

16.2. Основные операции технологического процесса изготовления лопаток компрессора
Базирование заготовок лопаток.
Качество лопаток, особенно получаемых из заготовок с малыми припусками, в большой степени зависит от технологических баз, обеспечивающих правильное распределение припуска по поверхностям профильной части пера. Обычно назначаются следующие черновые технологические базы (рис. 8.2, а).
Установочная база. Опорные точки назначаются в двух сечениях пера лопатки со стороны спинки: две точки (1, 2) в комлевом сечении и одна (3) в торцевом, ориентирующие перо лопатки в поперечном направлении.
Для лопаток с двумя хвостовиками эти точки выбираются в прикомлевых сечениях.
Направляющая база. Одна точка на торце хвостовика со стороны входной кромки (4) и одна на технологической прибыли (5) ориентируют лопатку в продольном направлении. Для лопаток с двумя хвостовиками направляющую базу определяют две точки на входной кромке пера.
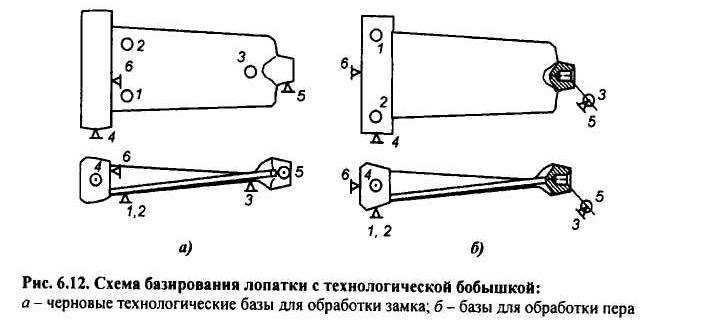
Рис. 16.3. Схема базирования лопатки с технологической бобышкой:
а - черновые технологические базы для обработки замка; б - базы для обработки пера
Опорная база. Одна точка на подошве хвостовика или точка на трактовой поверхности полки (5) ориентирует лопатку в осевом направлении.
С помощью черновых баз выполняют обработку основных технологических баз. Согласно классическим представлениям теории базирования, такими базами являются рабочие поверхности и торцы хвостовиков, которые одновременно служат и конструкторскими базами. Если лопатка имеет один хвостовик, то из-за малой протяженности рабочих поверхностей хвостовика в направлении оси лопатки сложно обеспечить жесткость, необходимую для механической обработки пера. Для увеличения жесткости используют технологические прибыли (бобышки), в которых выполняют центровочные отверстия. Иногда бобышка обрабатывается для получения конуса под обратный центр.
При наличии бобышки технологические базы для обработки пера лопатки назначаются следующим образом (рис. 16.3, б):
- установочная база - рабочая поверхность хвостовика (две опорные точки (1, 2) и центровочная фаска на торце технологической бобышки (точка (3));
направляющая база - торцевая поверхность замка (точка (4) и центровочная фаска на торце технологической бобышки (5);
опорная база - точка на подошве хвостовика (6).
16.3. Технологические процессы изготовления лопаток компрессора
Широкая номенклатура лопаток компрессора по формам, размерам, применяемым материалам, а также способам получения заготовок определяет многообразие технологических процессов и специализированного оборудования для их производства.
Технологические процессы изготовления лопаток разрабатываются на основе типовых технологических процессов (ТТП).
ТТП разрабатываются для групп лопаток, классифицируемых по ряду следующих основных конструктивно-технологических признаков:
- конструктивные особенности пера и хвостовика;
- длина пера;
- величины припусков и допусков на обработку пера;
- определяющие операции по обработке пера и хвостовика.
С учетом конструктивно-технологических особенностей выделяются размерные группы лопаток с высотой до 120, 120…250, 250…850 мм.