатости профиля зуба.
Основные типы зубчатых передач приведены на рис. 17.1.
Цилиндрические зубчатые колеса служат для передачи вращательного движения между параллельными валами. При этом используются колеса с прямыми (а), косыми (б) и шевронными (в) зубьями.
Конические зубчатые колеса служат для передачи движения между валами с пересекающимися осями. При этом применяют колеса с прямыми (г), косыми (д) и винтовыми (е) зубьями, со скрещивающимися осями - червячные передачи с цилиндрическими (ж) и глобоидными (з) червяками, а также винтовые передачи (к).
Главными особенностями авиационных зубчатых передач являются: их высокая нагруженность при ажурности конструкции, высокие требования по точности изготовления и качеству рабочих поверхностей.
Большое значение при изготовлении зубчатых колес, имеет операция химико-термической обработки: цементация, а для определенной номенклатуры зубчатых колес ГТД - ионное азотирование. Эти операции формируют химический и фазовый состав поверхностного слоя, его структуру и основной уровень упрочнения и таким образом, от них в значительной степени зависит качество поверхностного слоя зубьев, определяющее ресурс зубчатого колеса.
Цементация в сочетании с последующим термическим упрочнением (закалкой) вызывает существенную деформацию зубчатых колес. Точность ажурных авиационных зубчатых колес снижается на 2 ... 3 и более степени. Восстановить точность можно с помощью зубошлифования - трудоемкой операции, усложняющей технологию и также влияющей на качество поверхностного слоя.
Ионное азотирование свободно от этого недостатка.
Основное достоинство этого процесса - отсутствие значительных деформаций и коробления при упрочнении поверхностного слоя зубьев, что дает возможность либо исключить зубошлифовальную операцию, либо заменить ее более производительным технологическим процессом - зубохонингованием.
Однако по сравнению с цементацией, при азотировании формируются диффузионные слои ограниченной толщины (как правило, не более 0,5 мм), что снижает уровень допустимых контактных нагрузок и как следствие сужает номенклатуру обрабатываемых деталей.
Рассмотрим два типовых маршрутных технологических процесса изготовления зубчатых колес ГТД, базирующиеся на использовании в качестве химико-термической обработки цементации и ионного азотирования.
В современном производстве авиационных зубчатых колес обычно применяется цементация рабочих поверхностей.